Teknisten putkien ja laitteiden pääasennukset. Ulkoisten putkien asennustekniikka
Prosessiputkistot sisältävät kaikki putkistot, joiden kautta kuljetetaan raaka-aineita, puolivalmiita tuotteita ja valmiita tuotteita; apuaineet; aggressiivisten jätevesien tuotantojätteet. Ei saa soveltaa teknisiin vesijohtoihin, joiden paine on enintään 1 MPa, palovesihuoltoon, lämmitykseen, ei-aggressiivisten viemärien viemäriin ja huleviemäreihin. Asennuksen laatu ja putkistojen asianmukainen toiminta määräävät suurelta osin laitteiden ja koko yrityksen luotettavan ja keskeytymättömän toiminnan.
Maitoa varten on olemassa kahdenlaisia putkia: runko, tai päälinjat, joiden kautta siirretään raaka-aineita ja tuotteita konepajojen tai osastojen välillä, ja viestintä, runkojohtojen yhdistäminen teknisiin laitteisiin. Päälinjoille yleensä halkaisijaltaan vähintään 50 mm:n putkistot, jotka on valmistettu ruostumattomasta teräksestä tai lasista ja liittimet ruostumattomasta teräksestä. Viestintäputket on valmistettu vain ruostumattomasta teräksestä, liittimet ovat sallittuja pronssista puolijohteisella.
Asennuksen aikana tulee ottaa huomioon putkistojen päivittäisen kokoontaitettavan tai ei-kokoontaitettavan puhdistuksen tarve. Lisäksi tulee varmistaa laitteiden huollon helppous. Siksi putkistot sijaitsevat vähintään 1,8 metrin korkeudella lattiasta. Pääputkistot asennetaan seinien suuntaisesti kaltevuudella nesteen liikettä kohti, ja viestintäputket - lyhyintä polkua pitkin, jossa on vähiten liitoksia (kaarit, hanat). Kokoontaitettavan pesun alaisten putkien osien liitosten tulee olla helposti purettavissa, suorien osien pituus ei saa ylittää 3 m, mikä on tarpeen niiden puhdistamisen helpottamiseksi röyhelöillä. Kaikkien liitosten tulee olla vahvoja ja tiiviitä.
Ennen putkistojen asennuksen aloittamista he tutkivat asiakirjat (kaaviot, tekniset tiedot). Rakenteilla oleville yrityksille nämä asiakirjat laatii suunnitteluorganisaatio, ja ne ovat osa hankedokumentaatiota; toimivassa yrityksessä he muodostuvat mekaanikasta ja laitosteknologista.
Erittelyn mukaisen dokumentaation tutkimisen jälkeen päälinjat täydennetään liittimillä ja suorilla putkiosilla.
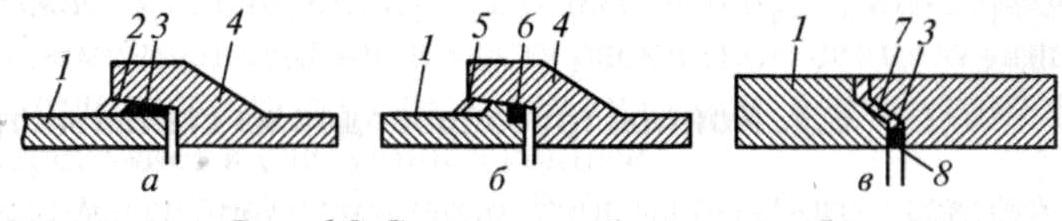
Maidon putkien suora asennus suoritetaan kahdessa vaiheessa. Merkitse ensin putkilinjan reitin asennuspaikat ja asenna niiden kiinnitysvälineet (ripustuskannattimet, kannattimet) ja holkit paikkoihin, joissa ne kulkevat seinien ja kattojen läpi (kuva 14.2, a B C). Nämä toimenpiteet suoritetaan samanaikaisesti yleiskäyttöisten putkistojen asennuksen kanssa. Sitten toisessa työvaiheessa putkistot kootaan. Ennen huoneen asennuksen toisen vaiheen aloittamista kaikki viimeistelytyöt on suoritettava.
Putkilinjan reitin merkitseminen ja tukien asennus. Maidon putkistot asennetaan suorien osien pituudesta ja kuljetettavan tuotteen viskositeetista riippuen vähintään 1-5 % kaltevuudeksi, kun taas mitä paksumpi tuote, sitä suurempi kaltevuus.
kaltevuus kutsutaan kahden pisteen korkeuseron suhteeksi MUTTA Ja D(Kuva 14.2, G) niiden väliseen vaakasuoraan etäisyyteen AC(hiusraja). Merkitse kaltevuus kirjaimella minä ja se ilmaistaan yleensä prosentteina: minä= 5 % tai / = 0,05. Kaltevuus katsotaan positiiviseksi nousevalla viivalla ja negatiiviseksi laskevalla viivalla. Väliaineen liikesuunta putkilinjassa sekä kaltevuus näytetään nuolella putkilinjan kaltevuuden alla (tai sen yläpuolella).
A - jousitus: 6 - korkeussäädettävä teline; c - konsoli (vasemmalla) ja kiinnike; d - putkilinjan reitin merkintäkaavio: A, B, D - putkiston tukien kiinnityskohdat; AC - vaakasuuntainen vertailuviiva; ILMOITUS - putkilinjan ohjausakseli (merkkijono)
Päälinjojen merkitsemiseen käytetään pääasiassa hydrostaattista tasoa, luotiviivaa ja sopivan pituista teräsmittanauhaa. Merkintä alkaa putkilinjojen akselien piirtämisellä rakenteet(seinät, pylväät). Tässä tapauksessa on kätevää käyttää merkkijonoja, jotka osoittavat putkien akseleita.
Välillä lähtökohtaMUTTA ja lopullinen FROM vedä vaakasuora nauha KUTEN. Tietäen etäisyyden AC ja kaltevuus / = 0,05, etsi lasku CD: H= 12 ■ 0,05 = 0,6 m ja siirrä lanka pisteeseen D, Missä se on korjattu. Varaa tukien väliset etäisyydet A, BD Ja niin edelleen, merkitse välitukien kiinnityskohdat.
Putket kiinnitetään kattoon ripustimilla (kuva 14.2, a), seiniin ja pylväisiin kannattimilla ja konsolilla (Kuva 14.2, sisään), sekä korkeussäädettäviin tukipylväisiin (kuva 14.2, b). Tässä tapauksessa on otettava huomioon putkilinjojen tärinän mahdollisuus, kun raaka-aineet, tuotteet tai puhdistusaineet kulkevat sen läpi. Paikkoihin, joissa putkilinja kulkee seinien, väliseinien ja kattojen läpi, asennetaan teräsholkit, joiden sisähalkaisija on vähintään 125 mm putkille, joiden halkaisija on 36 ja 50 mm, ja 170 mm putkille, joiden halkaisija on 75 mm. Putken osassa, joka tulee holkkiin, ei saa olla liitoksia.
Merkintöjen mukaan tuet asennetaan: telineet, kannattimet, konsolit. Useita putkilinjoja ("kierteitä") voidaan asentaa yhteen kiinnikkeeseen tai konsoliin.
Puhdistetut ja pestyt helat (hanat) asennetaan kannattimiin ja kiinnitetään kevyesti. Sitten putkilinjojen suorat osat asetetaan ja esikiinnitetään tukiin ja toisiinsa. Tarkista vaadittu kaltevuus. Kiristä lopuksi kiinnikkeet ja suorita ohjauskohdistus.
Tiedonsiirtoputket (putkistot) asennetaan prosessilaitteiden lopullisen linjauksen ja kiinnityksen jälkeen. Samalla ne mittaavat mittanauhalla ja soveltavat putkistojen todellisuudessa vaaditut mitat laitteiden putkistojen teknologiseen kaavioon jättäen 100 mm:n varauksen paikalleen asentamiseen. Tässä tapauksessa putkistot kerätään koneelta tai laitteelta pääputkistoa kohti. Putkilinjojen kaltevuuden ja akselien suoruuden lopullisen kohdistamisen jälkeen putkilinjan viimeinen liitososa, jolle ylitys jätettiin, säädetään paikoilleen.
Putkien asennus ruostumattomasta teräksestä. Putket kootaan pikaliittimillä, jotka koostuvat kierreliitoksesta (putki), nipasta (kartio), liitosmutterista ja kumitiivisteestä. Liitettyjen 30-40 mm pitkien putkien päät rasvataan, puhdistetaan ulkopuolelta hiomapyörällä ja sisältä - viilalla. Myös putken pää viilataan kohtisuoraan putken akseliin nähden. Kuorinnan jälkeen putkien päät pestään 0,5-prosenttisella soodaliuoksella, sitten lämpimällä vedellä ja pyyhitään kuivaksi. Putkien päihin laitetaan liitin tai nippa, kunnes se pysähtyy ja ne kiinnitetään hitsaamalla. Ennen nipan asentamista putkeen asetetaan liitosmutteri. Putkilinjan kokoamisen helpottamiseksi putkien päihin tehdään merkintä asennuksen jälkeen.
Kahden vierekkäisen putkituen välinen etäisyys L Määritetään kaksilaakerisen palkin sallitun taipuman perusteella
Lasiputket. Niitä käytetään päälinjoissa, jotka pestään vain paikallaan. Jotta vältetään putkien mekaaninen rikkoutuminen niiden käytön aikana, lasiputkistot asennetaan vähintään 2 metrin korkeuteen pohjaa laskettaessa.
Lämmönkestävät lasiputket toimitetaan jopa 3 m pitkiin sileillä kiillotetuilla päillä, käärittynä paksuun paperiin, pakattuna puulaatikoihin pehmeällä täyteaineella. Ennen asennusta lasista valmistettuja putkia ja liitososia (käyrät, tiitat) pidetään 2-3 tuntia lämmetäkseen huoneenlämpöisiksi.
Lasiputkien asennusjärjestys on samanlainen kuin asennusjärjestys teräsputket johdot. Lasiputket eivät kuitenkaan käytännössä taivu, joten niiden mekaanisen tuhoutumisen välttämiseksi vaaditaan erityistä tarkkuutta reitin merkitsemisessä.
Maidon lasiputket on asennettu 5-10% kaltevuudeksi. Hitsattuja konsoleita käytetään tukina (kuva 14.3, a).
Jotta nosturin painovoima ei välity lasiputkiin, siinä on oltava kaksi itsenäistä tukea 7 (kuva 14.3, b).
Kun tuet on asennettu lattialle, linkit kootaan kahdesta tai kolmesta saman halkaisijan omaavasta putkesta. Lasiputket liitetään toisiinsa ja liittimiin valurauta- tai alumiinilaipoilla (kuva 14.3, sisään) kolmion tai neliön muotoinen, kolmella tai neljällä kiinnityspultilla 3; Käytä
Ja - lasiputken kiinnitys konsoliin: 1 - konsoli; 2 - pultti; 3 - puristin; 4 - kumitiiviste 5 - lasiputki; 6 - tiivisteliitos; b - kolmitiemaitoventtiilin kiinnitys konsoleihin 7; c - lasiputkien laippaliitäntä; g - asennus O-renkaat putken päässä: 1 - laippa; 2 - tiivistyskumirenkaat; 3 - pulttiliitos; 4 - T-muotoinen tiiviste; e - lasiputken leikkaaminen: 1 - alennusmuuntaja (220/36 V); 2 - märkä sieni; 3 - sähköeristetty kahva; 4 - nikromilanka; 5 - kytkin; 6 - lasiputki Myös kytkin (kierre) muovilla puoliliittimellä. klo laippaliitäntä tiiviys saavutetaan asentamalla T-muotoinen kumitiiviste putkien päiden väliin 4 (Kuva 14.3, G) ja kaksi kumirengasta 2 (Kuva 14.3, sisään) liitettyjen putkien kummassakin päässä. Putkien kokoamisen yhteydessä laippojen ja tiivisteiden tulee olla kuivia. Laipat kiristetään erityisillä pihdeillä. Koottujen laippojen välisen etäisyyden tulee olla 8-10 mm; kiristä pulttien mutterit tasaisesti. Vääristymisen välttämiseksi lasiputkien liitoksia koottaessa ne on kiinnitettävä erityisillä laitteilla, joihin putket asetetaan.
Lasiputket leikataan kahdella tavalla. Ensimmäisessä tapauksessa putki 6 (Kuva 14.3, e) leikatussa tasossa on kääritty nikromilangalla 4 jonka halkaisija on noin 1 mm siten, että sen molemmat päät putken ulostulokohdassa irtoavat toisistaan enintään 1 mm. Johtoon syötetään 36 V sähkövirtaa muuntajan 1 kautta, minkä seurauksena lanka hehkuu vaaleankeltaiseksi ja lämmittää putkea 1-2 minuuttia. Sen jälkeen virta katkaistaan, lanka poistetaan ja putken lämpöpiste jäähdytetään märällä sienellä. 2. Lämmityskohtaan putken ympärille muodostuu halkeama, jota pitkin putki halkeaa helposti. Putkien päät puhdistetaan karkearakeisella karborundikivellä, putken pään ja akselin välisen kulman tulee olla 90 °.
Toisella tavalla leikattaessa putki asetetaan kahdelle telaparille, jotka voivat pyöriä vapaasti. Kun lasileikkuri on painettu putkea vasten leikkaustasossa, ne kääntävät sen akselinsa ympäri, muodostavat halkeaman, katkeavat ja puhdistavat pään.
Kootut putkiosat asetetaan tukien päälle ja kiinnitetään. Tässä tapauksessa vierekkäisten putkilinjojen akselien välisen pienimmän etäisyyden tulee olla 150 mm ja akselista seinään - 100 mm. Putkilinkit kiinnitetään tukiin U-muotoisilla puristimilla 3 (katso kuva 14.3, mutta) valmistettu litteästä teräksestä kumitiivisteellä 4 pulttien päällä 2. Taivutukset on kiinnitetty kahdella puristimella, jotka sijaitsevat 90 ° kulmassa. Kiinnitysmutterit esikiristetään ensin, sitten putkilinjojen linkit liitetään toisiinsa, minkä jälkeen ne lopuksi kiristetään. Tällöin kiristysvoiman tulee olla sellainen, että putket voivat liikkua aksiaalisuunnassa lineaarinen laajennus lämmitettynä. Ruostumattomilla teräsputkilla ja hanoilla varustetut lasiputket yhdistetään ruostumattomasta teräksestä valmistetuilla sovitinputkilla. Tuotannon nopeuttamiseksi asennustyöt ne on tarkoituksenmukaista suorittaa sopimusmaisesti.
Mitä sinun on tiedettävä prosessiputkia asennettaessa? Mitä asiakirjoja pitää kerätä? Kaikki tämä on määritelty erityissäännöillä (SNiP) ja GOST:illa. Teknisten putkien asennus on erittäin pitkä ja monimutkainen prosessi, jossa on mukana useampi kuin yksi tapaus.
Teknologinen putkisto on tärkein komponentti, jota ilman yksikään säiliöpuisto ei voi toimia. Se tarjoaa öljyn ja öljytuotteiden vastaanottoa, jakelua ja kuljetusta. Työskentely erilaisissa epäsuotuisissa olosuhteissa tekninen putkisto on alttiina korroosiolle, säännölliselle ylikuumenemiselle ja jäähtymiselle.
Rakennuksesta lähtien prosessiputki on erittäin kallista, ensinnäkin kiinnitetään huomiota uusimpien ja laadukkaiden laitteiden hankintaan. Säästöt ja öljyn (öljytuote) hävikkien pieneneminen riippuvat tästä. Tällaisten rakenteiden asennukseen osallistuu asiantuntijoita, joilla on syvät tiedot putkilinjan rakentamista koskevista säännöistä ja määräyksistä.
Mitä varten putket ovat?
Putkilinja - rakenne, joka koostuu putkista, mittauslaitteista, kiinnikkeistä, kannakkeista, tiivisteistä ja muista osista ja on tarkoitettu öljyn (öljytuotteiden) tislaukseen.
Tekninen - putkilinja, joka sijaitsee säiliötilan alueella. Tällainen putki kuljettaa öljytuotteiden lisäksi myös niiden jätteitä.
Pääasialliset tunnusmerkit
Virtausosan sisähalkaisija on minkä tahansa putkilinjan pääkomponentti. Tietty määrä öljyä kulkee tällaisen osan läpi tietyillä paineen, lämpötilan, nopeuden indikaattoreilla.

Teknologisille putkilinjoille on ominaista useita käsitteitä (kategorioita).
- Ehdollinen passi.
- ehdollinen paine.
- Käyttöpaine.
Teknisten putkien rakentamisessa käytetään ehdollisia kulkuväyliä. Tämän lähestymistavan avulla voit vähentää kokojen määrää sekä rakenteeseen kuuluvien liitostyyppien määrää.
Ehdollista painetta käytetään säätelemään liitosten lujuuden muutosta painealtistuksen aikana sekä tislattavan aineen korkeaa lämpötilaa. Toisin sanoen ehdollinen - paine, jolla putkilinjan osat toimivat. Aineen lämpötila ( ympäristöön) tulee olla 20°C. Myös GOST 356-80 määrittää ehdolliset paineet (useat niistä).
Ylipainetta, jossa putkilinjaa käytetään, ja lämpötila on enintään 70 ° C ja vähintään 5, kutsutaan työpaineeksi.
Luokittelu ja tyypit
Putkilinjat luokitellaan seuraavien indikaattoreiden mukaan:
- materiaalia;
- ehdollinen paine;
- lämpötila;
- aggressiivisuus;
- sijainti;
- tulipalovaara;
- kuljetettavan aineen tyyppi;
- vaikutusta ihmiskehoon.
Jos otamme huomioon, mitä ainetta kuljetetaan putkien kautta, niin tässä tapauksessa putket voidaan jakaa kaasuun, öljyyn, veteen, bensiinin pumppaamiseen ja moniin muihin putkiin.
Materiaalin mukaan ne erotetaan teräksestä, ei-rautametallista, valuraudasta, bimetallista, emaloidusta, ei-metallisesta.

Kuljetettavan aineen paineesta riippuen putkistot voivat olla:
- tyhjiö;
- ei-paine;
- korkea;
- matala;
- ilman ylipainetta.
On olemassa putkia kylmä, normaali, kuuma. Se riippuu kuljetettavan aineen lämpötilasta. Ja hänen aggressiivisuudestaan erotetaan pieni, keskikokoinen ja ei-aggressiivinen. Putkilinja voidaan sijoittaa samaan konepajaan (kaupan sisäinen) tai eri konepajoihin (kauppojen välinen).
Haitalliset aineet toimivat eri tavalla ja GOST:t on jaettu 4 tyyppiin.
Rakennusmääräykset ja -määräykset (SNiP)
Kun laitteita kootaan, on yksinkertaisesti välttämätöntä noudattaa tuotannon ja turvallisuuden vaatimuksia, rakennusmääräyksiä ja sääntöjä (SNiP). Tällainen työ suoritetaan hyväksytyn arviodokumentaation mukaisesti. Laitteiden asennus suoritetaan solmukohtaisen ja kokonaisen lohkon asennustavan mukaisesti.
Asennusorganisaatio laatii asiakirjoja, jotka sisältävät asiakkaan ja urakoitsijan sopimat tekniset vaatimukset.
- Miten teknologisia lohkoja ja niiden komponentteja sovelletaan.
- Rakennusobjektin jakaminen solmuihin.
- Teknisten lohkojen toimitus asennuspaikalle.
- Tiedot merkintöjen tarkkuuden laskemiseksi.

Pääurakoitsija palkkaa asentajat tekemään johtopäätöksen rakennusprojektista, teknisistä laitteista. Työolot määräytyvät solmu- ja kokonaisuusmenetelmällä, myös yhdessä.
Asennusorganisaatio saa pääurakoitsijalta työasiakirjat, joissa on merkintä jokaiseen tuotantoon hyväksyttyyn kopioon (piirustukseen). Aikataulun mukaan putkistojen, komponenttien kokoonpanoon tarvittavien laitteiden toimitukset suoritetaan. Tällainen aikataulu sovitaan asennusorganisaation kanssa. Putkilinjan kokoonpanotyö katsotaan valmistuneeksi, kun se on valmistunut SNiP:n mukaisesti ja laitteiden vastaanottotodistus on allekirjoittanut erityinen toimikunta.
SNiP:n mukaan putkilinjan rakentamisen aikana on tarpeen pitää erityisiä ja yleisiä lokeja työskentelyä varten jokaisessa laitoksessa ja laatia tekninen dokumentaatio. Tällaisten lehtien sisältö ja tyypit määräytyvät osastojen standardien johdolla.
Asennustyöt
Ennen laitteiden, putkien asentamista valmistetaan rakentamisen järjestäminen SNiP:n mukaisesti. Asiakas määrittelee ja sopii pääurakoitsijan ja asennusorganisaation kanssa useista kohdista. Se on pohjimmiltaan opas toimintaan.
- Toimitusehdot ja täydellinen laitesarja, materiaalit teknologiselle lohkolle, yksikölle, linjalle neuvotellaan.
- Tarvittavien laitteiden, materiaalien aikataulut ja toimitusehdot on määrätty.
- Vaatimukset asetetaan laitteiden asentamiselle GOST:n mukaisesti.
- Laitteista laaditaan luettelo, jonka asentaa valmistajan asennusvalvoja.
- Suurikokoisten (raskaiden) laitteiden toimitus työmaalle.
Töiden valmistuksen aikana asennusorganisaatio hyväksyy putkistojen tai laitteiden asennussäännöt, valmistelee paikat suurten laitteiden, teknisten yksiköiden, viestinnän kokoonpanoa varten.
Säännöt edellyttävät nostolaitteiden, saniteettirakennusten, Ajoneuvo, tuotantopohjat kommunikaatioiden, teknisten lohkojen, metallirakenteiden kokoonpanoon. Ja myös työsuojelun, ympäristön ja paloturvallisuuden toimenpiteiden toteuttaminen.
Kuinka laitteet ja materiaalit siirretään asennukseen
Ennen kuin asiakas luovuttaa laitteet, asennusorganisaatiolle esitetään GOST:n mukaiset saateasiakirjat. Jos kokoonpanoputket ovat yli 10 MPa, ne toimitetaan laatuasiakirjoilla (sertifikaatti) ja materiaaleilla tulee olla toimittajatodistukset.
Joskus tällaisia asiakirjoja ei ole saatavilla, jolloin toimittaja toimittaa todistuksen, joka on allekirjoitettu asiakkaan käsikirjalla. Mukana olevista asiakirjoista tarkistetaan asennuksen aikana käytettyjen materiaalien mittojen, merkkien ja muiden ominaisuuksien mukaisuus.
Materiaalit (tuotteet, laitteet) siirretään rakennuspalikalle piirustusten mukaisesti. Tällaisen siirron menettely on vahvistettu erityisillä säännöillä ja määräyksillä. Ennen kuin materiaalit siirretään asennukseen, ne tarkastetaan huolellisesti, täydellisyys, mukana olevien asiakirjojen noudattaminen, takuun saatavuus ja sen kesto. Tarkastuksessa havaitut viat ovat asiakkaan turvallisuus.
Laitteet, joiden takuuaika on umpeutunut, hyväksytään asennettavaksi vasta tarkistuksen jälkeen. Tarvittaessa viat korjataan. Tarkastuksen tulokset kirjataan lomakkeisiin (todistuksiin) ja muihin saateasiakirjoihin, jotka edellyttävät säännöt.
Laitteiden varastointi tapahtuu valmistajan sääntöjen ja vaatimusten mukaisesti. Pääsy materiaaleihin tarjotaan, olosuhteet luodaan niiden vahingoittumisen ja saastumisen estämiseksi.
Prosessiputkiston asennus
Tekniset putkistot liitetään vain tukiin kiinnitettyihin laitteisiin. Tällaisen yhteyden tulisi olla ilman vääristymiä, jännitteitä. Ennen esivalmistettujen osien asentamista kaikki mutterit on kiristettävä, liitokset hitsattava.
Suunnittelusuunnitelmassa varataan poikkeama tukirakenteiden asennuksen aikana. Se ei saa ylittää 5 mm molemmilla puolilla sisäisissä putkissa ja 10 mm ulkoisissa putkissa.
Ne osat, jotka kulkevat seinien läpi ja ovat hihoissa, eivät saa sisältää liitoksia. Ennen kuin ne asetetaan holkkiin, putkistot eristetään ja maalataan ja raot tiivistetään tulenkestävällä materiaalilla.
http://www.youtube.com/watch?v=khJ4cm_luiw Videota ei voi ladata: North Khosedai Oil Pipeline Firm -standardin2 asennus (http://www.youtube.com/watch?v=khJ4cm_luiw)
Prosessiputkien asennus on suoritettava rakennusmääräysten ja -määräysten mukaisesti, jotka määrittelevät tärkeimmät määräykset hiili- ja seosteräksistä, ei-rautametalleista ja -seoksista, valetuista kiinteistä prosessiputkistojen asennusta koskevien töiden tuotannosta ja hyväksymisestä. rautaa, muovia ja lasia, toimivat absoluuttisessa paineessa 35 mmHg alkaen Taide. jopa 700 kgf / cm2.
Niiden asennustyön määrä on yleensä noin 50 % asennustöiden kokonaismäärästä. Useimpien putkistojen laskeminen suoritetaan ahtaissa olosuhteissa, eri korkeuksilla monikerroksisissa rakennuksissa ja avoimilla alueilla, ylikulkusillassa, tarjottimissa, tunneleissa. Intrashopin tekniset putkistot erottuvat suuresta määrästä vakiokokoja, putkien osia, sulkuventtiilejä ja kiinnitysvälineitä.
Joten esimerkiksi myymälän sisäisen teknologisen putkilinjan viimeistelemiseksi on tarpeen lisätä jopa 42% putkien ja liitososien eri osien putkien painosta. Tällaisten putkistojen monimutkainen kokoonpano aiheuttaa suuri määrä putkien, yksityiskohtien ja liitosten liitokset keskenään. Jokaista 100 metriä putkilinjan pituutta kohden on suoritettava keskimäärin jopa 80 hitsausliitosta.
Valmiiden kokoonpanojen, elementtien ja osien käyttö asennuksen aikana, jotka on valmistettu keskitetysti tehdasosista putkien valmistuspajoissa, mahdollistaa putkilinjan asennuksen teknologian ja organisoinnin yksinkertaistamisen huomattavasti ja rakennustyömaan muuttamisen kokoonpanopaikaksi. Tämä vähentää aiemmin suoraan asennuspaikalla suoritettujen hitsaustöiden määrää 5-6 kertaa. Samalla putkilinjojen asennusajat lyhenevät 3-4 kertaa (ottaen huomioon, että ne valmistetaan rinnakkain rakennustöiden kanssa). Työn asianmukaisella organisoinnilla putkistoyksiköiden tulisi olla jo valmistettuja työpajoissa ja valmiita toimitettavaksi rakennustyömaalle asennettavaksi siihen mennessä, kun laitoksen rakennusosa on valmis.
Ennen putkistojen asennusta on suoritettava seuraavat valmistelutyöt:
- Insinöörit ja tekniset työntekijät (työnjohtaja, työnjohtaja, työnjohtaja) tutkivat hanketta ja PPR:ää yksityiskohtaisesti ja kaikki epäselvät asiat sovittiin asianomaisten organisaatioiden kanssa.
- Kokoonpanot, putkien elementit ja osat, kokoonpanoihin kuulumattomat liittimet, tuet ja ripustimet hyväksytään; Niiden yhteensopivuus hankkeen vaatimusten tai eritelmien kanssa on varmistettu.
- Rakennusten, rakenteiden ja rakenteiden asennusvalmius tarkistettiin ja asiaa koskevat lait laadittiin. Erityistä huomiota tulee kiinnittää putkilinjan kiinnityskohtien suunnittelumerkkien noudattamiseen.
- Putkilinjojen asennukseen tarvittavat laitteet hyväksyttiin: tarkastettiin laitteiden ja laitteiden oikea asennus ja piirustusten noudattaminen, laitteiden liitosliitosten sijainti, tyyppi ja mitat. Kaikki poikkeamat hankkeesta tulee kirjata asiakirjaan.
- Valmiit putkilinjat yksiköillä, elementeillä ja osilla, liittimillä, apuaineilla; putkilinjat on toimitettava asennuspaikalle.
- Järjestetty ja valmisteltu: alustat esiasennusta varten, telineet ja laitteet korkealla työskentelyssä; sähköä toimitettiin hitsausasemille, sähkötyökaluille, sähkövinstureille ja valaistuksen yksittäisille asennuspaikoille.
- Erikoistuneet työryhmät on miehitetty ja niillä on tarvittavat työkalut, kalusteet ja kokoonpanomekanismit.
- Prikaateille annettiin työmääräykset tulevaa työmäärää varten.
- turvattu tarvittavat ehdot työskennellä turvallisuus- ja työsuojelumääräysten mukaisesti
- Työntekijöitä on ohjeistettu.
Varsinainen asennustekniikka teräsputkia sisältää seuraavat toimet: putkilinjan reitin rikkoutuminen; tukien ja ripustimien asennus; yksiköiden ja lohkojen esikokoonpano; putkilinjan asennus, kokoonpano ja hitsaus; kompensaattorien, liitososien, tyhjennyslaitteiden, ohjaus- ja automaatiolaitteiden asennus; valmiiden linjojen testaus, toimitus asiakkaalle.
Ulkoisten putkien asennustekniikka riippuu suurelta osin niiden tarkoituksesta ja asennustyypistä, putkimateriaalista, halkaisijasta, seinämän paksuudesta, putken pituudesta, valmiin eristeen olemassaolosta niissä ja sen tyypistä (tai sen puuttumisesta) sekä rakentamisen varustaminen asennuselementeillä (putkiosat, ripset) ja muut ehdot.
Putkilinjojen asentaminen minkä tahansa tyyppisistä putkista (tai niiden osista) liittyy tarpeeseen yhdistää ne jatkuvaan kierteeseen. Reitin putkistot kootaan (asennettu) yksittäisistä suhteellisen lyhytpituisista elementeistä (putkista), ja siksi suuri määrä liitoksia on tiivistettävä tai hitsattava. Tämä hidastaa ja lisää putkistojen laskemisen kustannuksia. Helpottaa jossain määrin putkilinjojen asennusta suurentamalla putkia alustavasti kahden tai kolmen tai useamman putken osiksi tai osiksi.
Putkilinjojen laskeminen koostuu kokoonpanoyksiköiden asennuksesta ja kokoamisesta reitille - putkien (tai niiden osien, ripsien), liitososien, kompensaattorit ja varusteet - suunnitteluasennossa. Samalla mitä suurempi asennusyksikkö, sitä vähemmän asennusliitoksia ja sitä helpompaa on putkistojen kokoaminen. Solmut valmistetaan ja testataan sekä peitetään eristekerroksella tai maalataan putkien hankintapohjissa. Putkilinjojen teollinen tekniikka mahdollistaa kiinnityselementtien ja kokoonpanojen keskitetyn hankinnan, niiden toimituksen valmiina reitille, perustusten ja tukirakenteiden esivalmistelun laskemista varten sekä putkilinjojen tarkan asennuksen.
Putkilinjojen asennuksen työprosessien koostumus ja järjestys riippuvat käytettyjen putkien tyypistä (metallinen ja ei-metallinen) sekä niiden asennusolosuhteista (ahtaassa kaupunki- tai kenttäolosuhteissa, tasaisessa tai epätasaisessa maastossa, ilman luonnollisia tai keinotekoisia esteitä jne.).
Työ putkilinjojen laskemisen aikana suoritetaan yleensä useissa vaiheissa, jotka suoritetaan peräkkäin: putkien laadun tarkistaminen; putkien laskeminen kaivantoon; niiden keskittäminen ja asettaminen tiettyyn suuntaan ja kaltevuuteen, putkien kiinnittäminen paikoilleen; liitosten tiivistäminen ja niiden laadun tarkistaminen; testaus ja hyväksyminen.
Putkien laadunvalvonta suoritetaan yleensä kahdesti - tehtaalla (vakitun menetelmän mukaisesti, joskus testaamalla ne penkillä) ja suoraan reitillä ennen kuin ne lasketaan kaivantoon. Reitillä lähes kaikki sisään tulevat putket tarkastetaan ja niiden laatu varmistetaan. Tämä on äärimmäisen välttämätöntä, koska ainakin muutaman tai jopa yhden huonolaatuisen putken käyttö putkilinjan, erityisesti paineputken, asennuksen aikana johtaa katkoksiin ja onnettomuuksiin niiden asennuspaikalla. Niiden poistaminen on erittäin vaikeaa, koska se vaatii kanavan toiminnan pysäyttämistä ja kaivamista. Jos kellomaisista valurauta- tai teräsbetoniputkista valmistetuissa vesijohtoissa sattuu onnettomuuksia, huonolaatuisen putken vaihtaminen on erittäin vaikeaa. Jos tällaisissa tapauksissa on mahdotonta korjata huonolaatuisen putken puutteita kaivannossa, se on tuhottava (mikä ei myöskään ole helppoa) ja poistettava ja sen tilalle asetettava "sisäke", useimmat usein teräsputkesta, koska on lähes mahdotonta asentaa samaa hylsyputkea. Jos on mahdollista korjata vika ja ottaa putkisto käyttöön, niin "lisäosa" on aina heikko kohta teräsputken nopean korroosion vuoksi.
Reitillä saapuvat putket hyväksytään niiden laadun vahvistavien valmistajien asiakirjojen (todistukset, passit) mukaisesti. Putkissa voi kuitenkin esiintyä vikoja, jotka johtuvat virheellisestä lastauksesta, kuljetuksesta ja purkamisesta. Siksi putket tarkastetaan ennen kaivantoon laskemista huolellisesti, niiden todellinen laatu tarkastetaan ja ne hylätään, jos havaitaan vakavia ja korjaamattomia vikoja. Ei saa asentaa putkia, joissa on halkeamia, halkeamia reunoja ja koloja, suuria poikkeamia kehästä, ts. ovaalisia ja muita vakavia vikoja. Putkien liitoksissa käytettävien kumikalvojen ja renkaiden pinnan tulee olla sileä, ilman halkeamia, kuplia, vieraita sulkeumia ja virheitä, jotka heikentävät niiden suorituskykyä.
Putket lasketaan kaivantoon nostureiden sekä erityisten nostolaitteiden avulla. Vain kevyet putket (halkaisijaltaan pienet) lasketaan käsin käyttämällä pehmeitä köysiä, paneeleja jne. Putkien upottaminen kaivantoon on ehdottomasti kielletty. Putkien laskeminen kaivantoon loivilla rinteillä ilman kiinnikkeitä on suhteellisen helppoa, laskuteho riippuu vain oikea valinta putkenasennussuunnitelmat ja asennusnosturin tyyppi. Putkien laskeminen kaivantoon on vaikeampaa poikittaisilla tuilla varustettujen kiinnittimien läsnä ollessa. Samanaikaisesti putket asetetaan välikappaleiden peräkkäisellä poistamisella ja asennuksella. Kaikki tämä hidastaa ja vaikeuttaa putkien asennusprosessia, lisää sen työvoiman intensiteettiä ja pidentää rakennusaikaa. Tämän prosessin nopeuttamiseksi ja turvaamiseksi käytetään suurikokoisia kiinnikkeitä, joissa on pystysuorat suojat, vaakasuorat palkit ja välikekehykset, jotka sijaitsevat 3-3,5 m välein.
Putken asennus suoritetaan kahden järjestelmän mukaan. Ensimmäisessä mallissa prosessi suoritetaan kahdella säikeellä. Ensin putkenlaskijat laskevat putken nosturin avulla kaivannon pohjalle ja jatkavat lopullista kohdistusta ja sen väliaikaista kiinnitystä, minkä jälkeen asentajat tiivistävät putkien liitokset kompressorin ja paineilmavasaroiden avulla. Toisessa kaaviossa prosessi suoritetaan kolmessa virrassa kahdella kosketuksella. Lisäksi yksi niistä laskee putken ja jatkaa työskentelyä asentajien linkin kanssa kohdistaakseen ja väliaikaisesti kiinnittääkseen putken, ja toinen kopioi kaikki nämä prosessit seuraavan putken laskemiseksi (toinen virta); kolmas virtaus putkien liitosten tiivistämiseksi (tiivistämiseksi) suoritetaan kuten ensimmäisessä kaaviossa. Kevytputket lasketaan kaivantoihin kiinnikkeillä pienimuotoisen koneistuksen avulla tai käsin. Putket tai osat tulee laskea alas turvallisuusmääräyksiä tarkasti noudattaen.
Putken laskeminen määrättyyn suuntaan ja kaltevuussuuntaan (kuva alla) kahden vierekkäisen kaivon väliin tapahtuu pääosin kannettavien (juoksu)tähtäinten, majakkatappien tai tasopinnan avulla. Juoksutähtäintä käytetään ojan pohjan puhdistamiseen suunnittelumerkkiin asti. Asetettaessa paineputkia kaivannoksen puhdistetulle pohjalle putkien yläosa tasoitetaan (tasoitetaan), jota varten käytetään putkien päälle asennettuja alapuolella olevia ulkonemattomia tähtäimiä. Siksi tällaisen tähtäimen pituus pienenee putkien ulkohalkaisijan arvolla.
Putkien laskeminen tiettyyn suuntaan ja kaltevuuteen
1 - päättäminen; 2 - jatkuva näkö; 3 - juoksutähtäin
Painovoiman viemäriputkien asennukseen tiettyä kaltevuutta pitkin käytetään juoksutähtäintä, jonka kantapään alaosaan on liimattu suorassa kulmassa reunus. Putkia laskettaessa ulkoneva tähtäin asennetaan pystysuoraan putkikaukaloon. Putki katsotaan lasketuksi tiettyä kaltevuutta pitkin suunnittelumerkkeihin asti, jos kulkukoneiston yläosa ja kaksi pysyvää tähtäintä ovat samassa tasossa, jotka näkyvät paljaalla silmällä. Putken laskemisen suoruus tarkistetaan aksiaalilangalle ripustetuilla putkijohdoilla (kiinnitys). Kun irrotat ja puolitarkistukset on asennettu, määritä tason avulla hyllyjen merkit pinottavan alueen päistä.
Linja, joka yhdistää pisteet hyllyjen pysyvien tähtäinten keskipisteiden välillä, on yhtä jyrkkä kuin putkilinjan kaltevuus. Tätä linjaa kutsutaan näkölinjaksi. Malli, jossa on merkitty putkilinjan akseli, työnnetään halkaisijaltaan suuriin putkiin, mikä helpottaa niiden asettamista tiettyyn suuntaan. Työn nopeuttamiseksi käytetään inventaariometallisia kannettavia poisheitettyjä tähtäimiä. Putkilinja-alustan suunnittelun kaltevuuden tarkempaa noudattamista varten käytetään visuaalista menetelmää kaltevan tason säteen tai lasersäteen (tähtäin) avulla. Jälkimmäisellä menetelmällä käytetään lasertasoa, joka asennetaan paikan alkuun.
Painovoimalla virtaavia putkistoja pitkin tiettyä kaltevuutta voidaan myös asentaa käyttämällä tasoa. Putkilinjan asennuksen oikeellisuus tiettyyn suuntaan ja kaltevuuteen tarkastetaan lopuksi ennen putkien ja kaivojen täyttöä tasoittamalla putken ja kaivon pohjat, ts. suorittaa executive-ammunta. Merkkien ero kaivojen pohjan ja alustan välillä putkilinjan yksittäisissä kohdissa ei saa poiketa suunnittelusta enempää kuin rakennustoleranssilla. Kaivojen välisen putkilinjan suoruus tarkistetaan peileillä, jotka heijastavat säteen sen akselia pitkin.
Putket kiinnitetään paikoilleen laskemisen jälkeen joko jauhamalla maaperällä tai käyttämällä kiiloja (esimerkiksi asetettaessa raskaita, halkaisijaltaan suuria putkia betonialustalle).
Saumojen tiivistys suoritetaan asennettaessa paine- ja ei-paineputkia lyhyistä betoni-, teräsbetoni-, valurauta-, asbestisementti- ja keraamisista putkista (liitosliitoksissa hylsy tai sileä). Paineputkien liitokset tiivistetään yleensä kumirenkailla tai hihansuilla ja painovoimaputket - tervatulla säikeellä, asbestisementtiseoksella jne. (kuva alla). Teräsputkien liitokset hitsataan ja muoviputket hitsataan tai liimataan.
Valurautaisten putkilinjojen hylsyjen liitosten tiiviys ja vesitiiviys saavutetaan tiivistämällä hylsyn rako hampputervatulla tai bituminauhalla, jota seuraa asbestisementtiseoksesta valmistettu lukko, joka estää nauhan puristumasta ulos hydraulisesti. paine. Joskus sen sijaan käytetään sementtilaastia ja poikkeustapauksissa lyijyä. Viime aikoina on käytetty mastiksia. Kun liitokset tiivistetään itsetiivistyvillä kumisilla hihansuilla, lukkoja ei tarvita.
Teräsbetoniputkien liitokset
a, b - pistorasia; sisään - taitettu; 1 - putken sileä pää; 2 - asbestisementti; 3 hartsinauhaa; 4 - kello; 5 - sementtilaasti; 6 - kumirenkaat; 7 - sementtilaasti tai asfalttimassa; 8 - saumaus sementtilaastilla
Pistorasialiitosten tiivistys säikeellä. Hamppulanka työnnetään kelloaukkoon, kunnes kello pysähtyy niin syvälle, että lukkolaitteelle jää tilaa. Koska nipun paksuus säikeestä on jonkin verran suurempi kuin muhviraon leveys, se työnnetään liitokseen tiivisteen avulla, jolla nippu työnnetään rengasmaiseen rakoon ensin käsin ja sitten voimakkailla vasaran iskuilla (käsin takaa-ajoon). Mekaanisen takaa-ajon aikana kiristysside tiivistetään paineilmatyökalulla. Liitoksen vaaditun tiiviyden luomiseksi rakoon asetetaan yleensä 2-3 nippua, jotta niiden päällekkäisyydet eivät tapahdu kehällä. Kun liitos on tiivistetty säikeellä, asennetaan asbestisementtilukko, jossa asbestisementti-seos asetetaan rakoon kerroksittain-teloina (3-4 kerrosta kukin) ja tiivistetään ajamalla, lyömällä niitä kovaa vasaralla. Tiivistetty sauma peitetään 1-2 vuorokaudeksi märällä säkkikankaalla, mikä luo suotuisat olosuhteet asbestisementtiseoksen kovettumiselle ja kovettumiselle.
Tiivistemaskseja käytetään valurautaisten muhviputkien päittäisliitosten tiivistämiseen, kun vedetään paineviemäriputkia, joiden käyttöpaine on enintään 0,5 MPa. Useimmiten polysulfiditiivisteitä käytetään tiivistys- ja vulkanointipastoista, joihin joskus lisätään asbestia tai kumilastuja. Mastiksi-tiivisteet valmistetaan työpaikalla 30-60 minuuttia ennen käyttöä. Liitokset tiivistetään ruiskuilla, joissa on käsin tai pneumaattinen ekstruusio mastiksi tai pneumaattinen asennus. Tiiviste syötetään hylsyn rakoon suuttimella, joka on kiinnitetty pneumaattisen asennuksen ruiskun tai letkun kärkeen.