Инчови размери на резбата. Обозначение и размери на тръбната резба
В нашия метричен свят понякога е трудно да се ориентирате в други системи за измерване. Понякога се чудим как американците или британците могат да използват остарели мерки за дължина, маса, площ и т.н. А те от своя страна не ни разбират – живеем по законите единна системаизмервания. Въпреки това, както във всяко правило, има определени изключения, които са ясни за всички - и жителите на Америка, и Мъгливия Албион, и Европа, и Русия. Тази статия е посветена на преглед на тръбни и метрични резби, чието разнообразие доста често се среща в Ежедневието.
Метрични нишки и тяхното приложение
Резбовите връзки са много разпространени в строителството, инженерството, машиностроенето, космическата индустрия и ежедневието. Какво е винт и гайка дори децата детска градина, тъй като класовете с дизайнера не могат без тези подробности. Въпреки факта, че първият винт е изобретен от Архимед и нашите древни предци широко са използвали винтови зъбни колела в пресите за извличане на масло от маслинови костилки и слънчогледови семки, както и за набиране на вода за напояване на полета, идеята за създаване на истинска винтова връзка намира своята реализация.едва през 15 век, когато един от швейцарските часовникари за първи път успява да завърти първия винт и гайка с помощта на най-простите устройства.
В същото време човечеството не стигна до разумна идея, че дърворезбата трябва да бъде еднаква във всички страни по света. И така, широко разпространена и позната на всеки, който има дори малък опит с технологията, метричната резба се появи и беше описана в стандартите едва след въвеждането на единна система за измерване, базирана на стандартите за метър, килограм и секунда. Така че появата и широкото разпространение на метричната нишка датира от края на 19 век. Дотогава инчовите нишки доминираха в света.
Основната разлика между метрична и инчова нишка е, че всички нейни параметри са обвързани с милиметър, а равностранен триъгълник се взема като основа за профила на самата нишка, тъй като всички нейни ъглови размери са еднакви и равни на 60 градуса. При стандартизирането на метричните резбови връзки е важно гайката и болта да съответстват не само на ъгловите размери на резбата, но и на нейния диаметър и стъпка. Мнозина, особено тези, които имат автомобили, са се сблъскали с непонятно явление, когато винтът и гайката са с еднакъв диаметър, но е невъзможно да се завие винтът в гайката. Това показва, че на това място се използва резба с по-малка стъпка и за да може винтът да се завинти безпроблемно, стъпката на резбата му също трябва да бъде намалена.
Стандартите, описващи метричните резби, показват, че те трябва да бъдат обозначени с буквата М, последвана от диаметъра на резбата и нейната стъпка. Диапазонът на метричните диаметри на резбата варира от един до шестстотин милиметра. Разпространението на стъпката на резбата е от 0,075 до 3,5 мм. За измервателни инструменти се използват резби с малък наклон, резбите със среден стъпка се използват за части и възли, натоварени и работещи при вибрации, а резбите с голям стъпка се използват за закрепване на тежки носещи конструкции.
При създаването на стандарти за метрични резби бяха взети предвид различни допуски, които задават степента на закръгленост на външния ръб на резбата и отклоненията от профила, така че винтът и гайката да могат да се затягат свободно до упора на ръка.
Въпреки че метричните нишки не са намерили широко приложение в уплътнени съединения, тази възможност е включена в стандартите. Така за самоуплътняващи се връзки се използва резба с обозначението MK поради конусност на външния и вътрешна резба. Освен това за плътно свързване не е необходимо винтът и гайката да са с конична резба. Достатъчно е тази резба да бъде нарязана на винта.
Цилиндричната метрична резба е доста рядка. Неговото обозначение е MJ. Основната разлика е в винта, който има увеличен радиус на корена на резбата, което придава на резбовата връзка на базата на цилиндрична метрична резба по-високи топлоустойчиви и уморителни качества. Тази нишка се използва в аерокосмическата индустрия. Обаче обикновен метричен винт може да се завие в гайка с такава резба.
Въпреки пълното преобладаване на десните нишки във всички устройства и механизми, все още е необходимо да се използват леви нишки за изпълнение на определени функции. Метричните леви резби не се различават по никакъв начин от десните, с изключение на посоката на въртене, която е противоположна на десните винтове. Ако обикновен винт се завърти по посока на часовниковата стрелка, тогава левият се развива в същата посока.
Можете също така понякога да се срещнете с многостартови метрични нишки. Тя се различава по това, че не една спирала, а две или дори три, се нарязва едновременно върху болта и гайката. Многостартовите нишки често се използват във високопрецизно оборудване, например във фотографско оборудване, за да се позиционира уникално позицията на частите по време на взаимно въртене. Такава нишка може да се разграничи от обичайното едно по две или три начала на завоите в края.
Въпреки много широкото използване на метрични резби, в много развити страни по света, така наречените инчови нишки традиционно остават в по-голяма употреба. А тръбните нишки се измерват универсално в инчове. И въпреки силните разлики между тези видове нишки, водопроводчиците по целия свят нямат нужда да обясняват разликите между тръба от половин инч и тръба от три четвърти.
Инчови нишки и тяхното приложение
Разликата между инчовите и метричните нишки е, че ъгълът в горната част на резбата е 55 градуса, стъпката на резбата се изчислява като съотношението на броя нишки на инч от дължината на резбата. Инч се разбира като разстояние, равно на 2,54 см. Което първоначално отговаряше на дължината на първата фаланга на палеца на човек, която е еднаква за почти всички хора.
Тъй като ъгълът в горната част е различен от този при метричните резби, не е възможно да се комбинират метрични и инчови резби. В страните с метрична система се използват само инчови тръбни резби, които се обозначават с буквата G. Буквата е последвана от дробно или цяло число, което показва не размера на резбата, а условния луфт на тръбата в инча или части от инча. Характеристика на тръбната резба е именно фактът, че тя отчита дебелината на стените на тръбата, която може да бъде по-дебела или по-тънка в зависимост от материала на производство и работното налягане, за което са проектирани тръбите. Следователно инчовият стандарт за тръбни резби е разбираем и приет в целия свят като изключение от метричните правила.
В допълнение към простите цилиндрични тръбни резби има и конична тръбна резба. Той има същите характеристики като конвенционалната тръба, с изключение на конусността, която ви позволява да създавате по-плътни връзки. Обозначен с буквата R за външна резбаи Rc за вътрешни. Лявата нишка е допълнително маркирана с буквите LH, последвани от цифрова стойност в цяла и дробна част от инча.
За използване във връзки, различни от водопроводни, в САЩ и Канада се използват инчови резби с ъгъл в горната част от 60 градуса. Има доста широк асортимент от тези нишки, които се различават по диапазона на стъпката на резбата и други характеристики. Струва си да се отбележи, че някои нишки от инчовата серия съвпадат с метричните, което в някои случаи може да бъде от полза. Например във фотографското оборудване диаметърът на свързващата нишка, чрез който фотоапаратът е прикрепен към статив, е еднакъв в целия свят, независимо от страната на производство, тъй като характеристиките на тази нишка са еднакви и за двете метрични и инчови резби.
Въпреки това, не бъркайте английската инчова индустриална нишка, която беше одобрена още през 1841 г., а самият Джоузеф Уитуърт участва в нейното разработване. Тази резба на практика повтаря тръбната резба, тъй като има ъгъл в горната част от 55 градуса. Винтове и гайки с тази резба няма да се съчетаят с инчови крепежни елементи от Америка и Канада.

В тази статия искам не само да дам сухи факти за размерите на инчовата тръбна резба с препратки към стандарти и GOST, но и да предложа на читателя интересен факт за характеристиките на обозначаването на последното.
Така че, който вече се е сблъсквал с тръбни нишки повече от веднъж, беше изненадан от несъответствието между външния диаметър на резбата и нейното обозначение. Например 1/2 инча резба има външен диаметър 20,95 мм, въпреки че логично с метрични резби трябва да е 12,7 мм. Работата е там, че в инчовите резби те всъщност показват проходния отвор на тръбата, а не външния диаметър на резбата. В същото време, добавяйки стената на тръбата към размера на отвора, получаваме надценен външен диаметър, с който сме свикнали в обозначенията на метричните резби. Обикновено така нареченият тръбен инч е 33,249 мм, тоест 25,4 + 3,92 + 3,92 (където 25,4 е проходът, 3,92 е стената на тръбата). Стените на тръбата се вземат въз основа на работното налягане за резбата. В зависимост от диаметъра на тръбата те също се увеличават съответно, тъй като тръба с по-голям диаметър трябва да има по-дебели стени от тръба с по-малък диаметър за същото работно налягане.
Тръбните нишки се разделят на следните:
Цилиндрична тръбна резба
Това е инчова резба, базирана на резбата BSW (британски стандарт Whitworth) и съответства на резбата BSP (британска стандартна тръбна резба), има четири стойности на стъпка от 28,19,14,11 нишки на инч. Реже се на тръби до размер 6", заваряват се тръби над 6".
Ъгълът на профила в горната част е 55°, теоретичната височина на профила е Н=0.960491Р.
Стандарти:
GOST 6357-81: Основни норми за взаимозаменяемост.
Резбата е тръбна цилиндрична. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
символ: буквата G, цифровата стойност на номиналния размер на тръбата в инчове (инчове), класът на точност на средния диаметър (A, B) и буквите LH за лява резба. Например, резба с номинален диаметър 1 1/4", клас на точност A - се обозначава като G1 1/4-A. Отново припомняме, че трябва да се има предвид, че номиналният размер на резбата съответства на тръбата луфт в инчове Външният диаметър на тръбата е в известна пропорция с този размер и съответно повече от дебелината на стените на тръбата.
Обозначение на размера на резбата на цилиндрична тръба (G), стъпка и номинални стойности на външния, средния и вътрешния диаметър на резбата, mm
| Обозначение на размера на резбата | P стъпка | Диаметри на резбата | |||
|---|---|---|---|---|---|
| Ред 1 | ред 2 | d=D | d2=D2 | d1=D1 | |
| 1/16" | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8" | 9,728 | 9,147 | 8,566 | ||
| 1/4" | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8" | 16,662 | 15,806 | 14,950 | ||
| 1/2" | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8" | 22,911 | 21,749 | 20,587 | ||
| 3/4" | 26,441 | 25,279 | 24,117 | ||
| 7/8" | 30,201 | 29.0З9 | 27,877 | ||
| 1" | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛" | 37,897 | 36,418 | 34,939 | ||
| 1¼" | 41,910 | 40,431 | 38,952 | ||
| 1⅜" | 44,323 | 42,844 | 41,365 | ||
| 1½" | 47,803 | 46,324 | 44,845 | ||
| 1¾" | 53,746 | 52,267 | 50,788 | ||
| 2" | 59,614 | 58,135 | 56,656 | ||
| 2¼" | 65,710 | 64,231 | 62,762 | ||
| 2½" | 75,184 | 73,705 | 72,226 | ||
| 2¾" | 81,534 | 80,055 | 78,576 | ||
| 3" | 87,884 | 86,405 | 84,926 | ||
| 3¼" | 93,980 | 92,501 | 91,022 | ||
| 3½" | 100,330 | 98,851 | 97,372 | ||
| 3¾" | 106,680 | 105,201 | 103,722 | ||
| 4" | 113,030 | 111,551 | 110,072 | ||
| 4½" | 125,730 | 124,251 | 122,772 | ||
| 5" | 138,430 | 136,951 | 135,472 | ||
| 5½" | 151,130 | 148,651 | 148,172 | ||
| 6" | 163,830 | 162,351 | 160,872 | ||
В машиностроенето се приемат три системи с резби: метрични, инчови и тръбни.
Метрична резба(фиг. 145, а) има триъгълен профил с връх от 60 °.
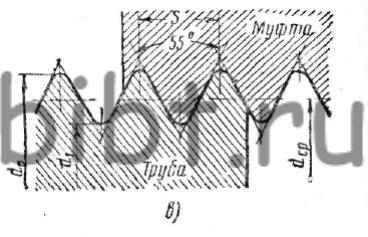
Ориз. 145. Системи с резба: a - метрични, b - инчови, c - тръба
Има шест вида метрични резби: основна и малка -1; 2; 3; 4-ти и 5-ти. Фините нишки се различават по стъпката за даден диаметър, изразена в милиметри. Метричните резби са обозначени с буквата М и цифри, характеризиращи размерите на външния диаметър и стъпката. Например, M42X4.5 означава метрична основа с външен диаметър 42 mm и стъпка 4,5 mm.
В допълнение, фина резба в обозначението има номер, указващ номера на резбата, например 2M20X1.75 - вторият метричен фиен, външен диаметър 20 mm, стъпка 1,75 mm.
Инчова резба(фиг. 145, б) има ъгъл от 55 ° в горната част. Инчовите резби се нарязват при производството на резервни части за машини с инчови разрези и не трябва да се режат при нови продукти. Инчовата нишка се характеризира с броя на нишките на инч (1") дължина. Външният диаметър на инчовата нишка се измерва в инчове.
Тръбна резба(фиг. 145, в) се измерва по същия начин като инч, в инчове и се характеризира с броя на резбите на 1 ". Профилът на резбата има ъгъл от 55 °. За тръбна резба диаметърът на тръбата отворът условно се приема като диаметър, на чиято външна повърхност се нарязва резба.
Върховете на издатините на винта и гайката с тръбни резби са направени с плоски или заоблени разрези.
Плоският профил е по-лесен за производство и се използва за резби на конвенционални тръбни връзки. Тръбната резба е обозначена: 1/4 "PIPE; 1/2" PIPE. и др. (Таблица 25).
Таблица 25 Обозначаване на нишки в чертежите
| тип нишка | Конвенции | Символни елементи | Пример за обозначение на резбата на болт и гайка |
Основна метрика |
М | Външен диаметър на резбата (mm) или външен диаметър и стъпка (mm) | M64 или M64X6 или 64x6 |
Метрична глоба |
1 м | 1M 64X4 или 64X4 | |
| 2 м | 2M 64X3 или 64X3 | ||
| 3м | 3M 64X2 или 64X2 | ||
| 4 м | 4M 64X1.5 или 64X1.5 | ||
| 5 м | 5M 64X1 или 64X1 | ||
Трапецовидна |
СТЪЛБА | Външен диаметър и стъпка на резбата (мм) | СТЪЛБА. 22x5 |
| НАГОРЕ | UE 70X10 | ||
Инч с профилен ъгъл 55° |
Номинален диаметър на резбата в инчове | 1" | |
Цилиндрична тръба |
ТРЪБА. PR* ТРЪБА. КР ** | Символ на конеца в инчове | 3/4" ТЪРБА. PR 3/4" ТЪРБА. KR |
Тръба конична |
ТРЪБА. КОНИЧЕН. | 3 / 4 " ТРЪБА КОУСНА |
* Профил с плоско нарязани върхове (прав). ** Профилът е заоблен.
Конците са десни и леви; според броя на преминаванията - едно-, двупосочно, трипосочно и многопосочно.
За да определите броя на започването на резбата, достатъчно е да погледнете края на винта или гайката и да преброите колко края на завоите са върху него.
По правило всички крепежни елементи (болтове, винтове, винтове и т.н.) имат една резба.
Нишките според системата от мерки се делят на метрични и инчови. Метричните и инчовите резби се използват в резбови съединения и винтови зъбни колела. Резбовите връзки са разглобяеми връзки, направени с помощта на резбови крепежни елементи - болтове, винтове, гайки, шпилки или резби, директно приложени към частите, които се съединяват.
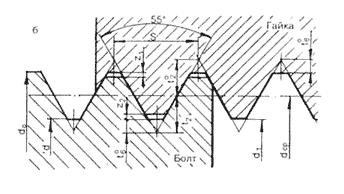
Метрична резба (фиг. 1)
Той има формата на равностранен триъгълник в профила с ъгъл в горната част, равен на 60 °. Върховете на издатините на съединяващия винт и гайка се отрязват. Метричната резба се характеризира с диаметъра на винта в милиметри и стъпката на резбата в милиметри. Метричните резби се изработват с едър и фин стъпка. Нишката с голяма стъпка се приема като основна. Фините резби се използват за регулиране, за завинтване на тънкостенни, както и динамично натоварени части. Метричните резби с голям наклон се обозначават с буквата M и число, изразяващо номиналния диаметър в милиметри, например M20. За фини метрични резби стъпката е допълнително посочена, например M20x1,5.
Ориз. 1 метрична резба
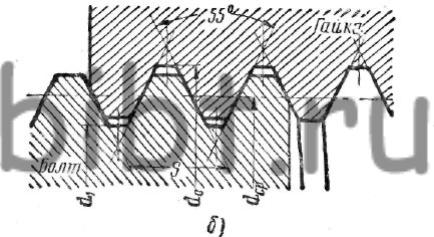
Инчова резба (фиг. 2)
Инчовата резба (фиг. 2) има същия профил в профил като метричната, но има ъглов ъгъл от 55° (резба Whitworth - британски стандарт BSW (Ww) и BSF), ъгъл на ъгъл от 60° (американски стандарт UNC и UNF). Външният диаметър на резбата се измерва в инчове (1" = 25,4 мм) - тирета (") означават инч. Тази нишка се характеризира с броя на нишките на инч. Инчовите американски нишки се изработват с груба (UNC) и фина (UNF) стъпка.
Ориз. 2 инча резба
Таблица с размери на крепежните елементи за UNC машинна резба с груб наклон в САЩ (60 градуса ъгъл на профила)
| Размер в инчове | Размер в мм | Стъпка на резбата / инч |
| UNC № 1 | 1.854 | 64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 | 6.35 | 20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1" | 25.4 | 8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2" | 50.8 | 4 1/2 |
Конец
Резбата може да бъде вътрешна и външна.
- На болтове, шпилки, винтове, щифтове и на различни други цилиндрични части се нарязва външна резба;
- Във фитинги, гайки, фланци, тапи, машинни части и метални конструкции се нарязват вътрешни резби.

Ориз. 3 Елементи на резба
Основните елементи на нишките са показани на фиг. 3 Те включват следните елементи:
- стъпка на резбата- разстоянието между върховете или основите на два съседни завоя;
- дълбочина на резбата- разстояние от върха на конеца до основата му;
- ъгъл на профила на резбата- ъгълът, затворен между страните на профила в равнината на оста;
- външен диаметър- най-големият диаметър на резбата на болта, измерен по горната част на резбата, перпендикулярна на оста на резбата;
- вътрешен диаметър- разстояние, равно на диаметъра на цилиндъра, на който се завинтва резбата.
Повече за инчовите крепежни елементи:
В западната техническа литература ще намерите всички измервания в инчови метрики. Това състояние на нещата има исторически корени. Великобритания винаги е била напред по отношение на нивото на техническо развитие, следователно във всички колонии, които тогава притежаваше (а имаше много), беше приложена тази система от измервания. по принцип, технически специалистисвободно преобразувайте инчовете в сантиметри и обратно. Така че и до днес в тези страни като стандарт всички измервания се правят в инчове. След това ще говорим за основните характеристики и характеристики на инчовите нишки и как се различават от метричните.
Инчова резба. Параметри
Ако говорим за обичайното измерване, тогава дори в ума няма да е трудно да прехвърлите една стойност в друга и обратно. Но що се отнася до резбоването, трябва да знаете просто, но важни нюанси. Факт е, че метричната и инчовата метрика за измерване на дължини са големи съвпадения. Разликата е в броя на завъртанията на стъпка на резбата. В допълнение, тази нишка се характеризира с различен ъгъл на наклон в горната си част, който е равен на 55 °, ако се позоваваме на стила на Whitworth. Това се счита за норма в Англия или, както се казва, "британския ъгъл". Ако вземем за основа стандарта UNC и UNF, който се счита за стандарт в Америка, тогава ъгълът тук е 60 °.
Метричен стандарт и инчова резба. Най-основните разлики
Видове инчови резби:
- на открито;
- конична;
- Цилиндрични;
- Вътрешен.
1 инч = 25,4 мм. Това е основната разлика. В документите това има конкретно обозначение - 1´ (с черта).
Ако говорим за американски стандарти, тогава те имат разделение на резби с голям наклон, които обозначават като UNC и с малки - UNF. Също така, за канонични инчови резби се установява обозначението NPT, а за тръби - NPSM.
Какво е карвинг и къде се използва
Видовете резби, използвани в производството, конструкцията и дизайна, в зависимост от детайла, се делят на вътрешни, външни и конични.
- Външно се използва за болтове, винтове, щифтове и шпилки.
- Вътрешният се използва при производството на тапи или гайки. Нарязва се на дупки, когато трябва да организирате връзка на определено място.
- За създаване на плътна връзка, както и за заключване без допълнителни части, се прави конична инчова резба.
Обозначаването им следва стандарта. d (D) е външният диаметър на болта или вътрешният диаметър на гайката (d е диаметърът на болта преди нарязване на резба). Вътрешен диаметъррезбата е обозначена с d1 (D1). Има и обозначение за средния диаметър d2 (D2). Този размер зависи от номиналната стъпка, обозначена с буквата P.
Буквата α се използва за обозначаване на профилния ъгъл на резбата. Стойност α = 55° би означавала, че ъгълът на върха на равностранния триъгълник на зъба на резбата е 55° и съответства на британската стандартна BSW инчова резба. Инчовата UTS резба, която се използва широко в Канада и САЩ, има α = 60°.
Къде се използва инчова резба
α = 55° - инчова резба, използвана в индустрията за фиксиране на механични компоненти и части с помощта на резбови връзки. Особено често се среща в процеса на ремонт на вносно оборудване и металорежещи машини, както и на употребявани автомобили. У нас се произвеждат и метални изделия с инчови резби. По време на работа понякога има нужда от преобразуване на метрични резби в инчови и обратно. Това може лесно да се направи бързо и удобно с помощта на специален справочник.