Инструмент за рязане на външни резби. Инструменти за нарязване на вътрешни и външни резби. Кранове. Умира. Какво е рязане на конци
Добавяне към отметки
Рязане тръбна резбаръчно
Какво е рязане на конци?
Нарязването на резба е обработката на отвор или стебло в детайл, като се използва специален инструмент за нарязване на резба за получаване на вътрешна или външна спираловидна резба, която се състои от издатини-намотки и редуващи се спираловидни канали.
Предните части на мрежата са направени със заострени бинтове и кадифени кръгли лъкове отвън и с лице нагоре. Обработващи машини Машинните инструменти са стругове, револвери и автоматични стругове, в които ножовете използват остриета, калерчета, клепачи, ленти за глава и основни глави. Зашити интериорни чертежи често се правят на бормашини. За да произведем силни тонове, използваме потник на гърба. Използваме мелница върху завеси за шлайфане на екрани.
Първият е маркиран с една ивица, другите две, с калибри можете да намерите или три ивици или звукови сигнали без маркировка. Това улеснява постепенния избор на отделни елементи по време на работа. В финозърнестите огледала има само два инструмента. Използват се за зашиване на тънки материали като ламарина. Същата дебелина на материала ще работи по-усилено, така че ще има повече повърхност за задържане на винта заедно и носещия материал.
Нарязването на резба е обработката на отвор или опашка в част с помощта на специален инструмент за нарязване на резба.
Изрязването се извършва на тръби, гайки, болтове, използвани в разглобяеми връзки на тръбопровода и различни части на оборудването. Ако монтирате тръбопровода ръчно от тръби, които не са с резба, тогава ще ви бъде полезно да знаете как да режете ръчно резбите на тръбата.
Той сравнява отделните материали. „Най-евтините ленти от инструментална стомана, но ако ги използвате само от време на време в къщата, вероятно няма да използвате HSS качество“, казва той. Според следната функция ще намерите допълнителни спецификации, от които да избирате. Тъй като се отнася основно за нежни скали, в комплекта има само два инструмента. Само ако искате да ремонтирате някакъв чужд продукт, ще срещнете на практика с американски случаи, ако има такива, с леко падане, по-употребявани машинисти, които създават пакет за Америка, но ще използват повече механични чертежи, но е вярно, че Дори има голямо натоварване в тази област, така че няма проблем с придобиването на инструменти за производство на ръчно изработени дрехи, както и английската битка, която все още се сглобява според техните традиционни стандарти, от метрична мъгла до геометрия на инверсия, обяснява Песл.
Основните елементи на конеца са:
- дълбочина;
- профил;
- профилен ъгъл;
- вътрешен, среден и външен диаметър.
Необходими понятия за дърворезба
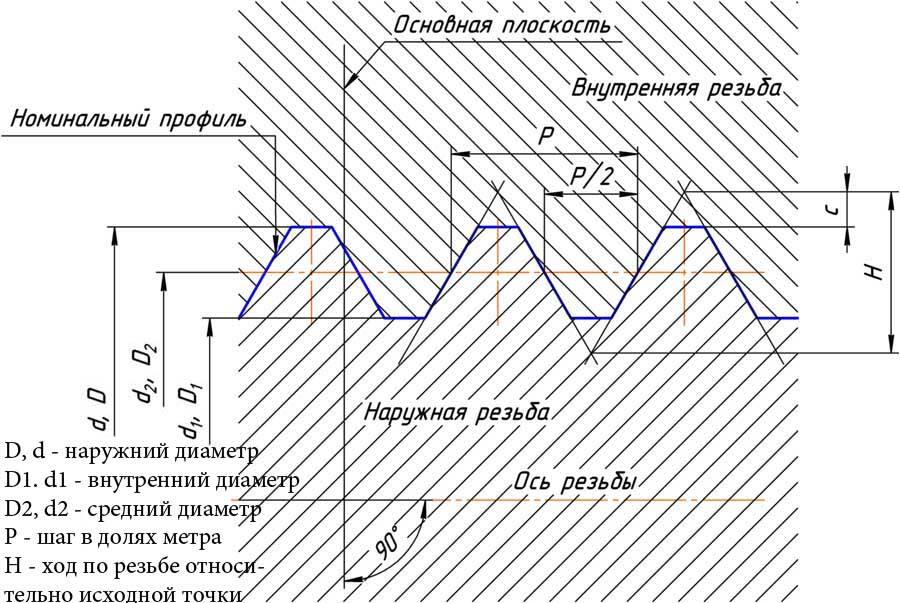
Схема за рязане на външна цилиндрична резба на базата на метрична резба във връх с ъгъл, равен на 60 градуса.
Навиването на резба е метод на студено или горещо формоване. С този метод можете да създавате както вътрешни, така и външни резби, метрики и инчове с различни форми на контура на потока. В зависимост от вашите нужди, трябва да изберете правилния инструмент.
Обработката на резба се извършва с помощта на глави, плоски челюсти или планетарни кримпове. Много е важно да изберете диаметъра на пръта, от който ще бъдат направени нишките. От това зависи диаметърът на крайния продукт. Ефектът върху него е върхът на конеца, оформен от потока материал, екструдиран от инструмента. Ако диаметърът на детайла е твърде малък, върхът няма да бъде напълно оформен. Ако е твърде голям, има опасност от повреда на инструмента или направата на резби с размери, които не отговарят на дизайна.
Профилът е формата на напречното сечение на бобината. В зависимост от профила се разграничават правоъгълни, триъгълни, трапецовидни и др. Триъгълният се използва само при сглобяване на санитарната система и части.
Също така нишката се разделя в зависимост от посоката на завоя на ляво и дясно.
В зависимост от предназначението на конеца има специални и закрепващи нишки. Крепежните елементи са триъгълни, а специалните - правоъгълни и т.н. Триъгълният е крепежен елемент, тъй като се нарязва на крепежни елементи: винтове, гайки, болтове. Стъпката на резбата е разстоянието между основите или върховете на съседни завои.
Основното предимство на валцуването на резба е липсата на чипове, присъстващи в процеса на обработка. Това прави готовия продукт без примеси. Такива нишки също имат висока якост, тъй като влакната на материала не се повреждат или нарязват по време на обработката, а материалът допълнително се укрепва чрез смачкване. Това води до увеличаване на здравината на нишката. Те също така имат много ниска грапавост на повърхността, което не е възможно в случай на механична обработка.
Недостатъкът на пластмасовата обработка е способността да се търкалят само лесно деформируеми материали. Това създава трудности при обработката на някои материали. В техния случай е по-добре да използвате кухината. В нашата компания се занимаваме с валцоване на резба с помощта на професионални валцовъчни мелници. Това ви позволява да оптимизирате процеса. Използването на специализирани инструменти също гарантира бързината на изработката, така че можем да осигурим кратко времеекзекуция. Конците, направени по този начин, се запазват високо качествои точност.
Ъгъл на профила - ъгълът, който се образува от пресичаните странични страни (страни) на завоите.
Разстоянието от основата до върха се нарича дълбочина на конеца.
Външен диаметър - разстоянието между точките на двете страни на конеца, лежащи срещуположно. Вътрешният диаметър е разстоянието между основите на противоположните страни. Разстоянието между основата и горната част на противоположната страна се нарича среден диаметър.
Този сайт използва бисквитки и подобни технологии
Без да променяте настройките на браузъра си, вие се съгласявате с това. Използването на Сайта не изисква Потребителят да предоставя каквито и да е данни, които биха могли да го идентифицират. По-специално, не е възможно вируси или друг нежелан или злонамерен софтуер да проникнат в потребителски устройства. Прекратяването на сесията на браузъра или изключването на устройството не го премахва от потребителското устройство.
- Запазената информация се изтрива за постоянно от паметта на устройството.
- Можете да прочетете тези правила.
Връзката между дълбочината на нишката, нейната стъпка и броя на завоите е следната: колкото по-малка е стъпката, толкова по-малка е дълбочината и по-голям е броят на завоите (нишки) на единица дължина на нишката и съответно обратно.
Според системата от мерки триъгълната разновидност е инчова и метрична. Метрична - това е тази, която в профил има формата на равностранен триъгълник на върха с ъгъл равен на 60 градуса. Този тип се използва в машиностроенето и уредостроенето. Вътрешен диаметърОтворът или външният диаметър на винт от метричен тип се измерва в милиметри, докато стъпката може да се измерва както в милиметри, така и в части от него.
Стоманена стомана, използвана за режещи инструменти, щанци и щанци за щамповане и щанцоване, валцоване на резба, щанци и матрици за фино и дълбоко щамповане инструменти за щамповане на щампи и щампи - висока механична якост на стоманата и много добра устойчивост на явления на сцепление.
Произведена стандартна инструментална стомана с 8% съдържание на хром с много добра обработваемост, добра стабилност на размерите по време на топлинна обработка. Допълнително почистване на 8% хромирана стомана след топене чрез електролиза, много здрава и издръжлива стомана с висока устойчивост на абразия и адхезия.
В профил инчовият вариант изглежда по същия начин като метричният, но ъгълът на върха е 55 градуса. Измерва се в инчове и се различава от метричния тип с големи стъпки.
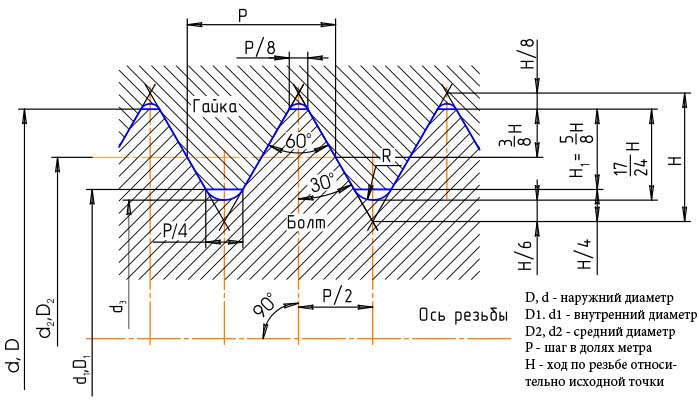
Метричната резба в профила има формата на равностранен триъгълник на върха с ъгъл, равен на 60 градуса.
Прахообразна стомана за висококачествени режещи инструменти Гилотинни фрези за рязане на тънки материали, щанци и матрици за щанцоване, щамповане за фино и дълбоко пресоване за студено и полутвърдо пресоване. Инструменти за валцоване на резба, месене, студено валцоване, вложки за производство на пластмасови изделия, където се изисква висока устойчивост на абразия. Цилиндри за екструдиране на пластмаса, шнекови транспортьори.
Стомана за пневматични инструменти, машинни ножове, щанци за монети. Характеризира се с висока твърдост, твърдост и висока якост. Стомана, използвана за щанцоване и щанцоване. Режещи ножове, инструменти за дърво и хартия и малки форми за рециклиране на пластмаса.
Инчовият сорт се използва при монтажа на санитарна арматура. Разделя се на фиксираща и тръбна. Тези две разновидности се различават по това, че крепежният елемент има по-голям наклон, осигуряващ здрава връзка, и се използва за рязане на гайки, пръти, болтове и дупки. За тръбни връзки се използва тръба. Той е по-малък от фиксиращия, тъй като дълбочината му е ограничена от дебелината на стената на тръбата. Плътността на тръбната резба е много по-голяма от фиксиращата резба поради големия брой завои на инч дължина на резбата.
Прахообразна стомана, която съчетава висока устойчивост на абразия и висока устойчивост на удар. Клиент: Отлична обработваемост в закалено състояние, гъвкавост при топлинна обработка и удължен живот на инструмента. Стоманата се използва за инструменти за щанцоване на монети, щанцоващи и щанцоващи мелници, използвани при производството на прибори за хранене, ножове за рязане на големи материали. Формовани вложки - висока устойчивост на удар, висока стабилност на размерите, огледално покритие.
Аустенитна стомана с много висока склонност към консолидация при смачкване. Стомана, използвана за режещи инструменти, щанцоване и щамповане на матрици и матрици, малки форми за пластмасови изделия, където не се изисква висока устойчивост на абразия, дървообработващи инструменти, хартия и ножове за рязане на дърво с висока закаляване, устойчивост на абразия и твърдост.
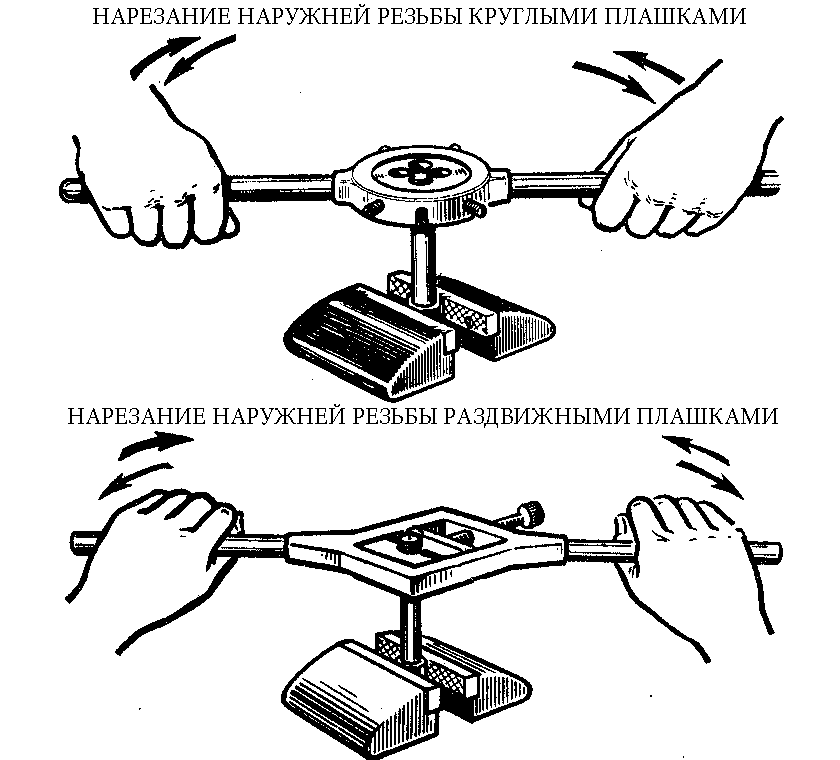
Нарязване на външна резба
Външните резби на болтове, пръти и винтове се нарязват ръчно на матрици.
Разделете ги в зависимост от устройството:
- призматичен;
- кръгъл;
- плъзгащи се;
- цяла.
Призматичните имат двойка еднакви половини, които са монтирани в капачка на винт под формата на рамка с дръжки. От двете външни страни на тези матрици има призматични канали, предназначени за призматичните издатини на клупа.
Стоманен прах с висока якост, използван като стомана за студена обработка и режеща инструментална стомана. В случай на винтове, фиксиращи различни елементи, спестяването на счупени нишки няма смисъл. Този винт се заменя с гайка с друг и проблемът престава да съществува. По-лошо, когато се счупи резбата в блока на двигателя, корпуса на скоростната кутия или друга важна и скъпа част. Ако е в глух отвор, тоест сляп, и диаметърът на винта, който взаимодейства с него, не е критичен, можете да опитате да го поставите в по-голям "размер" от серията.
Призматичните матрици имат двойка еднакви половини, които са прикрепени към винта под формата на рамка с дръжки.
Плъзгащите матрици са монтирани в klupp, така че числата на частите му да са срещу същите числа на рамката. В противен случай ще се окаже погрешно. Закрепват се с фиксиран винт. Между матрицата и ограничителния винт се поставя стоманена плоча за крекинг, за да не се спука при натискане с винта.
Не правете проходни отвори, например за добавяне или източване на трансмисионно масло, контролни точки за нивото на маслото за скоростни кутии и диференциал, отвори за източване моторно маслои т.н. получената нишка може да причини сериозно нараняване по време на импрегниране с проникване. щета.
Винтове и гайки, които не могат да бъдат заменени, например поради специфичната им форма или употреба, могат да бъдат спасени по два начина. Понякога механиците могат да получат така наречените извънгабаритни винтове и гайки, чиято резбова част е малко по-голяма от обикновения винт. И винтове, и гайки габаритни размериимат същата стъпка на резбата като обикновено, така че могат да се използват без проблем. Когато ги усуквате, трябва да го направите много внимателно, интелигентно, опитвайки се да ударите остатъците от конеца.
Кръглата матрица се закрепва в гаечния ключ за лесно задържане с чифт или два чифта упорни винтове.
С помощта на плъзгаща се разновидност може да се направи резба, ако има леки отклонения в диаметъра на пръта, което не трябва да се допуска при рязане на кръгли твърди матрици. При по-малък диаметър на пръта ще се получи непълна нишка, с по-голям - равномерна.
Най-добре е да ги завиете на ръка, без гаечни ключове или други инструменти, за да усетите под пръстите си, независимо дали резбите и дупките на винтовете са захванати. Ако не работят, винт с голям размер може да премахне остатъците от резба, като по този начин увеличи отвора и след това ремонтът му може да бъде много скъп. След като установите, че нишките на нишките са една върху друга, можете да завършите стягането с подходящия инструмент. Това трябва да се направи с голяма чувствителност.
Такова регенериране на резбата е неприемливо, когато винтът е под голямо натоварване, например чрез закрепване на подложка, върху която се опира. Инструментите за резба могат да бъдат закупени във всеки добър магазин за инструменти. Друг начин да спестите счупени резби, особено в пробките за източване на масло, е остатъците от резбата с няколко слоя тефлонова лента, използвана за запечатване на газ и хидравлични системи. Използвайте по-дебели ленти. За обикновена или по посока на часовниковата стрелка нишка, плъзнете я по посока на часовниковата стрелка.
Нарязване на вътрешна резба
Ръчно вътрешната резба се нарязва с помощта на кранове, които се вкарват в яката.
Кранът има фаска (края му), която е необходима за рязане, калибрираща част (средна) - за направляване при калибриране и изрязване на отвор и опашка, с квадратна глава в сечение, за задържане на кранчето в яката при рязане.
Трябва експериментално да изберете броя на слоевете тефлонова лента, така че винтовете да се завинтват в отвора със забележимо съпротивление. След като сте го обърнали, трябва да смените лентата с нова. Старият не е подходящ за повторна употреба!
Инсталационните работи няма да бъдат толкова трудоемки, колкото използването на висококачествени специализирани инструменти. Инсталаторите най-много ценят доказаните инструменти на традиционните компании. Най-важният работен елемент на ключовете са челюстите. Висококачествените челюсти са изработени от специално закалена инструментална стомана. Тъй като не може да се провери с просто око, по-добре е да купувате ключове от реномирани компании. Не забравяйте да смените челюстите в ключовете. Също толкова важно е качеството на компресионната пружина под долната челюст.
При преминаване от непълно към инчово фиксиране или пълни метрични разновидности се използва набор от кранове: три кранове за различни дълбочини.
Основи на темата
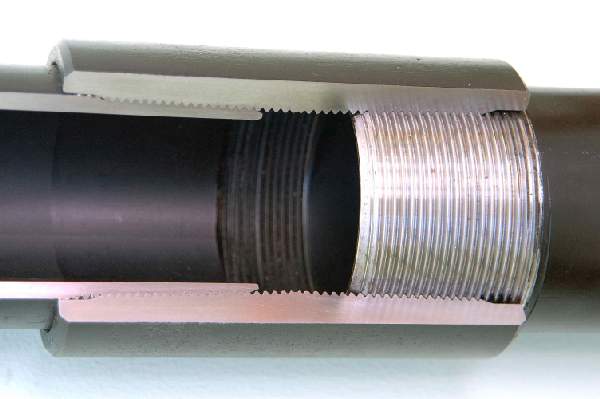
Свързването на водопроводи и тръби за газоснабдяване се извършва по такъв начин, че цилиндричните тръбни нишки се навиват или нарязват в краищата им.Краищата на тръбите са свързани един с друг с помощта на фитинги.
При свързване на тръби за вода и газ се използва дълга и къса цилиндрична резба. Последните два завоя се наричат бягане. Образува се благодарение на дизайна на матрицата, чиито първи завои са вдлъбнати. Оттичането дава възможност за заклинване на съединителя върху тръбата, което гарантира херметичността на връзката с уплътнителния материал.
Дължината на късия тип трябва да бъде малко по-малка от половината от дължината на съединителя. В този случай между краищата на тръбите, които трябва да се свържат, ще остане празнина от 2-3 mm, което ще направи възможно заклинването на съединителя при оттичане. За постоянни връзки с помощта на фитинги се използва къса версия. Такава връзка може да бъде прекъсната на инсталирания тръбопровод само чрез рязане на тръбите.
Съединение водопроводни тръбии тръбите за подаване на газ са направени по такъв начин, че цилиндричните тръбни нишки се навиват или нарязват в краищата им. Краищата на тръбите са свързани един с друг с помощта на фитинги.
За да се извърши разделянето на сглобените тръби, без да се режат едновременно, се използва чистачка. Състои се от контрагайка, съединител и дълга резба. Този трябва да има такава дължина, че при свързване на задвижването, съединителят и контрагайките да могат свободно да се завинтват върху него.
Размерите на дългите и късите резби варират в зависимост от диаметъра на тръбите.
За пестене на метал тънкостенните тръби се използват в системите за газоснабдяване и отопление. Тъй като тези тръби имат по-малка дебелина на стената от водопроводните, резбите се навиват върху тръбите, като критичната дебелина на стената на тези тръби не трябва да е по-малка от тази при рязане на тръбни резби на тръби за вода и газ.
Ръчен инструмент за резба
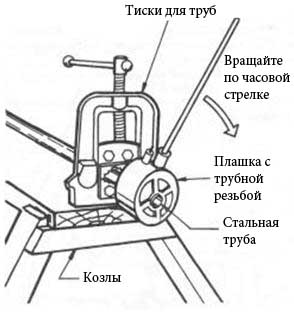
Скоби за резба на тръби
При тръби с малки обеми външните резби се нарязват ръчно с помощта на тръбни щанци, като се използват плъзгащи и неплъзгащи матрици. За тази цел тръбата се затяга в скобата, краят на тръбата се почиства от котлен камък с пила, след което отрязаната част се смазва с олио или сулфофрезол. Върху тръбата се поставя специален инструмент - клуп с плъзгащи се матрици и с леки удари с чук по дръжката на шайбата направляващите матрици се приближават до тръбата и се фиксират със заключващи болтове. Освен това, фокусирайки се върху риска от лицевата плоча, са прикрепени режещи матрици. След това те започват да въртят инструмента по посока на часовниковата стрелка, докато го натискат.
В тялото на матрицата за тръба, от едната страна има четири отвора за режещата матрица и три отвора от другата страна за водача.
В тялото на матрицата за тръба, от едната страна има четири отвора за режещата матрица и три отвора от другата страна за водача. Направляващите режещи матрици се разпространяват и събират плановите шайби, които са закрепени със затягащи пръстени върху тялото. В равнините, които са в съседство с тялото, плановите шайби имат спирални канали, в които влизат щифтовете на матрицата. Ако завъртите шайбата, щифтовете ще се плъзгат по спиралните канали и матриците ще се приближат (ако завъртите шайбата наляво) или, обратно, ще се отклонят (ако завъртите шайбата надясно). Когато матриците са поставени в желаната позиция, плановата шайба се фиксира със затягащи болтове.
Комплектите тръбни матрици се изработват с чифт комплекта режещи матрици: за рязане на тръби с диаметър 15 или 20 мм и за рязане с диаметър 25, 32, 38 и 50 мм.
За тръбни матрици се използват радиални едностранни или радиални двустранни матрици. Матриците се произвеждат в 4 бр. включени. Всеки има обозначение с диаметър и сериен номер от 1 до 4. Всеки прорез на тялото на комплекта винтове има съответните номера. Тръбата има сменяеми втулки за всеки диаметър на тръбата, които се намират в направляващия фланец и се закрепват с винт. Последният е закрепен с винтове към тялото, където са монтирани съответните номера на табелата.
Тръбните щанцовани имат предимство - чистотата на получената резба върху тръбите и здравината на конструкцията. Недостатъкът им е необходимостта от внимателна поддръжка и голяма маса.
Когато режете резба от 50 mm, трябва да пренаредите водещите матрици, като ги завъртите на 180 ͦ, тоест вътре в матрицата с късата страна (от шпилката).
Kluppy Mayevsky за рязане на тръбни резби
Използва се и инструмент като klupp на Маевски. В klupps на Маевски има разделени матрици, които се състоят от две части. Отделен комплект матрици съответства на конкретен диаметър на тръбата. Матриците, в съответствие с номера, посочен на матриците и в гнездото, се монтират в гнездото на корпуса с винтове според рисковете, отбелязани върху тялото и върху матриците за желания размер. Върху матриците се поставя траен капак, фиксиран с винтове.
Този инструмент се произвежда в два размера: за резба с диаметър 15 и 20 мм (№ 1) и за диаметри 25 и 32 мм (№ 2).
Такъв инструмент има следните предимства: простота на дизайна и поддръжката, ниско тегло, възможност за бърза смяна на матриците.
Резачи с тресчотка за резба на тръби
Този инструмент се използва за рязане на резби с диаметър 25, 20 и 15 мм. Към тялото му е прикрепена глава със сменяеми матрици. В долната половина на главата има тресчото колело, което при завъртане завърта главата на матрицата и матрицата.
Към тялото на klupp са прикрепени чифт тресчотки, които са затворени с бузи. С помощта на дръжката главата на винта се върти. Рязането става посредством люлеенето на дръжката при включен тресчотка. В края на рязането се включва тресчотка, която захваща зъбите на тресчотово колело, когато дръжката се люлее и задвижва кръглата матрица. Възможно е да се реже с помощта на тресчотка на места, където е невъзможно да се използва конвенционален инструмент. Това е особено вярно по време на ремонтни дейности.
За да отрежете тръбна резба, тръбата в скобата се затяга по такъв начин, че изрязаният стърчащ край на нея е къс. Дългият край на тръбата може да се огъне при рязане. Крайната повърхност на резбования край трябва да бъде под прав ъгъл спрямо оста на резбовата тръба. Инструментът се монтира върху тръбата с направляващи пръстени или направляващи матрици по такъв начин, че режещите матрици за 1-2 резби (оборота) са върху тръбата. Резбите на тръбите се смазват с масло, за да охладят матриците и да ги поддържат чисти. Преди да започнете да режете с матрица, трябва да проверите правилната инсталация на режещата матрица, тоест дали номерът на матрицата съвпада с номера на гнездото в тялото.
За рязане инструментът се завърта и се подава напред. На един проход се извършва рязане на тръби с диаметър до 25 mm, на два прохода - с диаметър повече от 25 mm. Матрите в матрицата се съединяват с винтове или шайба.
В края на работата тръбните скоби трябва да бъдат разглобени, почистени от замърсявания и стърготини и смазани с минерално масло. Веднъж седмично се препоръчва да почиствате инструмента от изсъхнало и полепнало масло и мръсотия: за това трябва да разредите 0,5 кг суха сода каустик в една кофа с вода.
Частите с резбови елементи са сред най-разпространените в машиностроенето, техният дял е 60-70% от общия брой части, а използваните резби са много разнообразни.
Нишките варират:
според формата на основната повърхност:
Цилиндрични (външни и вътрешни) и конични (външни и вътрешни);
профилна форма:
Триъгълни (метрични и инчови), трапецовидни, правоъгълни, упорни, кръгли и специални;
по посока на нишките:
Дясно и ляво;
по наклон:
Единични и множествени;
по степен на точност (GOST 16093-81):
За външни резби - 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g и 8h;
За вътрешни резби - 4H, 4H5H, 5H, 6H, 7H и 8H.
Освен това има нишки, които работят с триене на плъзгане и триене при търкаляне. Първите включват всички конвенционални цилиндрични и заострени резби, а вторите включват сферични и ролкови нишки. В зависимост от вида на резбата, нейните размери, изискванията за точност и качество на обработваната повърхност се използват различни методи за получаване на резба.
Основни методи за резба
Резбата се получава по три основни метода: рязане с ножов инструмент, рязане с абразивен инструмент и пластична деформация (накатерване). В зависимост от възприетия метод за получаване на нишка има няколко начина за формиране на нишка (фиг. 1).
1
Ориз. 1. Основни методи за резба: а- резбова резба; b - дискова фреза с една резба; в - крайна фреза с една нишка; g - едноверижна крайна фреза
2. Методът на еднопроходно рязане с многорезови инструменти: гребени, кръгли матрици, метчици, глави за нарязване на резба, многорезови шлифовъчни колела (цилиндрични и конични).
3. Метод на еднопроходно рязане с въртящи се инструменти: резбови еднорезби (диск фиг. б, пръст, край фиг. г), вихрови глави.
4. Методът на фрезоване с многорезови фрези, чиято дължина е по-голяма от дължината на резбата, която се нарязва, валцуване на резба с широки ролки или плоски матрици.
Резци с резба
Този тип инструменти е един от най-разпространените резбоформиращи инструменти, използвани за нарязване на външни и вътрешни резби от различни профили на винторезни стругове, автоматични и полуавтоматични машини. Най-простите в дизайна, широко използвани в индустрията, са фрезите за сърцевина.
В горната част на резбовите фрези клиренс ъгъл α=8…15 0 ; ъгъл в горната част ε=60 0 - за метрични резби и ε=55 0 - за инчови и тръбни резби. При твърдосплавни фрези ъгълът при върха е с 1 0 -30' по-малък от ъгъла на профила на резбата поради факта, че по време на високоскоростно рязане има известно „счупване“ на резбата.
Б 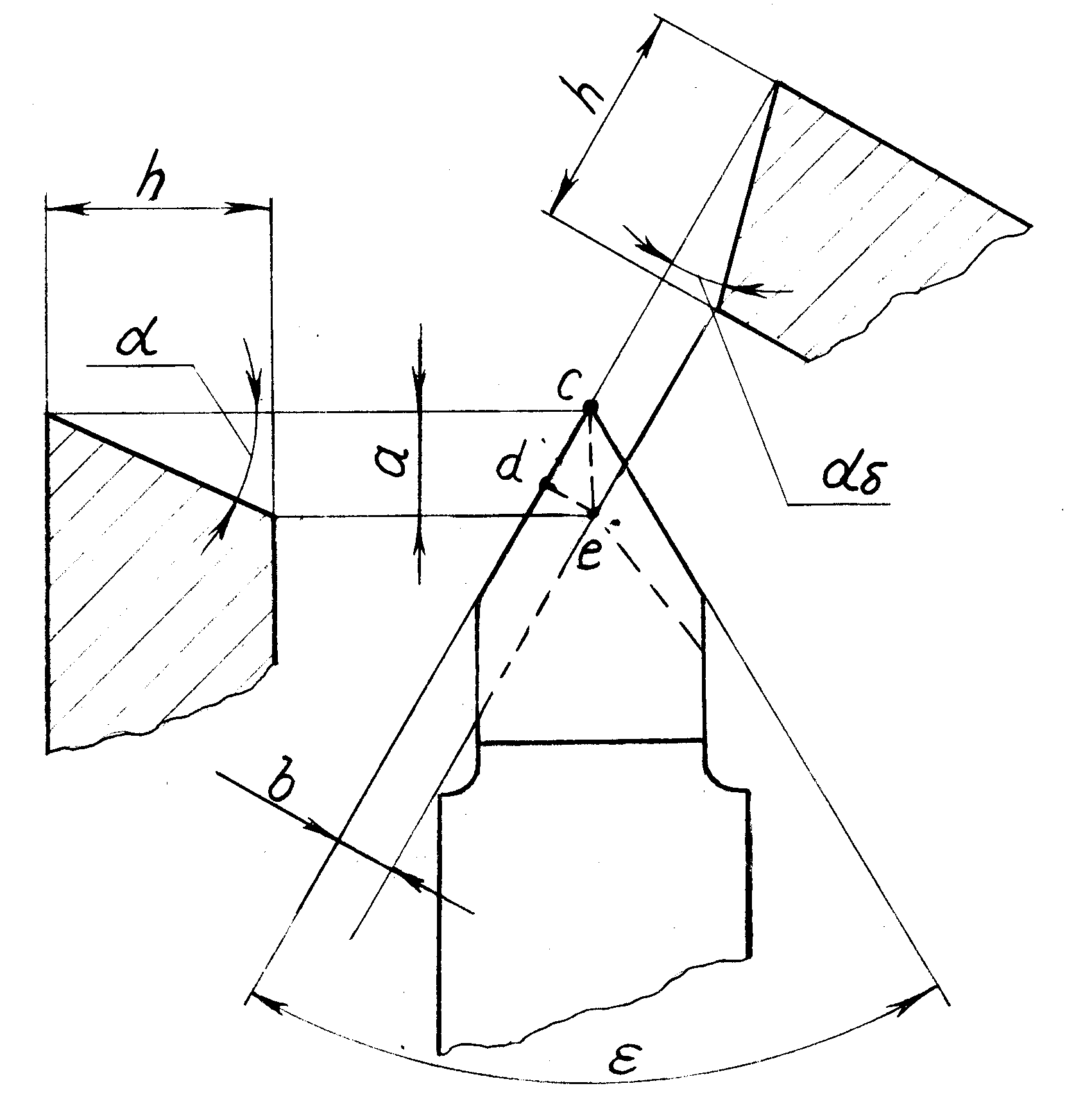 страничните задни ъгли α b зависят от ъгъла
страничните задни ъгли α b зависят от ъгъла  и се определят в статично положение по формулата (фиг. 2):
и се определят в статично положение по формулата (фиг. 2):
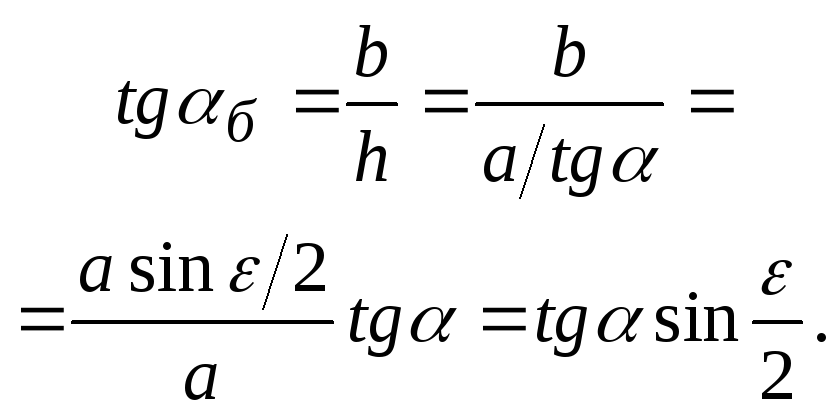
Ориз. 2. Схема за определяне на страничния хлабинен ъгъл на резбова фреза
При това задните ъгли α b се променят поради относителното движение на режещите ръбове по ъгъла на резбата. При нарязване на дясната резба страничният релефен ъгъл α b на лявото острие намалява, на дясното се увеличава с ъгъл μ (фиг. 3, а) (за лявата нишка - обратно):Тук ъгълът μ е ъгълът на резбата върху вътрешния диаметър на резбата (фиг. 3, в).
Стойността на ъгъла μ се определя от съотношението (фиг. 3, б):
 .
.
Обикновено при нарязване на малки стъпки и средни диаметри ъглите на хлабина при фланговете не се коригират. На свобода Р(многостартови резби), на малък диаметър д, при рязане на трапецовидни и правоъгълни резби (ъгълът на повдигане μ достига значителни стойности), е необходимо да се вземе предвид промяната в страничните ъгли α b и да се вземе предвид това обстоятелство при заточване.
В 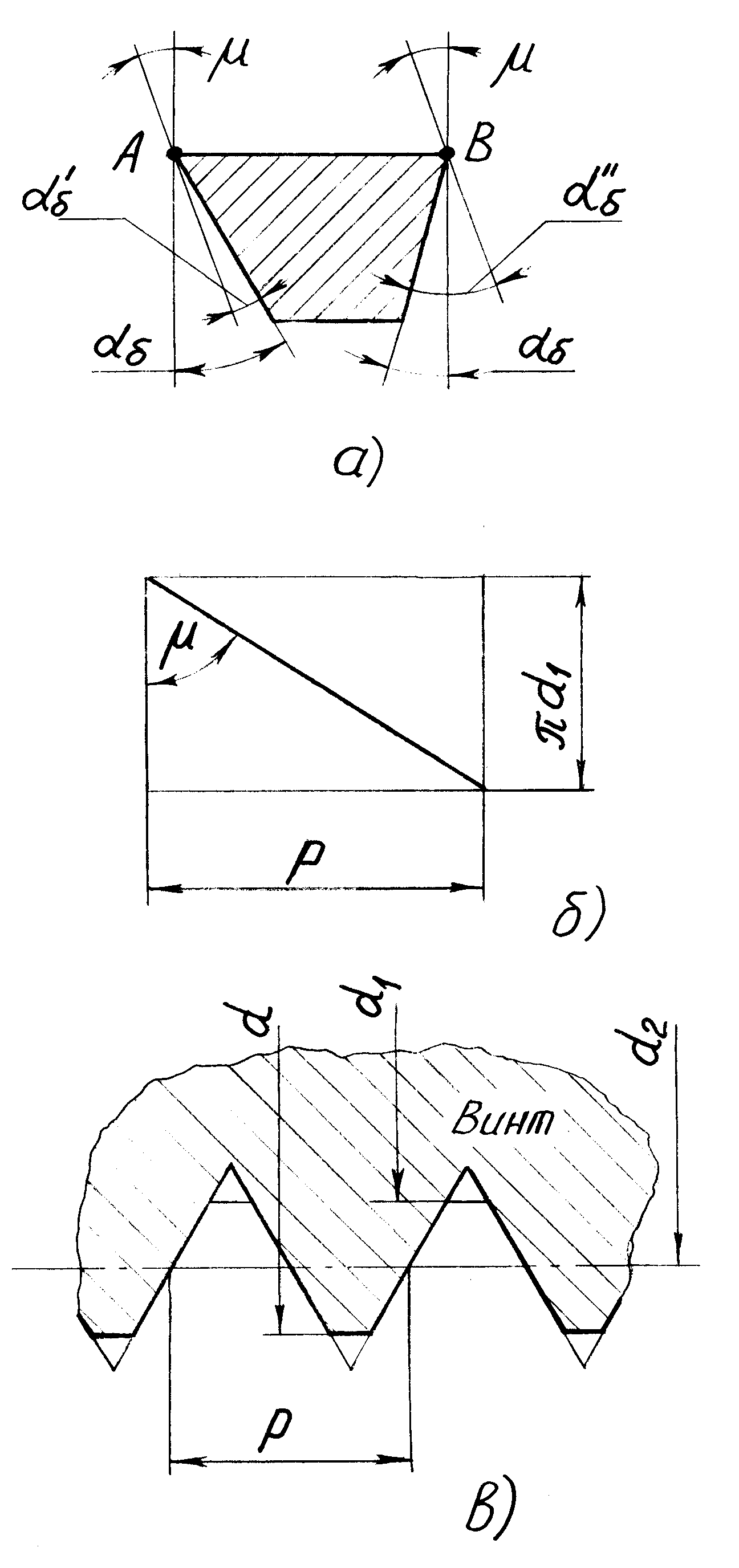 фрези за остроъгълни резби, поради малкото μ, ъглите се правят еднакви и на двата странични режещи ръба.
фрези за остроъгълни резби, поради малкото μ, ъглите се правят еднакви и на двата странични режещи ръба.
Предният ъгъл на резбовите фрези за предварително нарязване се избира в зависимост от обработвания материал и се задава в рамките на γ=5…25 0 .
За довършителни фрези, за да се избегне изкривяване на профила на резбата, наклонният ъгъл γ=0. Профилът на резбовите фрези с наклонен ъгъл, който не е равен на нула, се различава от профила на резбата, която се нарязва и трябва да бъде определен в сечение, нормално на посоката на задната повърхност (фиг. 4). В този случай е необходимо да се изчисли височината на профила на фреза и ъгъла на профила раздел B-B.
Като изходни данни за изчислението са дадени:
α и γ - заден и преден ъгли на фреза,
Ориз. 3. Схема за определяне на страничните задни ъгли на резбови фрези
Х- теоретичната височина на профила на резбата в диаметъра раздел A-Aконец до остър връх,ε ![]() - ъгъл на профила на резбата,
- ъгъл на профила на резбата,
Р- стъпка на резбата.
Х стр = пр.н.е= AB грях= ABcos(α + γ ) ; (1)
AB=BD-AD (Δ-киODBиОПР); (2)
AD=r 1 cos (∆-Да сеОПР); (3)
 ;
(4)
;
(4)
OB=r; OD=r 1 sinγ; (Δ- Да сеОПР) (5)
 (6)
(6)
Заместете (6) и (3) в (2):
Като се вземат предвид (7) и (1), получаваме:
Ориз. 4. Оразмеряване на профила на резбова фреза
От триъгълник abc(площ на сечение B-B на фиг. 3.4) имаме:
 (9)
(9)
Във формули (8) и (9): Х стр- теоретичната височина на резбата в участък В-В (до остър връх); rи r 1 - радиуси, образуващи външния и вътрешния диаметър на резбата; стр- стъпка на резбата.
Ако λ=0 0 , тогава размерите Х стри ε стрв раздел В-В се определят по формулата:
 (10)
(10)
По същия начин (9) за ъгъла на профила в сечение A-A имаме:
 (11)
(11)
Сравняване на (9) и (11) и заместване в (9) вместо Х стрнеговото значение Hcosγ, получаваме:
 ;
;
 ,
,
 (12)
(12)
 .
.
V 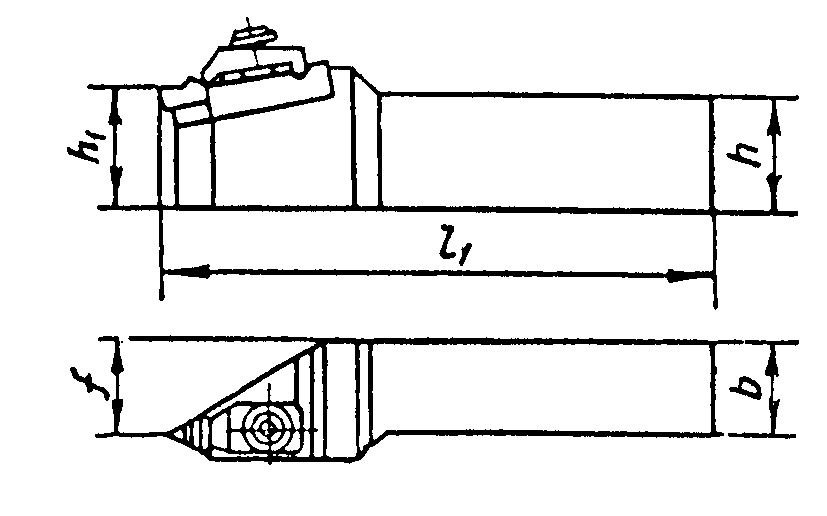 В местната и чуждестранната индустрия широко се използват сглобяеми резбови фрези с механично закрепване на сменяеми твърдосплавни пластини.
В местната и чуждестранната индустрия широко се използват сглобяеми резбови фрези с механично закрепване на сменяеми твърдосплавни пластини.
Р
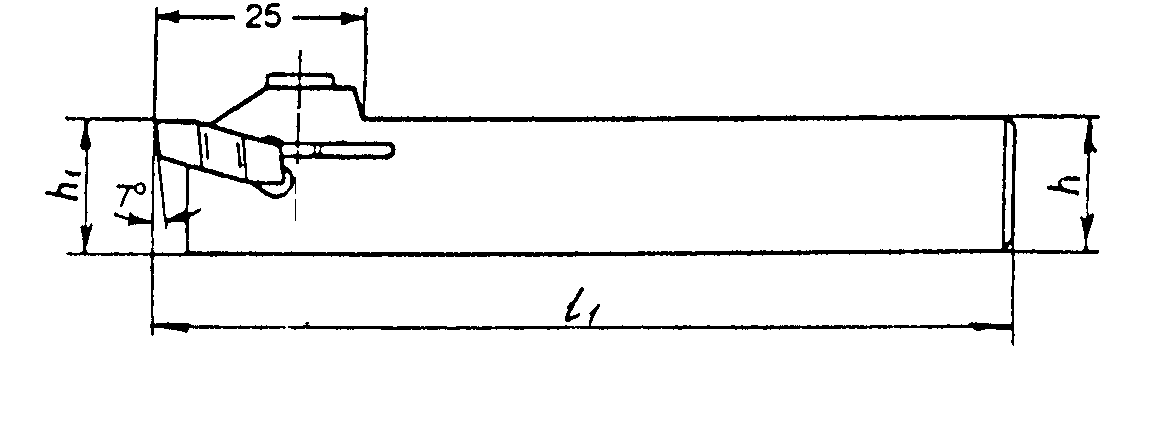
Ориз. 5. Резборезачка с механично закрепване на ромбични вложки за нарязване на метрични резби
Ромбична твърдосплавна вложка е монтирана в сляпо гнездо на държача, фиксирана с хълбока върху две странични основни повърхности и притисната към твърдосплавната опора.
Фрезите от този дизайн са предназначени за рязане на метрични резби със стъпка стр=1,5...6,0 mm и имат габаритни размери б× з=(16x20)...(25x40)mm и л 1 =125...200 мм.
Шведската компания Sandvik Coromant произвежда резборези със сменяеми незаточващи се вложки (SRI) от два вида: механично закрепени с винт (фиг. 6, а) и със закрепване с прихват (фиг. 6, б).
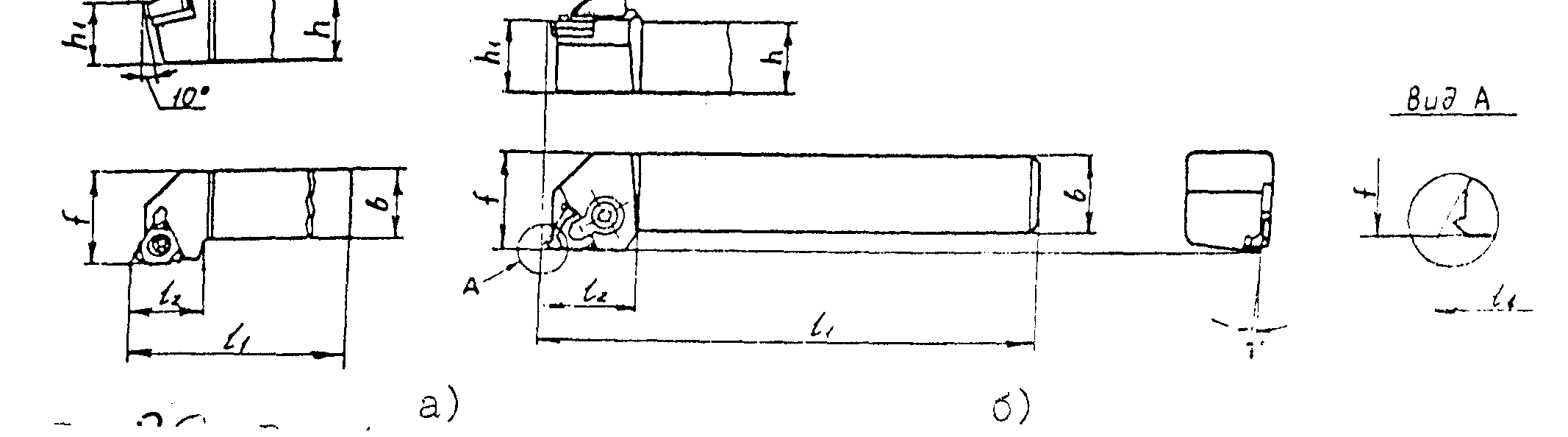
Ориз. 6. Резби с резба с механично закрепване SNP: закрепване с винт (a) и закрепване с халба (b)
Режещите пластини на фрезите на тази фирма имат три работни плота; на всеки от тях има зъб на резба с ъгъл 60 0 (фиг. 6б, изглед А), с жлебове за разбиване на стружки и без тях. Плочите се закрепват или с винт, или със скоба.
И Ориз. 7. Фреза с резба с механично закрепване на тангенциално разположени SNP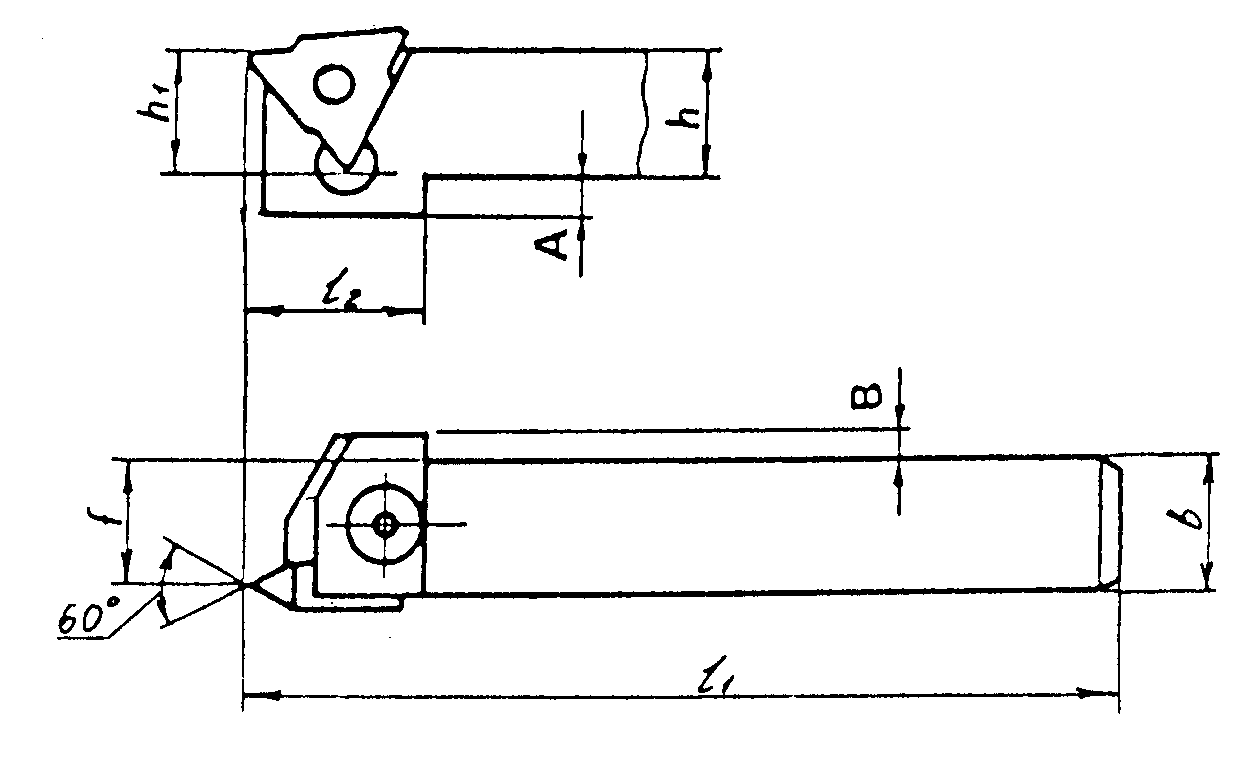
У Ориз. 8 Резборез за външна обработка с механична закрепване SNP