Инструменти за резба. Инструмент за рязане на външни резби. Характеристики на резба върху композитни материали
Необходимостта от резба възниква в два случая: когато трябва да я получите там, където не е била първоначално там, или когато трябва да актуализирате изчистена нишка. Изключително важно е да изберете правилния инструмент за конкретната задача, приложение и вид резба, която се прави.
Инструмент за вътрешна резба
за рязане вътрешна резбакран се използва в проходни или глухи отвори на части. Това е метален прът, върху чиято режеща работна част има остри ръбове, направени с определена стъпка. При завинтване в отвор със съответния диаметър лицата се нарязват на резби върху вътрешната повърхност на детайла. Металните стърготини се изхвърлят през специални канали.
На практика се установява, че отворът с резба трябва да има диаметър, по-малък от външния диаметър на резбата на неговата стойност. както и резби на части, подложени на повреда. първо кранът за сваляне на кора, след това средата и завършването. завъртете ½ оборота обратно на часовниковата стрелка. Поставете края на пръта и го натиснете така, че зъбите да влязат в метала на дълбочината на външната резба. Външната резба на пиластъра е направена с диаметър 4 мм по-малък от външния диаметър на резбата. За закръгляване с резба. Повърхността на прътите трябва да е възможно най-гладка. смазвайте масления прът при всяко преминаване. поставете го на главата на пръта и започнете да го въртите по посока на часовниковата стрелка за правилната нишка.
Процесът може да се извърши ръчно, когато кранът е фиксиран в държача и задвижван от мускулна сила, или на машината, когато детайлът се обработва механично. Ръчният метод се използва в ежедневието, например за подновяване на счупена нишка или при оборудване на автомобил допълнителни елементи- защита на картера, платформа на лебедката и др.
Завъртете панела надясно с едно или повече завъртания. 5 мм. 2 Конецът ще бъде направен с целия комплект четки, за да не ги счупите и да получите палавото качество на фланците на конеца. монтирайте съединителя в клъстера. ако диаметърът е по-малък. След това линията се усуква до първоначалното си положение по протежение на купата. и тогава диаметърът им се намалява наполовина наляво.
След това задайте жлеба в портрета. По този начин. производителността се увеличава до три пъти. фиксирайте тръбата и намажете края, който ще се вари, с врящо масло. Охлаждане и смазване по време на резбоване Трябва да се получи гладка и чиста резба. Челюстите могат да се движат навътре или навън едновременно. от електродвигателя. за да се осигури ниска скорост на рязане. б) Радиални пробивни машини или машини за хоризонтално деформиране. Бебе куклата може да се движи по поддържащия водач.
Крановете са единични и пълни. Единичните метчици са предназначени само за проходни отвори, преминават върху повърхността, която се обработва еднократно. Цялостните се продават като комплект от два или три инструмента: първият кран извършва груба резба, а следващите задълбочават завоите и довеждат работата до края. Подходящ както за слепи, така и за проходни отвори.
На тези машини нарязването на резба се извършва върху специална структурна плоча. до медни парчета. Производство на висококачествени конци. производителност в този случай. превъзхожда ръчната резба. минерално масло. Парчета желязо и бронз. емулсията се използва върху стоманени части. които могат да се променят според диаметъра на тръбата. Клъстерният боклук не изхвърля тръбата. Разтопена мазнина. Мишена 3 е инсталирана в главата на брадвата на автомобила. масло. Конци с резба. три пъти по-дълъг от хода на отвиване.
За резбови паралелни стругове детайлът се забива в универсала. така че цялата нишка да се реже на няколко прохода. Използват се за пробиване, за да се направят големи диамантени жици. В ротационните стругове нарязването на резба обикновено се извършва с гребени с резба и кръгови ножове. предварителна кутия. Машините за резба трябва да имат предстоп и автоматичен стоп. Изработва се с ръчни машини за рязане. в морето. След това поставете скобата на края на тръбата. може да се компресира без охлаждане.
Инструмент за външна резба
За получаване на външна резба върху цилиндрични части, включително тръби, се използват матрици. Формата на матрицата наподобява шайба, в центъра на която има проходен отвор с няколко режещи сегмента и прорези за отстраняване на стружки. За да получите нишка, част се поставя вътре и, завъртайки матрицата, я преместете, докато нишката с желаната дължина е готова. Това може да се направи както ръчно (режещият инструмент е фиксиран в държача на матрицата), така и на машината.
Подобрен тип матрица е klupp, който служи и за направата на външни резби. Режещите части вътре в приспособлението са подвижни и могат да бъдат заменени, например, ако е необходимо да се монтират сегменти за различни размери на тръбите, докато диапазонът на стойностите на диаметъра е ограничен от конструктивните характеристики на матрицата. Силно износените режещи сегменти също се сменят.
Klupp може да се задвижва механично или от електрически двигател. В първия случай въртенето се извършва с усилията на потребителя - обикновено този метод се прибягва с малко количество работа с тръби с напречно сечение до 50 mm. Често ръчните винтови скоби се използват за самостоятелно монтиране на тръбопровод в селска къща или в частна къща. Работата с големи детайли е много по-трудна, тъй като за завъртане са необходими много усилия. В този случай майсторите използват електрически винтови капачки, което дава възможност да се справят с голямо количество работа. По принцип електрическите свещи се използват в професионалната сфера.
Инструменти за резбонарезна машина
Машините за нарязване на резба се използват най-широко в машиностроенето и производството на хардуерни продукти. Оборудването им (глава за нарязване на резба) по своята структура наподобява щанцоване: подвижни режещи гребени - ножовете са фиксирани в метален дорник. Чрез разпръскване на ножовете те могат да бъдат точно позиционирани върху детайла и фиксирани към неговия размер. Машината осигурява висока скорост на операциите и опростява рязането на резби с големи диаметри.
Избор на инструменти за резба
В случай, че няма точна информация за вида и диаметъра на резбата, можете да използвате шублер и специален шаблон, за да определите конеца. Трябва да се разграничат три основни стандарта: метрични, тръбни (инчови) и инчови унифицирани. Те имат фундаментални разлики, не са съвместими един с друг и не са взаимозаменяеми.
Метричната резба се обозначава с буквата M. В маркировката, след като идва стойността на диаметъра, следващото число е стъпката между завоите (понякога може да не е там, ако е стандартна за даден диаметър на резбата). Пример: M24x2 mm. Ако маркировката съдържа обозначението LH, тогава нишката е лява. Дясната нишка, като правило, не е специално маркирана.
Инчовите тръбни резби са маркирани с буквата G или според британския стандарт BSP. Този стандарт показва стойността на диаметъра на прохода - хлабината в тръбата, а не външната част на детайла. Също така често срещана е конична тръбна резба, обозначена според британския стандарт BSPT (понякога се обозначава с буквата R).
Инчовите нишки обикновено се обозначават просто с числа, като 3/4, 1/4 или 1 инч. Вместо мерни единици се използва графично обозначение на инчовата резба, например 1 "или 1/2". Освен това маркировката може да съдържа обозначения UNC (груба стъпка) или UNF (фина стъпка). Това е световният унифициран стандарт за инчови цилиндрични резби, най-широко използван в САЩ и Канада.
В някои случаи, например, при проектирането на сложни части, се взема предвид броят на започването на резбата. За еднократно стартиране се използват конвенционални устройства за нарязване на резба с една спирала. За многостартови резби е необходим специален инструмент, при който няколко успоредни спираловидни резби преминават върху работната част. Тази нишка е маркирана с буквата S и обикновено се използва в механизми с едностранно налягане, например в преси или възли с червячна предавка.
Познавайки стандарта, вида и диаметъра на резбата, е лесно да изберете подходящия инструмент за нарязване на резба, без да се задълбочавате в сложни технически параметри като ъгъл на наклон и др. Ако трябва да нанизвате части с различни диаметри, можете да закупите комплект приспособления с най-често срещаните размери или да сглобите свой собствен комплект, като ги закупите поотделно.
Референтна статия, базирана на опита на автора.
ДА СЕкатегория:
Нарязване на нишки
Инструмент за вътрешна резба
В съвременното машиностроене широко се използват високоефективни методи за нарязване на резба на металорежещи машини с помощта на резбонарязващи инструменти; нишките се получават успешно и с помощта на валцоващи инструменти и т. н. Въпреки това, в практиката на металообработването в повечето случаи е необходимо резбите да се нарязват ръчно.
Кранове се използват за нарязване на резби в дупки, а матрици с различни дизайни се използват за нарязване на външни резби.
Метчик - режещ инструмент, който представлява закален винт, върху който се изрязват няколко надлъжни прави или спираловидни канали, образуващи режещи ръбове (фиг. 1). Кранът има работна част и дръжка, завършваща на квадрат.
Работната част на крана се състои от всмукателната и калибриращата част. Фаската е предният конус на крана, който влиза първи в отвора и извършва цялата основна работа по рязане. Частта за оразмеряване насочва крана в отвора и накрая калибрира резбата.
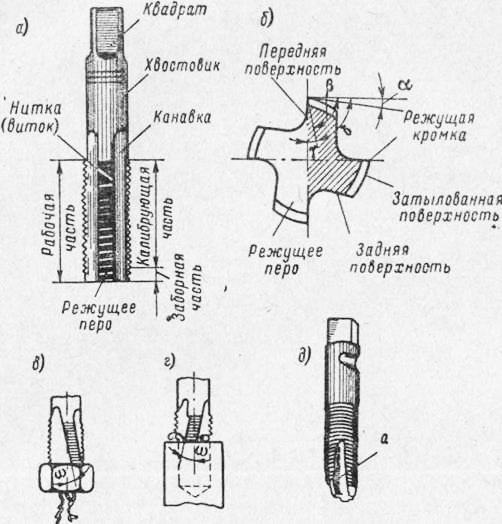
Ориз. 1. Кранове и техните елементи: а - общ изглед; b - радиално сечение; c и d - кранове със спираловидни канали; d - кран без жлебове
Режещи пера се наричат зъбите на резбовата част на крана, разположени по неговата обиколка (фиг. 1, а). Режещите ръбове на зъбите се образуват поради наличието на канали, разделящи перата.
Жлебовете са вдлъбнатини между режещите пера и са предназначени да образуват режещи ръбове, както и да излизат от стружки, получени в резултат на процеса на резбоване. Профилът на канала е ограничен от предната повърхност, по която се отделят нарязаните стружки, и задната повърхност, която служи за намаляване на триенето на зъбите на крана в стените на изрязвания отвор.
Режещи ръбове са ръбовете върху режещите пера на крана (фиг. 1.6), образувани от пресечната точка на предните повърхности на жлеба със задните (задните) повърхности на работната част.
Задната повърхност на режещите зъби е спираловидно завита, което прави възможно поддържането на постоянен профил на зъбите след тяхното повторно шлифоване.
На фиг. 1, b показва ъглите на режещите зъби на метчика: преден ъгъл y, заден ъгъл a, ъгъл на конус p и ъгъл на рязане b; стойността на тези ъгли се избира в зависимост от обработвания метал.
По правило метчиците имат прави канали, но за подобряване на условията на рязане, за получаване на точни и чисти резби е препоръчително да се използват метчици със спираловидни канали, а не с прави (фиг. 1, б). Ъгълът на наклона на спиралния жлеб за такива кранове е 8-15°.
При нарязване на проходен отвор стружките се изтласкват от отвора в посоката на подаване на крановете. При нарязване на резба в глухи отвори трябва да се използват метчици с обратна посока на наклона на спираловиден жлеб, след което стружки се отстраняват в обратна посока (фиг. 1, d).
За получаване на чиста и прецизна резба в проходните отвори при обработката на меки и пластични метали се използват метчици без жлебове, които имат само много къси спираловидни канали и на всмукателната част. Дължината на тези канали е 6-10 мм, а ъгълът на наклон спрямо оста на крана е 9-12°. При нарязване на резба с такъв кран стружки излизат в отвора пред кранчето. За резба в глухи отвори крановете без жлебове са неподходящи; в тези случаи понякога се използват кранове с централен отвор за отстраняване на стружки.
Устройството на крановете се определя от предназначението им. В зависимост от предназначението, крановете се делят на ръчни (шлосерски), гаечни, машинно-ръчни, матрици и майстор, сглобяеми и специални. Според начина на приложение крановете се разделят на две групи: ръчни и машинни.
За ръчно рязане на резби се използват ръчни ключарски кранчета. Обикновено се правят в комплекти от два или три крана. Набор от три кранчета включва груб, среден и окончателен кран (или 1, 2 и 3), а комплект от два кранчета включва груб и завършен кран. В същия ред те се използват за резба.
Метчиците са условно маркирани: грубият метчик има един кръгъл риск (бразд) на опашката, средният метчик има два и довършителният метчик има три риска; там също са посочени видът на конеца и неговият размер. от външен видМетчиците от същия комплект се различават по това, че грубият метчик има голяма фаска (конус) и нарязана резба на измервателната част, средният метчик има по-малка ченеща част и по-пълна резба на измервателната част, а довършителният метчик има лек наклонен конус и пълен профил на резбата на измервателната част.части. Обикновено всмукателната част на първия кран има 6-8 оборота, втората - 3-4 оборота, а третата - 1,5-2 оборота. Първият кран отрязва половината от височината на конеца, вторият отрязва още 0,3 от височината, а третият калибрира конеца чисто. За основна метрична и инчова резба комплектът се състои от три крана, за фини метрични, както и за тръбни резби, два.
Тръбните резби се нарязват с цилиндрични и конични кранове. Комплектът метчици за изрязване на матрици включва един овен и три маточни кранчета. Метчикът на матрицата произвежда предварителна резба в матриците, а главният метчик е крайният (отстраняване на припуск, почистване и калибриране). Метчикът се различава от металообработващия кран по наличието на голяма всмукателна част, а главният метчик по наличието на шест спираловидни канала. Маточни кранове се използват и за почистване на матрици, които са в експлоатация.
Използването на стандартни кранове в комплекти от две или три части е свързано с допълнителни времеви разходи. Мисълта за рационализация на иноваторите в производството е насочена към намиране на възможности за комбиниране на обработката, извършвана от няколко кранове, като се заменят с един калибриран инструмент.
В завода за метални инструменти „Красни пролетарски“ се използва комбиниран инструмент - метчик (фиг. 134, (3), който ви позволява да комбинирате операциите на пробиване и нарязване на резба в една операция. Метчикът (фиг. 134, д), предложени инженери B. V. Birin и E. E. Rosenthal, за нарязване на резба с малка стъпка в лесно обработвани материали.
Машинни ръчни кранове различни дизайнисе използват за нарязване на цилиндрични и конични резби в проходни и глухи отвори. Тези метчици могат да нарязват машинно резби от всякакви размери и ръчно да нарязват с стъпка до 3 мм включително. От ръчните се различават само по големината на дръжката и по-дългия всмукателен конус. При кранове за глухи отвори, всмукателната част не надвишава 1,5-2 стъпки на резбата.
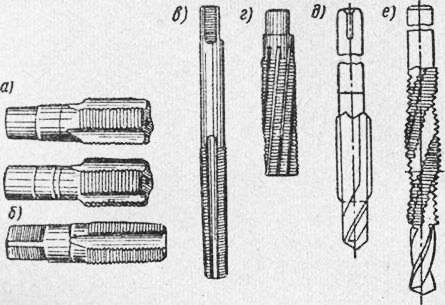
Ориз. 2. Кранове за рязане тръбна резба(a, b)’, кран (в) майчин кран (d); кран за пробиване (d, e)
Машинно-ръчни метчици, направени в съответствие с GOST 3266-60 (фиг. 135, а), са предназначени за рязане на закрепване и фини резби. Нарязването на резби върху части от чугун и мека стомана се извършва с един кран; за рязане на твърди стомани използвайте комплект от два крана.
Метчици за гайки за цилиндрична резба се произвеждат в съответствие с GOST y 1604-60 с дълга фаска (до 16 стъпала на резбата) и къса дръжка - за използване на стругове и кули; с дълъг опашка - за нарязване на резба на пробиване на гайки и автоматични машини, както и с извита дръжка - за използване на гайкорези с непрекъснато рязане на гайки. Гайките и машинните кранове са монтирани на машини в специални предпазни патрони, които осигуряват тяхното самоизключване при претоварване.
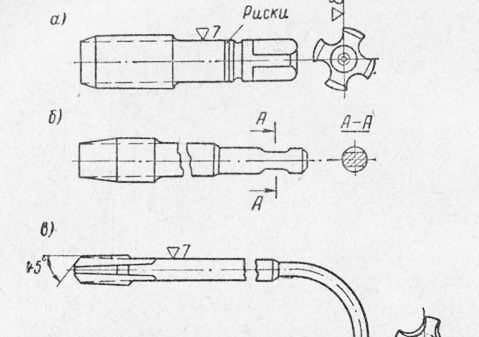
Ориз. 3. Машинно-ръчни (а) и гайки (б, в) кранове
Сглобяемите кранове могат да бъдат три вида: нерегулируеми, регулируеми и самоизключващи се.
Специалните кранове съставляват голяма група, която включва ненормализирани конструкции на кранове.