Työkalu ulkokierteiden leikkaamiseen. Työkalut sisä- ja ulkokierteiden leikkaamiseen. Hanat. Kuolee. Mikä on langan leikkaaminen
Lisää kirjanmerkkeihin
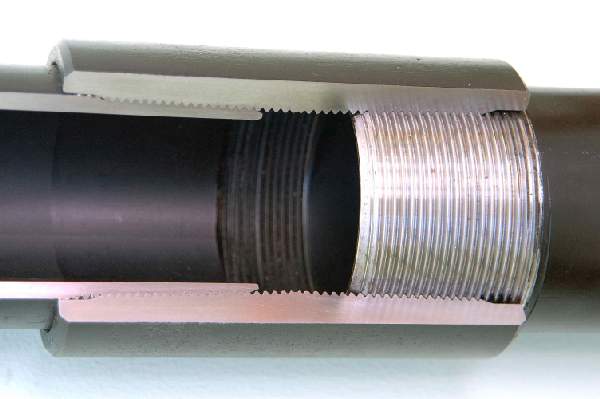
Leikkaus putken kierre käsin
Mitä on langan leikkaaminen?
Kierteitys on osassa olevan reiän tai varren työstämistä käyttämällä erityistä kierteitystyökalua sisäisen tai ulkoisen kierteisen kierteen saamiseksi, joka koostuu ulkonemista-kierteistä ja vaihtoehtoisista kierreurista.
Verkon etuosat on tehty kapenevilla siteillä ja samettisilla pyöreillä rusetilla ulkopuolella ja kuvapuoli ylöspäin. Työstökoneet Työstökoneita ovat sorvit, revolverit ja automaattisorvit, joissa veitset käyttävät teriä, puolia, silmäluomia, otsapantaita ja loimipäitä. Ommeltu sisäpiirustukset tehdään usein porakoneilla. Voimakkaiden sävyjen aikaansaamiseksi käytämme mekkotakkia selässä. Käytämme verhojen hiomakonetta seulojen hiontaan.
Ensimmäinen on merkitty yhdellä raidalla, kaksi muuta, kaliipereista löytyy joko kolme raitaa tai äänimerkkiä ilman merkintää. Tämä helpottaa yksittäisten kohteiden asteittaista valintaa käytön aikana. Hienojakoisissa peileissä on vain kaksi työkalua. Niitä käytetään ohuiden materiaalien, kuten metallilevyjen, ompelemiseen. Sama paksuus materiaali toimii kovemmin, joten ruuvin ja kantomateriaalin pitämiseen yhdessä jää enemmän pintaa.
Kierteitys on osassa olevan reiän tai varren käsittelyä erityisellä kierteitystyökalulla.
Leikkaus tehdään putkille, muttereille, pulteille, joita käytetään putkilinjan irrotettavissa liitoksissa ja eri laitteiden osissa. Jos asennat putkilinjan manuaalisesti putkista, joita ei ole kierretty, sinun on hyödyllistä tietää, kuinka putken kierteet leikataan manuaalisesti.
Hän vertailee yksittäisiä materiaaleja. "Halvemmat työkaluteräsnauhat, mutta jos käytät niitä kotona vain silloin tällöin, et todennäköisesti käytä HSS-laatua", hän sanoo. Seuraavan ominaisuuden mukaan voit valita lisämäärityksistä. Koska se viittaa pääasiassa lempeisiin kallioihin, sarjassa on vain kaksi työkalua. Vain jos haluat korjata jonkun ulkomaisen tuotteen, kohtaat käytännössä amerikkalaisia koteloita, jos sellaisia on, kevyesti pudottamalla, enemmän käytettyjä koneistajia, jotka luovat nipun Amerikkaa varten, mutta he käyttävät enemmän mekaanisia piirustuksia, mutta se on totta, että Tälläkin alueella on paljon työtaakkaa, joten käsintehtyjen vaatetuotannon työkalujen hankkiminen ei ole ongelma, samoin kuin englantilainen taistelu, joka kootaan edelleen perinteisten standardien mukaan metrisestä hämärästä inversiogeometriaan, Pesl selittää.
Langan pääelementit ovat:
- syvyys;
- profiili;
- profiilikulma;
- sisä-, keski- ja ulkohalkaisijat.
Tarvittavat käsitteet kaiverruksesta
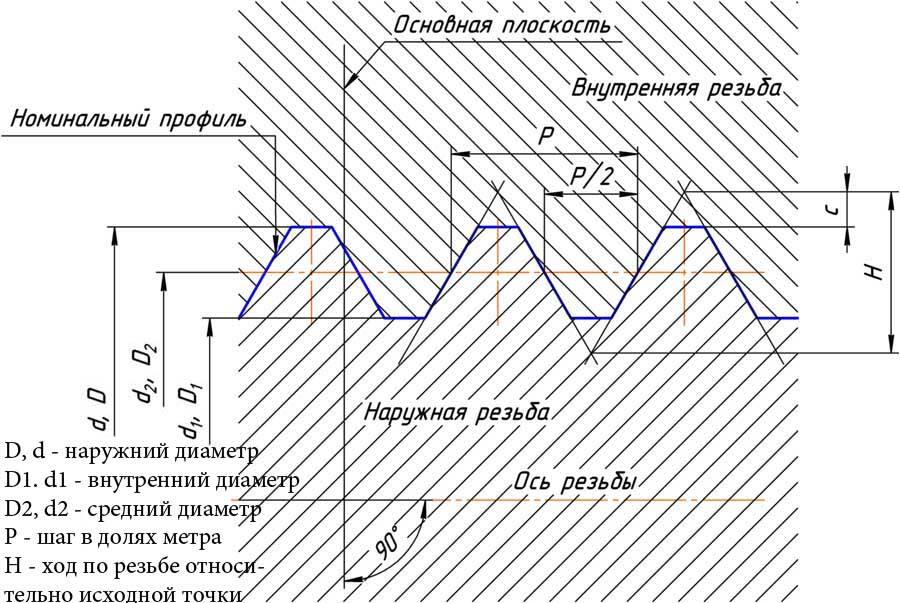
Kaavio ulkoisen lieriömäisen kierteen leikkaamiseksi metriseen kierteeseen perustuen kärjessä, jonka kulma on 60 astetta.
Kierteen valssaus on kylmä- tai kuumamuovausmenetelmä. Tällä menetelmällä voit luoda sekä sisäisiä että ulkoisia kierteitä, metrejä ja tuumaa, joilla on erilaisia virtauksen muotoja. Sinun on valittava oikea työkalu tarpeidesi mukaan.
Kierteiden käsittely suoritetaan käyttämällä päitä, litteitä leukoja tai planeettapuristusta. On erittäin tärkeää valita tangon halkaisija, josta kierteet tehdään. Lopputuotteen halkaisija riippuu tästä. Vaikutus siihen on langan kärki, jonka muotoilee työkalun puristaman materiaalin virtaus. Jos työkappaleen halkaisija on liian pieni, kärki ei muodostu kokonaan. Jos se on liian suuri, on olemassa vaara, että työkalu vaurioituu tai syntyy kierteitä, joiden mitat eivät vastaa suunnittelua.
Profiili on kelan poikkileikkauksen muoto. Profiilista riippuen erotetaan suorakaiteen muotoinen, kolmiomainen, puolisuunnikkaan muotoinen jne. Kolmiota käytetään vain saniteettijärjestelmää ja osia koottaessa.
Lisäksi lanka jaetaan kääntösuunnan mukaan vasemmalle ja oikealle.
Langan tarkoituksesta riippuen on olemassa erikois- ja kiinnityslankoja. Kiinnikkeet ovat kolmion muotoisia ja erityisiä - suorakaiteen muotoisia jne. Kolmio on kiinnike, koska se leikataan kiinnikkeiksi: ruuveiksi, muttereiksi, pulteiksi. Kierteen nousu on vierekkäisten kierrosten pohjan tai yläosien välinen etäisyys.
Kierteiden valssauksen tärkein etu on lastujen puuttuminen koneistusprosessissa. Tämä tekee valmiista tuotteesta vapaan epäpuhtauksista. Tällaisilla langoilla on myös suuri lujuus, koska materiaalin kuidut eivät vaurioidu tai leikkaa käsittelyn aikana, ja materiaali vahvistuu edelleen murskaamalla. Tämä johtaa langan lujuuden lisääntymiseen. Niillä on myös erittäin alhainen pinnan karheus, mikä ei ole mahdollista koneistuksessa.
Muovikäsittelyn haittana on kyky rullata vain helposti muotoutuvia materiaaleja. Tämä aiheuttaa vaikeuksia joidenkin materiaalien käsittelyssä. Heidän tapauksessaan on parempi käyttää onteloa. Yrityksessämme hoidamme kierteiden valssauksen ammattivalssaamoilla. Näin voit optimoida prosessin. Erikoistyökalujen käyttö takaa myös tuotannon nopeuden, joten voimme tarjota lyhyt aika teloitus. Tällä tavalla tehdyt langat säilyvät korkealaatuinen ja tarkkuus.
Profiilikulma - kulma, jonka muodostavat käännösten leikkaavat sivupinnat (sivut).
Etäisyyttä pohjasta yläosaan kutsutaan kierteen syvyydeksi.
Ulkohalkaisija - etäisyys langan molempien sivujen pisteiden välillä, jotka sijaitsevat vastakkain. Sisähalkaisija on vastakkaisten sivujen pohjan välinen etäisyys. Pohjan ja vastakkaisen puolen yläosan välistä etäisyyttä kutsutaan keskihalkaisijaksi.
Tämä sivusto käyttää evästeitä ja vastaavia tekniikoita
Muuttamatta selaimesi asetuksia hyväksyt tämän. Sivuston käyttö ei edellytä Käyttäjältä mitään tietoja, jotka voisivat tunnistaa hänet. Erityisesti virukset tai muut ei-toivotut tai haittaohjelmat eivät voi tunkeutua käyttäjän laitteisiin. Selainistunnon lopettaminen tai laitteen sammuttaminen ei poista sitä käyttäjälaitteesta.
- Tallennetut tiedot poistetaan pysyvästi laitteen muistista.
- Voit lukea nämä säännöt.
Kierteen syvyyden, sen nousun ja kierrosten lukumäärän välinen suhde on seuraava: mitä pienempi nousu, sitä pienempi syvyys ja suurempi kierrosten (kierteiden) määrä kierteen pituusyksikköä kohti, ja vastaavasti päinvastoin.
Mittausjärjestelmän mukaan kolmion muotoinen lajike on tuumainen ja metrinen. Metrinen - tämä on profiilissa tasasivuisen kolmion muotoinen kärjessä, jonka kulma on 60 astetta. Tätä tyyppiä käytetään koneenrakennuksessa ja instrumenttien valmistuksessa. Sisähalkaisija Metrinen ruuvin reikä tai ulkohalkaisija mitataan millimetreinä, ja nousu voidaan mitata sekä millimetreinä että sen murto-osina.
Terästeräs, jota käytetään leikkaustyökaluihin, meistit ja meistit leimaamiseen ja lävistykseen, kierteiden valssaukseen, meistit ja meistit hienoja ja syviä kohokuviointityökaluja varten kohokuviointi- ja suulakepuristusmuotteihin - teräksen korkea mekaaninen lujuus ja erittäin hyvä tarttumisilmiöiden kestävyys.
Valmistettu standardityökaluteräs, jonka kromipitoisuus on 8 %, erittäin hyvä työstettävyys, hyvä mittapysyvyys lämpökäsittelyn aikana. 8 % kromiteräksen lisäpuhdistus elektrolyysisulatuksen jälkeen, erittäin vahva ja kestävä teräs, jolla on korkea kulutuskestävyys ja tarttuvuus.
Profiilissa tuuman lajike näyttää samalta kuin metrinen, mutta huippukulma on 55 astetta. Se mitataan tuumina ja eroaa metrisestä tyypistä suurilla askelilla.
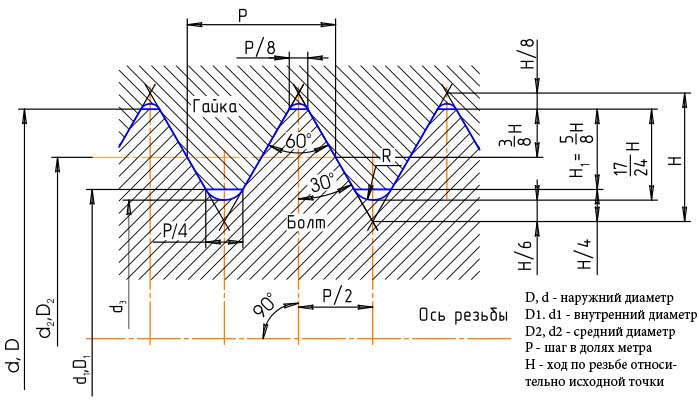
Profiilin metrinen kierre on kärjessä tasasivuisen kolmion muotoinen, jonka kulma on 60 astetta.
Jauheteräs laadukkaisiin leikkaustyökaluihin Giljotiinileikkurit ohuiden materiaalien leikkaamiseen, meistit ja meistit lävistykseen, meistäminen hieno- ja syväpuristukseen kylmää ja puolijäykkää ekstruusiota varten. Työkalut kierteiden valssaukseen, vaivaamiseen, kylmävalssaukseen, sisäosat muovituotteiden valmistukseen, joissa vaaditaan korkeaa kulutuskestävyyttä. Sylinterit muovien puristamiseen, ruuvikuljettimet.
Terästä paineilmatyökaluihin, koneveitsiin, kolikkolävistyksiin. Sille on ominaista korkea kovuus, kovuus ja korkea sitkeys. Lävistykseen ja lävistykseen käytetty teräs. Leikkausveitset, puu- ja paperityökalut sekä pienet muotit muovin kierrätykseen.
Saniteettikalusteiden kokoonpanossa käytetään tuumaa. Se on jaettu kiinnitykseen ja putkeen. Nämä kaksi lajiketta eroavat toisistaan siinä, että kiinnittimessä on suurempi jako, mikä varmistaa vahvan liitoksen, ja sitä käytetään muttereiden, tankojen, pulttien ja reikien leikkaamiseen. Putkien liittämiseen käytetään putkea. Se on pienempi kuin kiinnitys, koska sen syvyyttä rajoittaa putken seinämän paksuus. Putken kierteen tiheys on paljon suurempi kuin kiinnityskierteen johtuen suuresta kierrosten määrästä kierteen pituuden tuumaa kohti.
Jauhemainen teräs, jossa yhdistyvät korkea kulutuskestävyys ja korkea iskunkestävyys. Asiakas: Erinomainen työstettävyys karkaistussa tilassa, joustavuus lämpökäsittelyssä ja pidennetty työkalun käyttöikä. Terästä käytetään kolikoiden lävistystyökaluissa, lävistys- ja lävistysmyllyissä, joita käytetään ruokailuvälineiden valmistuksessa, veitsissä suurten materiaalien leikkaamiseen. Valetut sisäosat - korkea iskunkestävyys, korkea mittojen vakaus, peilipinta.
Austeniittista terästä, jolla on erittäin suuri taipumus lujittua murskattaessa. Teräs, jota käytetään leikkaustyökaluissa, lävistys- ja meistosuuttimissa, pienissä muovituotteiden muotit, joissa ei vaadita suurta kulutuskestävyyttä, puuntyöstötyökalut, paperi- ja puuleikkausveitset, joilla on korkea karkaistuvuus, kulutuskestävyys ja kovuus.
Ulkokierteen katkaisu
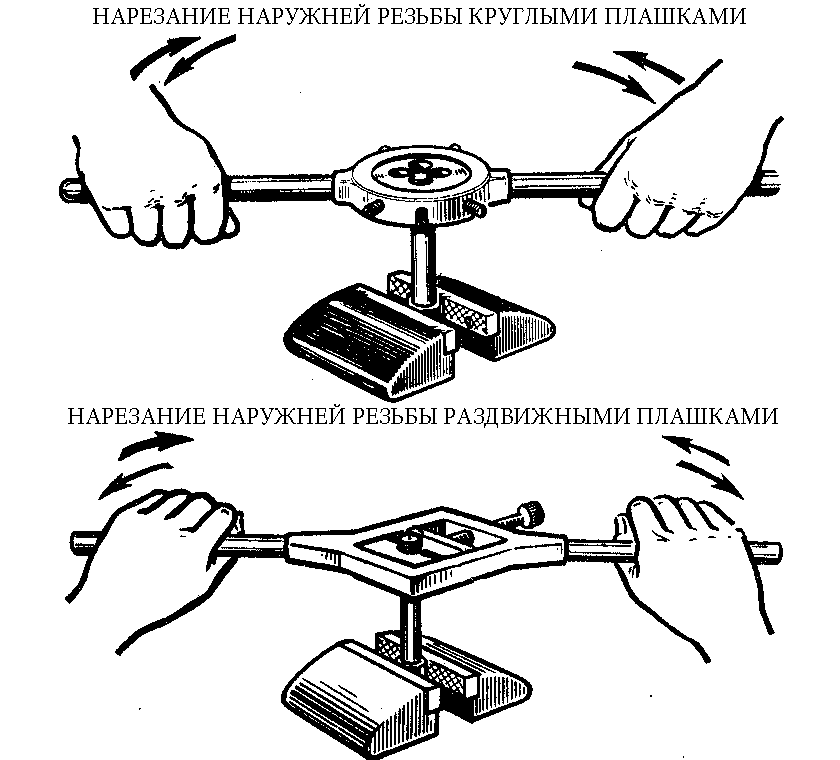
Pulttien, tankojen ja ruuvien ulkoiset kierteet leikataan käsin meistiksi.
Erottele ne laitteesta riippuen:
- prismaattinen;
- pyöristää;
- liukuva;
- koko.
Prismaattisissa on pari identtisiä puoliskoja, jotka on asennettu kierrekorkkiin kehyksen muodossa, jossa on kahvoja. Näiden kahdella ulkosivulla on prismaattiset urat, jotka on tarkoitettu kluppin prisma-ulokkeille.
Erittäin luja teräsjauhe, jota käytetään kylmätyöstö- ja leikkaustyökaluteräksenä. Eri elementtejä kiinnittävien ruuvien tapauksessa katkenneiden kierteiden säästäminen ei ole järkevää. Tämä ruuvi korvataan mutterilla toisella, ja ongelma lakkaa olemasta. Pahempaa, kun kierre moottorilohkossa, vaihteistokotelossa tai muussa tärkeässä ja kalliissa osassa katkeaa. Jos se on sokeassa reiässä, eli sokeassa ja sen kanssa vuorovaikutuksessa olevan ruuvin halkaisija ei ole kriittinen, voit yrittää laittaa sen sarjan suurempaan "kokoon".
Prismaattisissa muotteissa on pari identtisiä puoliskoja, jotka on kiinnitetty ruuviin kahvoilla varustetun kehyksen muodossa.
Liukumuotit asennetaan kluppiin siten, että sen osien numerot ovat vastakkain samoja numeroita rungossa. Muuten se menee pieleen. Ne kiinnitetään kiinteällä ruuvilla. Teräksinen krakkauslevy asetetaan muotin ja pysäytysruuvin väliin, jotta se ei halkea ruuvilla painettaessa.
Älä tee läpimeneviä reikiä esim. vaihteistoöljyn lisäämistä tai tyhjentämistä varten, öljytason tarkistuspisteitä vaihteistoille ja tasauspyörästölle, tyhjennysreikiä moottoriöljy jne. tuloksena oleva lanka voi aiheuttaa vakavan vamman tunkeutumisen aikana. vahingoittaa.
Ruuvit ja mutterit, joita ei voi vaihtaa esimerkiksi niiden erityisen muodon tai käytön vuoksi, voidaan säästää kahdella tavalla. Joskus mekaanikko voi hankkia niin sanottuja ylisuuria ruuveja ja muttereita, joiden kierreosa on hieman tavallista ruuvia suurempi. Sekä ruuvit että mutterit kokonaismitat niillä on sama kierteen nousu kuin tavallisesti, joten niitä voidaan käyttää ilman ongelmia. Kun kierrät niitä, sinun on tehtävä se erittäin huolellisesti, älykkäästi yrittäen osua langan jäänteisiin.
Pyöreä muotti kiinnitetään helposti pitävällä avaimella parilla tai kahdella paineruuviparilla.
Liukuvan lajikkeen avulla kierteet voidaan tehdä, jos tangon halkaisijassa on pieniä poikkeamia, joita ei pitäisi sallia pyöreiksi kiinteiksi muottiksi leikattaessa. Pienemmällä tangon halkaisijalla saadaan epätäydellinen kierre, suuremmalla - tasainen.
On parasta ruuvata ne käsin, ilman avaimia tai muita työkaluja, jotta ne tuntuvat sormien alta riippumatta siitä, jäävätkö ruuvin kierteet ja reiät kiinni. Jos ne eivät toimi, ylisuuri ruuvi voi poistaa kierteitetyn kierteen jäännökset ja laajentaa siten reikää, minkä jälkeen sen korjaaminen voi olla erittäin kallista. Kun huomaat, että säikeet ovat päällekkäin, voit viimeistellä kiristyksen oikealla työkalulla. Tämä on tehtävä suurella herkkyydellä.
Tällaista kierteen regenerointia ei voida hyväksyä, kun ruuvi on raskaan kuormituksen alaisena, esimerkiksi kiinnittämällä tyyny, jonka päällä se lepää. Kierretyökaluja voi ostaa mistä tahansa hyvästä työkaluliikkeestä. Toinen tapa säästää katkenneita kierteitä, erityisesti öljyn tyhjennystulpissa, on kierrejäännös useilla kerroksilla teflonteippiä, jota käytetään kaasun ja kaasun tiivistämiseen. hydraulijärjestelmät. Käytä paksumpia teippejä. Jos käytät tavallista tai myötäpäivään, pyyhkäise sitä myötäpäivään.
Sisäkierteen katkaisu
Sisäkierre katkaistaan manuaalisesti kaulukseen työnnetyillä tapeilla.
Hanassa on viiste (sen pää), jota tarvitaan leikkaamiseen, kalibrointiosa (keskellä) - ohjaamiseen kalibroitaessa ja reiän leikkaamisessa sekä pyrstö, jossa on neliömäinen pää, hanan pitämiseksi kauluksessa leikattaessa.
Sinun on kokeellisesti valittava teflonteippikerrosten lukumäärä, jotta ruuvit ruuvautuvat reikään huomattavalla vastuksella. Kun olet kääntänyt sen, sinun on vaihdettava nauha uuteen. Vanha ei kelpaa uudelleenkäyttöön!
Asennustyö ei ole yhtä työlästä kuin korkealaatuisten erikoistyökalujen käyttö. Asentajat arvostavat eniten perinteisten yritysten hyväksi havaittuja työkaluja. Avainten tärkein työskentelyelementti ovat leuat. Laadukkaat leuat on valmistettu erikoiskarkaistusta työkaluteräksestä. Koska sitä ei voida tarkistaa paljaalla silmällä, on parempi ostaa avaimet hyvämaineisista yrityksistä. Muista vaihtaa avainten leuat. Yhtä tärkeää on alaleuan alla olevan puristusjousen laatu.
Vaihdettaessa epätäydellisestä tuumakiinnitykseen tai täysmetriseen malliin, käytetään hanasarjaa: kolme hanaa eri syvyyksille.
Kierteen perusteet
Vesiputkien ja kaasunsyöttöputkien liittäminen suoritetaan siten, että sylinterimäiset putken kierteet rullataan tai leikataan niiden päistä. Putken päät liitetään toisiinsa liittimillä.
Vesi- ja kaasuputkia kytkettäessä käytetään pitkää ja lyhyttä lieriömäistä kierrettä. Kahta viimeistä kierrosta kutsutaan juoksuksi. Se muodostuu muotin suunnittelusta, jonka ensimmäiset kierrokset upotetaan. Vuoto mahdollistaa liitoksen tukkimisen putkeen, mikä takaa liitoksen tiiviyden tiivistemateriaaliin.
Lyhyen tyypin pituuden tulee olla hieman alle puolet kytkimen pituudesta. Tällöin liitettävien putkien päiden väliin jää 2-3 mm rako, mikä mahdollistaa liittimen tukkeutumisen valumaan. Pysyviin liitäntöihin liittimillä käytetään lyhyttä versiota. Tällainen liitos voidaan irrottaa asennetusta putkistosta vain katkaisemalla putket.
Yhdiste vesipiiput ja kaasunsyöttöputket on valmistettu siten, että niiden päistä rullataan tai leikataan lieriömäisiä putkikierteitä. Putken päät liitetään toisiinsa liittimillä.
Koottujen putkien erottamiseksi leikkaamatta niitä samanaikaisesti käytetään vetolastalla. Se koostuu lukkomutterista, kytkimestä ja pitkästä kierteestä. Tämän tulee olla sen pituinen, että taajuusmuuttajaa kytkettäessä kytkin ja lukkomutterit voidaan ruuvata siihen vapaasti kiinni.
Pitkien ja lyhyiden kierteiden mitat vaihtelevat putkien halkaisijan mukaan.
Metallin säästämiseksi kaasunjakelu- ja lämmitysjärjestelmissä käytetään ohutseinäisiä putkia. Koska näiden putkien seinämäpaksuus on pienempi kuin vesiputkien, kierteet rullataan putkien päälle, kun taas näiden putkien kriittisen seinämän paksuuden ei tulisi olla pienempi kuin putkien kierteitä leikattaessa vesi- ja kaasuputkia.
Käsinpujotustyökalu
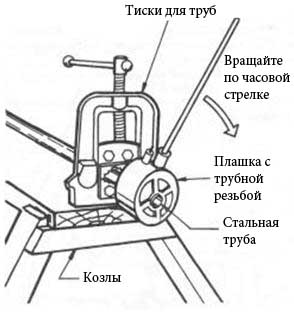
Puristimet putkien pujottamiseen
Pienitilavuuksisissa putkissa ulkokierteet leikataan manuaalisesti putkisuuttimilla, liukuvilla ja liukumattomilla muotteilla. Tätä tarkoitusta varten putki kiinnitetään puristimeen, putken pää puhdistetaan viilalla, minkä jälkeen leikattu osa voidellaan kuivausöljyllä tai sulfofresolilla. Putkeen laitetaan erikoistyökalu - kluppi, jossa on liukuvat muotit, ja kevyillä iskuilla plan-aluslevyn kahvaan vasaralla, ohjausmuotit tuodaan lähelle putkea ja kiinnitetään lukituspulteilla. Myös etulevyn riskiin keskittyen kiinnitetään leikkaussuuttimet. Sitten ne alkavat pyörittää työkalua myötäpäivään samalla, kun ne painavat sitä.
Putkimuotin rungossa toisella puolella on neljä reikää leikkaussuuttimelle ja toisella puolella kolme reikää ohjaimelle.
Putkimuotin rungossa toisella puolella on neljä reikää leikkaussuuttimelle ja toisella puolella kolme reikää ohjaimelle. Ohjausmuotit leviävät ja kokoavat yhteen tasolevyt, jotka on kiinnitetty runkoon kiristysrenkailla. Rungon viereisissä tasoissa tasoaluslevyissä on kierreurat, joihin muotin tapit menevät. Jos käännät aluslevyä, tapit liukuvat spiraaliuria pitkin ja meistit siirtyvät lähemmäksi (jos käännät aluslevyä vasemmalle) tai päinvastoin, poikkeavat (jos käännät aluslevyä oikealle). Kun muotit on asetettu haluttuun asentoon, tasoaluslevy kiinnitetään kiinnityspulteilla.
Putken suulakesarjat valmistetaan parilla leikkuumeistisarjoilla: leikkaamiseen putkille, joiden halkaisija on 15 tai 20 mm, ja leikkaamiseen, joiden halkaisija on 25, 32, 38 ja 50 mm.
Putkien muotteihin käytetään säteittäisiä yksipuolisia tai säteittäisiä kaksipuolisia muotteja. Muotteja valmistetaan 4 kpl. mukana. Jokaisella on merkintä halkaisijalla ja sarjanumero 1 - 4. Jokaisessa ruuvisarjan rungon kolossa on vastaavat numerot. Putkessa on kullekin putken halkaisijalle vaihdettavat holkit, jotka sijaitsevat ohjauslaippassa ja kiinnitetään ruuvilla. Jälkimmäinen kiinnitetään ruuveilla runkoon, johon vastaavat kilpinumerot on asennettu.
Putkenleikkureilla on etu - tuloksena olevan putkien kierteen puhtaus ja rakenteen lujuus. Niiden haittana on huolellisen huollon tarve ja suuri massa.
Kun leikkaat 50 mm:n kierteen, ohjaimet on järjestettävä uudelleen kääntämällä niitä 180 ͦ eli muotin sisällä lyhyellä sivulla (nastasta).
Kluppy Mayevsky putkien kierteiden leikkaamiseen
Myös Mayevskyn kluppin kaltaista työkalua käytetään. Mayevskyn kluppeissa on halkaistuja, jotka koostuvat kahdesta osasta. Erillinen muottisarja vastaa tiettyä putken halkaisijaa. Suulakkeet, suulakkeissa ja hylsyssä ilmoitetun numeron mukaisesti, asennetaan rungon hylsyyn ruuveilla runkoon ja halutun koon muotteihin merkittyjen riskien mukaan. Muottien päälle asetetaan ruuveilla kiinnitetty kestävä kansi.
Tätä työkalua valmistetaan kahdessa koossa: halkaisijaltaan 15 ja 20 mm (nro 1) sekä 25 ja 32 mm (nro 2) kierteitykseen.
Tällaisella työkalulla on seuraavat edut: suunnittelun ja huollon yksinkertaisuus, alhainen paino, kyky vaihtaa nopeasti meistit.
Räikkäleikkurit putkien kierteitykseen
Tätä työkalua käytetään halkaisijaltaan 25, 20 ja 15 mm olevien kierteiden leikkaamiseen. Sen runkoon on kiinnitetty pää, jossa on vaihdettavat meistit. Pään alaosassa on räikkäpyörä, joka käännettäessä pyörittää muotin ja muotin päätä.
Kluppin runkoon on kiinnitetty pari räikkää, jotka suljetaan poskilla. Kahvan avulla ruuvin pää pyörii. Leikkaus tapahtuu kahvan keinuttamalla räikkä päällä. Leikkauksen lopussa kytketään päälle räikkä, joka tarttuu räikkäpyörän hampaisiin kahvan heiluessa ja ajaa pyöreää muotia. Räikkämuotin avulla on mahdollista leikata paikoissa, joissa ei ole mahdollista käyttää tavanomaista työkalua. Tämä pätee erityisesti kunnostustöiden aikana.
Putken kierteen leikkaamiseksi puristimessa oleva putki kiristetään niin, että sen leikattu ulkoneva pää on lyhyt. Putken pitkä pää voi taipua leikkaamisen aikana. Kierteitetyn pään päätypinnan tulee olla suorassa kulmassa kierreputken akseliin nähden. Työkalu asennetaan putkeen ohjausrenkailla tai ohjaussuulakkeilla siten, että 1-2 kierteen (kierroksen) leikkaussuuttimet ovat putken päällä. Putkien kierteet on voideltu öljyllä suulakkeiden jäähdyttämiseksi ja pitämiseksi puhtaina. Ennen kuin aloitat leikkaamisen muotilla, sinun on tarkistettava leikkuusuuttimen oikea asennus, toisin sanoen, vastaako muotin numero rungon hylsyn numeroa.
Leikkausta varten työkalua pyöritetään ja syötetään eteenpäin. Yhdellä kierrolla leikataan putkia, joiden halkaisija on enintään 25 mm, kahdella kierrolla - halkaisijaltaan yli 25 mm. Muotissa olevat muotit tuodaan yhteen ruuveilla tai pohjalevyllä.
Työn lopussa putkikiinnikkeet on purettava, puhdistettava lialta ja lastuista ja voideltava mineraaliöljyllä. Kerran viikossa on suositeltavaa puhdistaa työkalu kuivuneesta ja tarttuvasta öljystä ja lialta: tätä varten sinun on laimennettava 0,5 kg kuivaa kaustista soodaa yhteen vesiämpäriin.
Kierreelementeillä varustetut osat ovat koneenrakennuksen yleisimpiä, niiden osuus on 60-70 % osien kokonaismäärästä ja käytetyt kierteet ovat hyvin erilaisia.
Langat vaihtelevat:
pääpinnan muodon mukaan:
Sylinterimäinen (ulkoinen ja sisäinen) ja kartiomainen (ulkoinen ja sisäinen);
profiililomake:
Kolmiomainen (metrinen ja tuumainen), puolisuunnikkaan muotoinen, suorakaiteen muotoinen, työntövoima, pyöreä ja erikois;
lankojen suuntaan:
Oikea ja vasen;
kaltevuuden mukaan:
Yksi ja useita;
tarkkuusasteen mukaan (GOST 16093-81):
Ulkokierteet - 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g ja 8h;
Sisäkierteet - 4H, 4H5H, 5H, 6H, 7H ja 8H.
Lisäksi on kierteitä, jotka toimivat liukukitalla ja vierintäkitalla. Ensimmäiset sisältävät kaikki tavanomaiset sylinterimäiset ja kartiomaiset kierteet ja jälkimmäiset kuula- ja rullakierteet. Kierteen tyypistä, sen mitoista, työstetyn pinnan tarkkuus- ja laatuvaatimuksista riippuen käytetään erilaisia menetelmiä kierteen saamiseksi.
Peruslangoitusmenetelmät
Kierre saadaan kolmella päämenetelmällä: leikkaus terätyökalulla, leikkaaminen hiomatyökalulla ja plastinen muodonmuutos (pyälletys). Riippuen hyväksytystä menetelmästä langan saamiseksi, on olemassa useita tapoja muodostaa lanka (kuva 1).
1
Riisi. 1. Peruslangoitusmenetelmät: a- kierreleikkuri; b - yksikierteinen levyleikkuri; c - yksikierteinen päätyjyrsin; g - yksisäikeinen päätyjyrsin
2. Yksikierrosleikkausmenetelmä monisäikeisillä työkaluilla: kammat, pyöreät meistit, tapit, kierrepäät, monisäikeiset hiomalaikat (sylinterimäiset ja kartiomaiset).
3. Yksikierrosleikkaus pyörivillä työkaluilla: kierteitetyt yksisäikeiset leikkurit (levykuva b, sormi, päätykuva d), pyörrepäät.
4. Jyrsintämenetelmä monikierteisillä jyrsijöillä, joiden pituus on suurempi kuin leikattavan langan pituus, kierteiden valssaus leveillä teloilla tai litteillä meistillä.
Kierreleikkurit
Tämäntyyppinen työkalu on yksi yleisimmistä kierteenmuodostustyökaluista, joita käytetään eri profiilien ulko- ja sisäkierteiden leikkaamiseen ruuvileikkaussorveissa, automaattisissa ja puoliautomaattisissa koneissa. Rakenteeltaan yksinkertaisin, teollisuudessa laajalti käytetty, ovat hylsyleikkurit.
Kierreleikkureiden yläosassa välyskulma α=8…15 0 ; kulma yläosassa ε=60 0 - metrisille kierteille ja ε=55 0 - tuuma- ja putkikierteille. Kovametallileikkureissa kulma kärjessä on 1 0 -30 ' pienempi kuin kierreprofiilin kulma, koska nopean leikkauksen aikana kierre "katkaistaan".
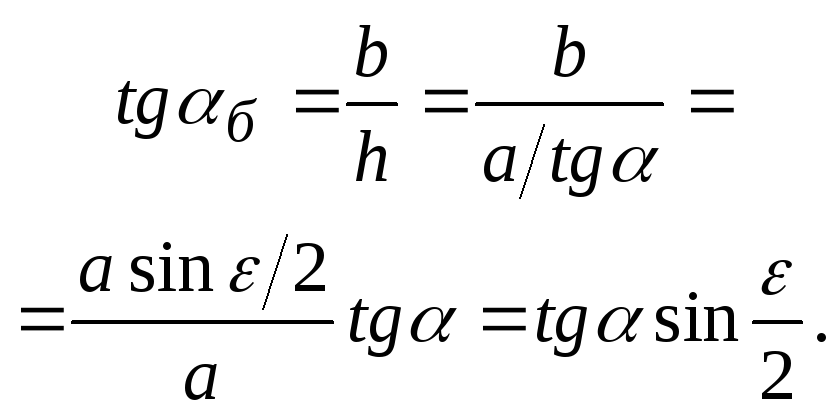
B 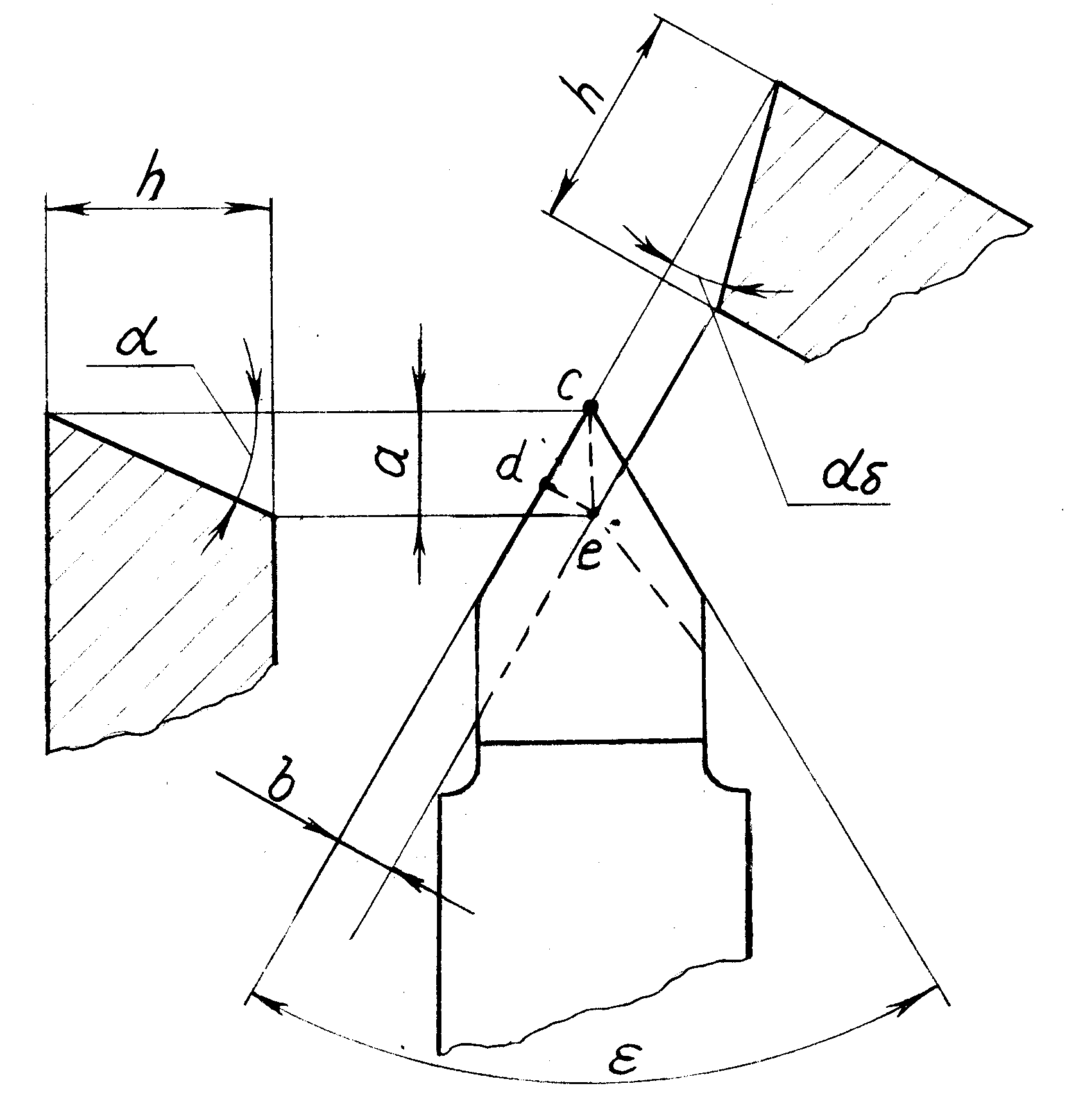 sivuttaiset takakulmat α b riippuvat kulmasta
sivuttaiset takakulmat α b riippuvat kulmasta  ja ne määritetään staattisessa asennossa kaavalla (kuva 2):
ja ne määritetään staattisessa asennossa kaavalla (kuva 2):
Riisi. 2. Kaavio kierreleikkurin sivuttaisen välyskulman määrittämiseksi
Prosessissa takakulmat α b muuttuvat johtuen leikkausreunojen suhteellisesta liikkeestä kierteen kulmaa pitkin. Oikeaa lankaa katkaistaessa vasemman terän sivuttainen kohokulma α b pienenee, oikealla kasvaa kulman μ verran (kuva 3, a) (vasemmalle langalle - päinvastoin):Tässä kulma μ on kierteen kulma kierteen sisähalkaisijaan nähden (kuva 3, c).
Kulman μ arvo määritetään suhteesta (kuva 3,b):
 .
.
Normaalisti kierteitettäessä pieniä nousuja ja keskihalkaisijoita, välyskulmia sivuilla ei korjata. Vapaana R(monialoituskierteet), pienellä halkaisijalla d, kun leikataan puolisuunnikkaan ja suorakaiteen muotoisia lankoja (korkeuskulma μ saavuttaa merkittävät arvot), on otettava huomioon sivukulmien α b muutos ja tämä seikka teroittaessa.
klo 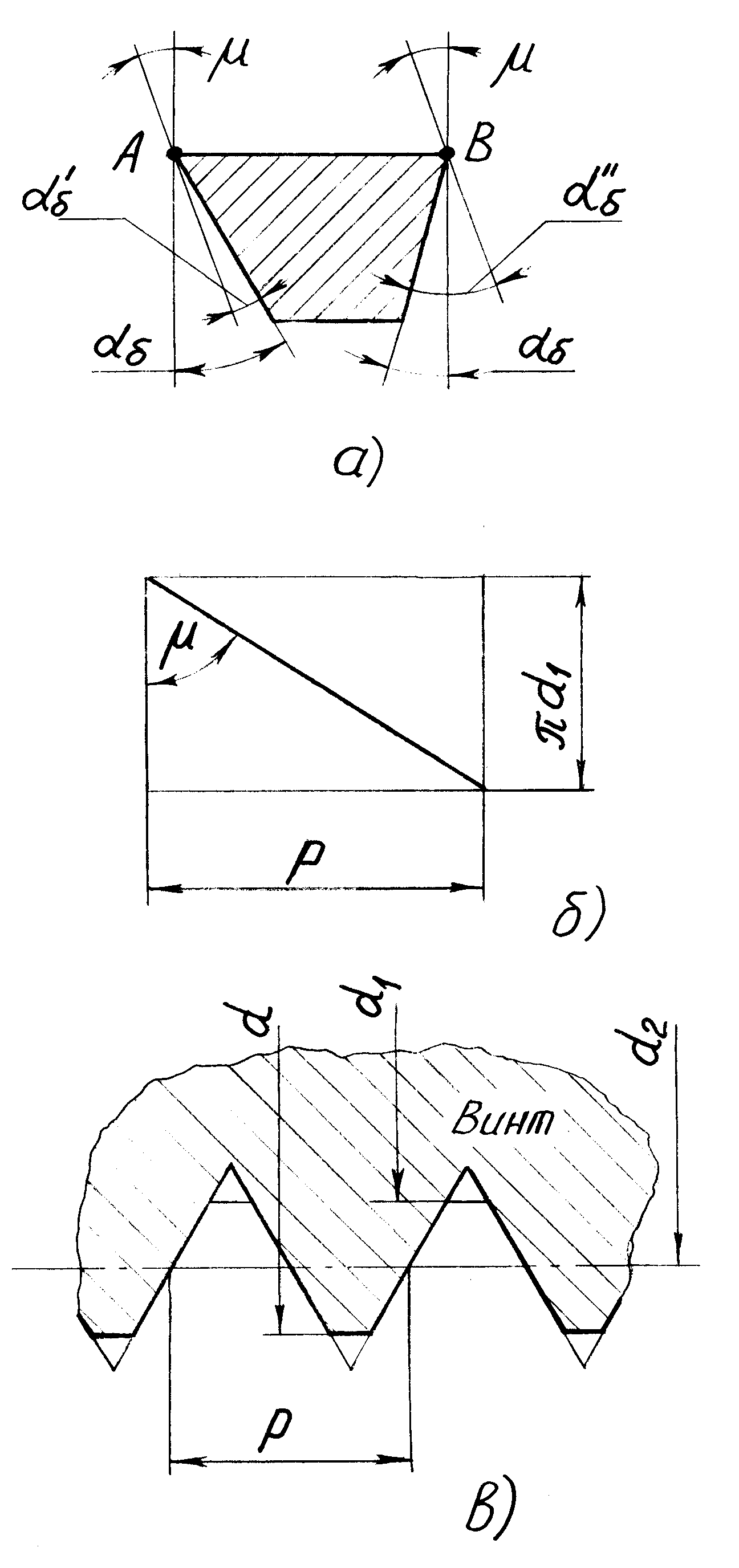 leikkurit teräväkulmaisille kierteille, μ:n pienuudesta johtuen kulmat tehdään samat molemmilla sivuleikkausreunoilla.
leikkurit teräväkulmaisille kierteille, μ:n pienuudesta johtuen kulmat tehdään samat molemmilla sivuleikkausreunoilla.
Kierreleikkureiden etukulma esileikkausta varten valitaan työstettävän materiaalin mukaan ja asetetaan välille γ=5…25 0 .
Viimeistelyleikkureissa, jotta vältytään kierteen profiilin vääristymiltä, kaltevuuskulma γ=0. Kierreleikkureiden profiili, jonka kallistuskulma ei ole nolla, poikkeaa katkaistavan kierteen profiilista ja se on määritettävä takapinnan suuntaan nähden kohtisuorassa leikkauksessa (kuva 4). Tässä tapauksessa on tarpeen laskea leikkuriprofiilin korkeus ja profiilikulma sisään jakso B-B.
Laskennan lähtötiedot annetaan:
α ja γ - leikkurin taka- ja etukulmat,
Riisi. 3. Kaavio kierreleikkureiden sivuttaisten takakulmien määrittämiseksi
H- kierreprofiilin teoreettinen korkeus halkaisijassa jakso A-A lanka terävään pisteeseen,ε ![]() - kierreprofiilin kulma,
- kierreprofiilin kulma,
R- kierteen nousu.
H p = eKr= AB synti= ABcos(α + γ ) ; (1)
AB=BD-AD (Δ-kiODBjaODA); (2)
AD=r 1 cos (∆-VastaanottajaODA); (3)
 ;
(4)
;
(4)
OB = r; OD = r 1 siny; (Δ- VastaanottajaODA) (5)
 (6)
(6)
Korvaa (6) ja (3) kohtaan (2):
Ottaen huomioon (7) ja (1) saamme:
Riisi. 4. Kierreleikkurin profiilin mitoitus
Kolmiosta abc(leikkausalue B-B kuvassa 3.4) meillä on:
 (9)
(9)
Kaavoissa (8) ja (9): H p- langan teoreettinen korkeus osassa В-В (terävään kärkeen asti); r ja r 1 - säteet, jotka muodostavat kierteen ulko- ja sisähalkaisijat; p- kierteen nousu.
Jos λ=0 0, niin mitat H p ja ε p kohdassa В-В määritetään kaavalla:
 (10)
(10)
Vastaavasti (9) profiilikulmalle osassa A-A meillä on:
 (11)
(11)
Vertaamalla (9) ja (11) ja korvaamalla (9) sen sijaan H p sen tarkoitus Hcosγ, saamme:
 ;
;
 ,
,
 (12)
(12)
 .
.
V 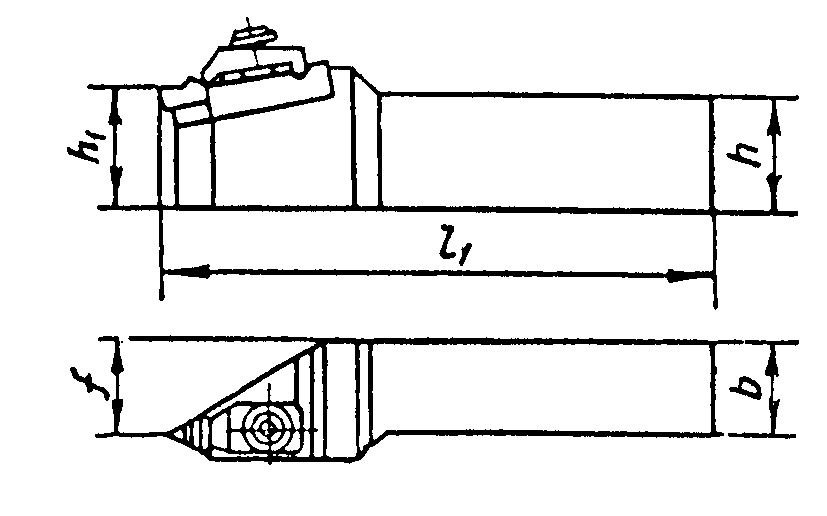 Kotimaisessa ja ulkomaisessa teollisuudessa käytetään laajalti esivalmistettuja kierreleikkureita, joissa on mekaaninen kiinnitys vaihdettavilla kovametalliterillä.
Kotimaisessa ja ulkomaisessa teollisuudessa käytetään laajalti esivalmistettuja kierreleikkureita, joissa on mekaaninen kiinnitys vaihdettavilla kovametalliterillä.
R
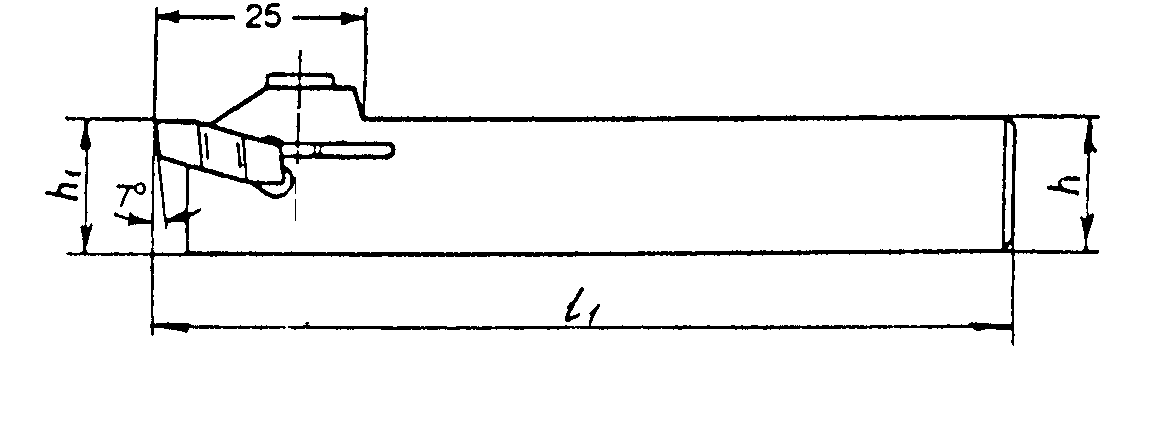
Riisi. 5. Kierreleikkuri, jossa mekaaninen kiinnitys rombisten sisäosien leikkaamiseen metristen kierteiden leikkaamiseen
Rombinen kovametallisisäke asennetaan pidikkeen sokeaan hylsyyn, kiinnitetään telineellä kahdelle sivupohjapinnalle ja painetaan kovametallitukea vasten.
Tämän mallin leikkurit on suunniteltu metristen kierteiden leikkaamiseen nousulla p=1,5...6,0 mm ja niillä on kokonaismitat b× h=(16x20)...(25x40)mm ja l 1 =125...200mm.
Ruotsalainen Sandvik Coromant valmistaa kierteittäjiä, joissa on kaksi tyyppiä vaihdettavat ei-uudelleenhiontaiset terät (SRI): mekaanisesti ruuvilla kiinnitetyt (kuva 6, a) ja tappikiinnityksellä (kuva 6, b).
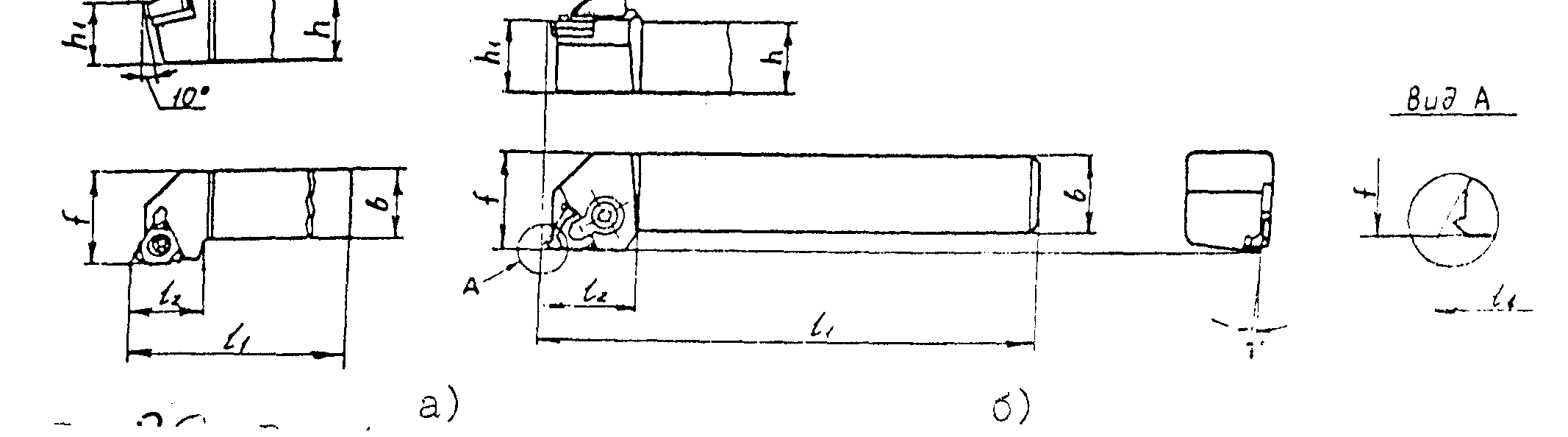
Riisi. 6. Kierreleikkurit mekaanisella kiinnityksellä SNP: kiinnitys ruuvilla (a) ja kiinnitys telineellä (b)
Tämän yrityksen leikkuuterissä on kolme työtasoa; jokaisessa on kierrehammas, jonka kulma on 60 0 (kuva 6b, kuva A), lastunmurtouralla ja ilman niitä. Levyt kiinnitetään joko ruuvilla tai puristimella.
JA Riisi. 7. Kierreleikkuri tangentiaalisesti sijaitsevien SNP:iden mekaanisella kiinnityksellä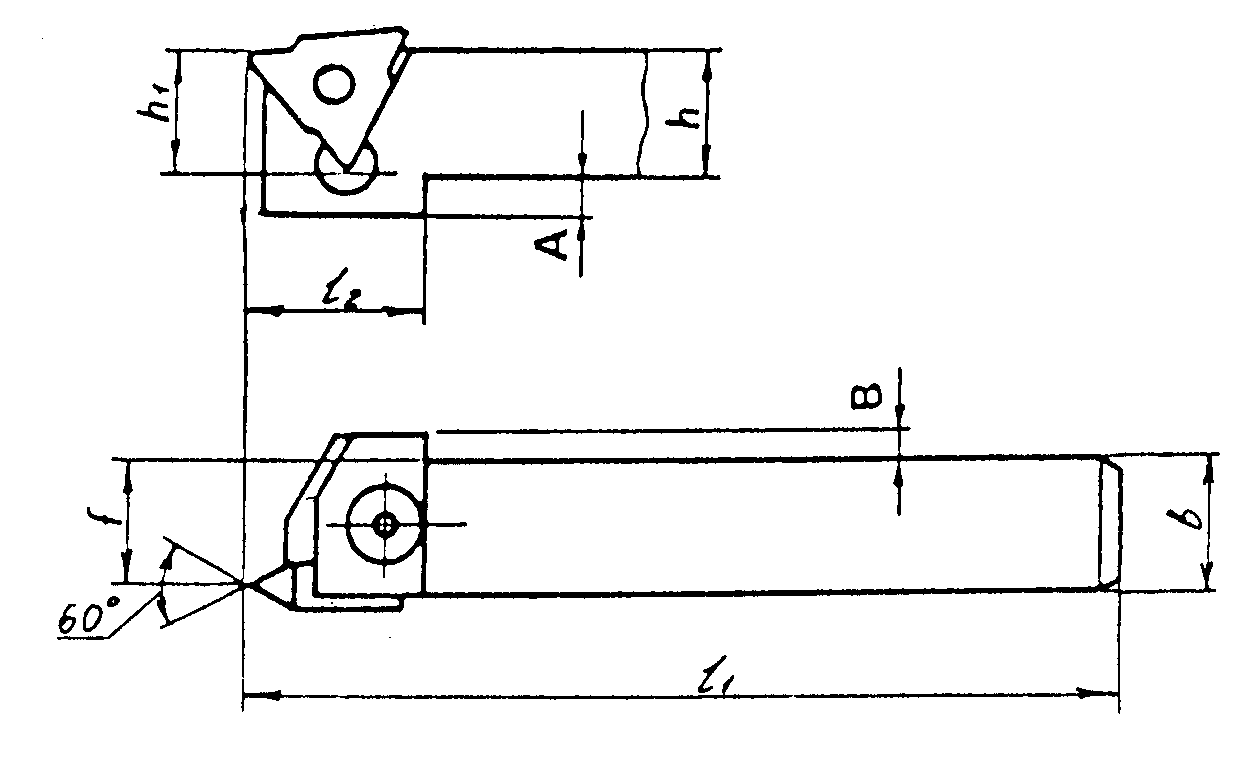
W Riisi. 8 Kierreleikkuri mekaaniseen ulkoiseen koneistukseen kiinnitys SNP