बाहरी धागे काटने के लिए उपकरण। आंतरिक और बाहरी धागे काटने के लिए उपकरण। नल। मर जाता है। थ्रेड कटिंग क्या है
बुकमार्क्स में जोड़ें
काट रहा है पाइप धागामैन्युअल
थ्रेड कटिंग क्या है?
थ्रेडिंग एक आंतरिक या बाहरी पेचदार धागा प्राप्त करने के लिए एक विशेष थ्रेडिंग टूल का उपयोग करके एक छेद या एक टांग का प्रसंस्करण है, जिसमें प्रोट्रूशियंस-कॉइल और वैकल्पिक पेचदार खांचे होते हैं।
जाल पर सामने की तरफ पतली पट्टियों और बाहर की तरफ मखमली गोल धनुष और ऊपर की तरफ बने होते हैं। मशीनिंग मशीन मशीन टूल्स खराद, रिवाल्वर और स्वचालित खराद हैं जिसमें चाकू ब्लेड, बॉबिन, पलकें, हेडबैंड और वार्प हेड का उपयोग करते हैं। सिले हुए आंतरिक चित्र अक्सर अभ्यास पर किए जाते हैं। मजबूत टोन बनाने के लिए, हम पीठ पर एक फ्रॉक कोट का उपयोग करते हैं। पर्दों को पीसने के लिए हम पर्दों पर ग्राइंडर का उपयोग करते हैं।
पहले वाले को एक पट्टी के साथ चिह्नित किया गया है, अन्य दो को कैलिबर के साथ चिह्नित किए बिना आप तीन धारियों या ध्वनि संकेतों को पा सकते हैं। यह ऑपरेशन के दौरान व्यक्तिगत वस्तुओं के क्रमिक चयन की सुविधा प्रदान करता है। महीन दाने वाले दर्पणों में केवल दो उपकरण होते हैं। इनका उपयोग शीट मेटल जैसी पतली सामग्री की सिलाई के लिए किया जाता है। सामग्री की समान मोटाई अधिक कठिन काम करेगी, इसलिए स्क्रू और वाहक सामग्री को एक साथ रखने के लिए अधिक सतह होगी।
थ्रेडिंग एक विशेष थ्रेडिंग टूल का उपयोग करके किसी हिस्से में छेद या टांग का प्रसंस्करण है।
पाइप, नट, पाइप लाइन के वियोज्य कनेक्शन और उपकरणों के विभिन्न भागों में उपयोग किए जाने वाले बोल्ट पर कटिंग की जाती है। यदि आप पाइप लाइन को उन पाइपों से मैन्युअल रूप से स्थापित कर रहे हैं जो थ्रेडेड नहीं हैं, तो आपके लिए यह जानना उपयोगी होगा कि पाइप पर थ्रेड्स को मैन्युअल रूप से कैसे काटा जाता है।
वह व्यक्तिगत सामग्रियों की तुलना करता है। "सबसे सस्ता उपकरण स्टील बैंड, लेकिन अगर आप उन्हें केवल एक बार घर में इस्तेमाल करते हैं, तो आप शायद एचएसएस गुणवत्ता का उपयोग नहीं करेंगे," वे कहते हैं। निम्नलिखित विशेषता के अनुसार, आपको चुनने के लिए अतिरिक्त विनिर्देश मिलेंगे। चूंकि यह मुख्य रूप से कोमल चट्टानों को संदर्भित करता है, इसलिए सेट में केवल दो उपकरण हैं। केवल अगर आप कुछ विदेशी उत्पाद की मरम्मत करना चाहते हैं, तो आप अमेरिकी मामलों के साथ व्यवहार में मिलेंगे, यदि कोई हो, एक सौम्य गिरावट के साथ, अधिक इस्तेमाल किए जाने वाले मशीनिस्ट जो अमेरिका के लिए एक बंडल बनाते हैं, लेकिन वे अधिक यांत्रिक चित्रों का उपयोग करेंगे, लेकिन यह सच है कि यहां तक कि इस क्षेत्र में बहुत अधिक काम का बोझ है, इसलिए हस्तनिर्मित कपड़ों के उत्पादन उपकरण प्राप्त करने में कोई समस्या नहीं है, साथ ही साथ अंग्रेजी लड़ाई, जो अभी भी उनके पारंपरिक मानकों के अनुसार मेट्रिक धुंध से उलटा ज्यामिति तक इकट्ठी है, पेसल बताते हैं।
धागे के मुख्य तत्व हैं:
- गहराई;
- प्रोफ़ाइल;
- प्रोफ़ाइल कोण;
- भीतरी, मध्य और बाहरी व्यास।
नक्काशी के बारे में आवश्यक अवधारणा
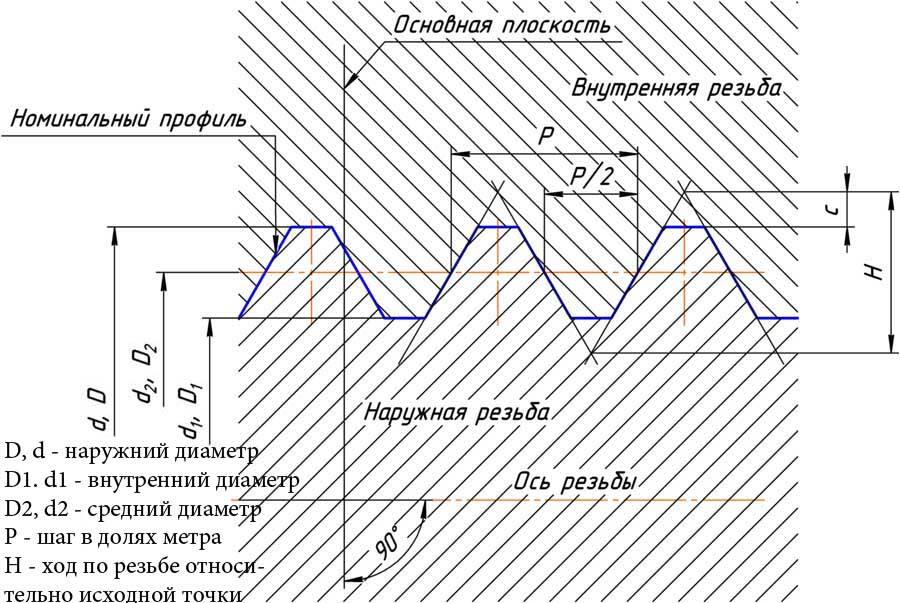
60 डिग्री के कोण के साथ एक शीर्ष पर मीट्रिक धागे के आधार पर बाहरी बेलनाकार धागे को काटने की योजना।
थ्रेड रोलिंग एक ठंडी या गर्म बनाने की विधि है। इस पद्धति से, आप विभिन्न प्रवाह समोच्च आकृतियों के साथ आंतरिक और बाहरी दोनों प्रकार के धागे, मीट्रिक और इंच बना सकते हैं। अपनी आवश्यकताओं के आधार पर, आपको सही उपकरण चुनना होगा।
थ्रेड प्रोसेसिंग सिर, फ्लैट जबड़े या ग्रहीय क्रिम्प्स का उपयोग करके किया जाता है। छड़ का व्यास चुनना बहुत महत्वपूर्ण है जिससे धागे बनाए जाएंगे। अंतिम उत्पाद का व्यास इस पर निर्भर करता है। उस पर प्रभाव धागे की नोक है, जो उपकरण द्वारा निकाली गई सामग्री के प्रवाह के आकार का होता है। यदि वर्कपीस का व्यास बहुत छोटा है, तो टिप पूरी तरह से नहीं बनेगी। यदि बहुत बड़ा है, तो उपकरण को नुकसान पहुंचाने या डिजाइन से मेल नहीं खाने वाले आयामों के साथ धागे बनाने का खतरा है।
प्रोफ़ाइल कॉइल का क्रॉस-सेक्शनल आकार है। प्रोफ़ाइल के आधार पर, आयताकार, त्रिकोणीय, समलम्बाकार, आदि प्रतिष्ठित हैं। त्रिकोणीय का उपयोग केवल सैनिटरी सिस्टम और भागों को इकट्ठा करते समय किया जाता है।
इसके अलावा, धागे को बाएं और दाएं मोड़ की दिशा के आधार पर विभाजित किया जाता है।
धागे के उद्देश्य के आधार पर, विशेष और बन्धन धागे होते हैं। फास्टनरों त्रिकोणीय हैं, और विशेष - आयताकार, आदि। त्रिकोणीय फास्टनर है, क्योंकि इसे फास्टनरों में काटा जाता है: शिकंजा, नट, बोल्ट। थ्रेड पिच आसन्न घुमावों के आधार या शीर्ष के बीच की दूरी है।
थ्रेड रोलिंग का मुख्य लाभ मशीनिंग प्रक्रिया में मौजूद चिप्स की अनुपस्थिति है। यह तैयार उत्पाद को अशुद्धियों से मुक्त बनाता है। इस तरह के धागों में भी उच्च शक्ति होती है, क्योंकि प्रसंस्करण के दौरान सामग्री के तंतु क्षतिग्रस्त या कट नहीं होते हैं, और सामग्री को कुचलने से और मजबूत किया जाता है। इससे धागे की ताकत में वृद्धि होती है। उनके पास बहुत कम सतह खुरदरापन भी है, जो मशीनिंग के मामले में संभव नहीं है।
प्लास्टिक प्रसंस्करण का नुकसान केवल आसानी से विकृत सामग्री को रोल करने की क्षमता है। यह कुछ सामग्रियों को संसाधित करने में कठिनाइयाँ पैदा करता है। उनके मामले में, गुहा का उपयोग करना बेहतर है। हमारी कंपनी में, हम पेशेवर रोलिंग मिलों का उपयोग करके आपके साथ थ्रेड रोलिंग का काम करते हैं। यह आपको प्रक्रिया को अनुकूलित करने की अनुमति देता है। विशेष उपकरणों का उपयोग भी उत्पादन की गति की गारंटी देता है, इसलिए हम प्रदान कर सकते हैं छोटी अवधिक्रियान्वयन। इस तरह से बने धागे बरकरार रहते हैं उच्च गुणवत्ताऔर सटीकता।
प्रोफ़ाइल कोण - वह कोण जो घुमावों के प्रतिच्छेदित पक्षों (पक्षों) द्वारा बनता है।
आधार से शीर्ष तक की दूरी को धागे की गहराई कहा जाता है।
बाहरी व्यास - धागे के दोनों किनारों के बीच की दूरी, विपरीत स्थित है। आंतरिक व्यास विपरीत पक्षों के आधारों के बीच की दूरी है। आधार और विपरीत भुजा के शीर्ष के बीच की दूरी को माध्य व्यास कहा जाता है।
यह साइट कुकीज़ और समान तकनीकों का उपयोग करती है
अपनी ब्राउज़र सेटिंग्स को बदले बिना, आप इसके लिए सहमत हैं। साइट के उपयोग के लिए उपयोगकर्ता को ऐसा कोई डेटा प्रदान करने की आवश्यकता नहीं है जो उसकी पहचान कर सके। विशेष रूप से, वायरस या अन्य अवांछित या दुर्भावनापूर्ण सॉफ़्टवेयर के लिए उपयोगकर्ता उपकरणों में घुसपैठ करना संभव नहीं है। ब्राउज़र सत्र को समाप्त करने या डिवाइस को बंद करने से वह उपयोगकर्ता डिवाइस से नहीं हटता है।
- सहेजी गई जानकारी डिवाइस मेमोरी से स्थायी रूप से हटा दी जाती है।
- आप इन नियमों को पढ़ सकते हैं।
धागे की गहराई, उसकी पिच और घुमावों की संख्या के बीच संबंध इस प्रकार है: पिच जितनी छोटी होगी, गहराई उतनी ही छोटी होगी और धागे की प्रति इकाई लंबाई में घुमावों (धागे) की संख्या अधिक होगी, और तदनुसार, विपरीतता से।
माप प्रणाली के अनुसार, त्रिकोणीय किस्म इंच और मीट्रिक है। मीट्रिक - यह वह है जो प्रोफ़ाइल में शीर्ष पर एक समबाहु त्रिभुज का रूप है जिसमें कोण 60 डिग्री के बराबर है। इस प्रकार का उपयोग मैकेनिकल इंजीनियरिंग और उपकरण बनाने में किया जाता है। भीतरी व्यासमीट्रिक प्रकार के पेंच के बोर या बाहरी व्यास को मिलीमीटर में मापा जाता है, जबकि पिच को मिलीमीटर और उसके अंश दोनों में मापा जा सकता है।
स्टील स्टील का उपयोग उपकरण काटने के लिए किया जाता है, स्टैम्पिंग और पंचिंग के लिए घूंसे और मर जाते हैं, थ्रेड रोलिंग, मर जाता है और एम्बॉसिंग के लिए ठीक और गहरे एम्बॉसिंग टूल के लिए मर जाता है और एक्सट्रूज़न मर जाता है - स्टील की उच्च यांत्रिक शक्ति और आसंजन घटना के लिए बहुत अच्छा प्रतिरोध।
गर्मी उपचार के दौरान बहुत अच्छी मशीनेबिलिटी, अच्छी आयामी स्थिरता के साथ 8% क्रोमियम सामग्री के साथ निर्मित मानक उपकरण स्टील। इलेक्ट्रोलिसिस द्वारा पिघलने के बाद 8% क्रोमियम स्टील की और सफाई, उच्च घर्षण प्रतिरोध और आसंजन के साथ बहुत मजबूत और टिकाऊ स्टील।
प्रोफ़ाइल में, इंच की विविधता मीट्रिक किस्म के समान दिखती है, लेकिन शीर्ष कोण 55 डिग्री है। यह इंच में मापा जाता है और बड़े वेतन वृद्धि में मीट्रिक प्रकार से भिन्न होता है।
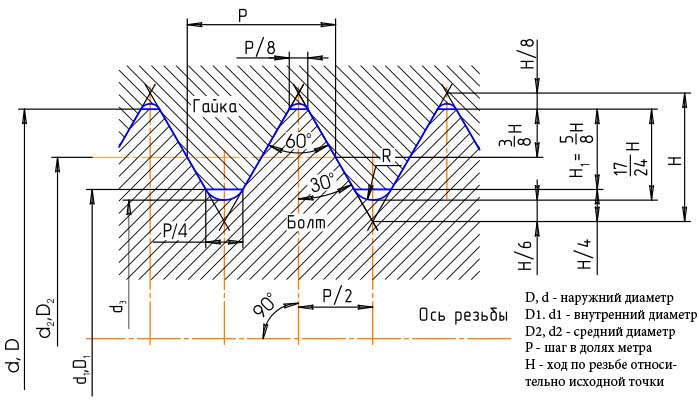
प्रोफ़ाइल में मीट्रिक थ्रेड में शीर्ष पर एक समबाहु त्रिभुज का रूप होता है, जिसका कोण 60 डिग्री के बराबर होता है।
उच्च गुणवत्ता वाले काटने के उपकरण के लिए पाउडर स्टील पतली सामग्री को काटने के लिए गिलोटिन कटर, छिद्रण के लिए मर जाता है और मर जाता है, ठंड और अर्ध-कठोर एक्सट्रूज़न के लिए ठीक और गहरी दबाने के लिए मुद्रांकन। प्लास्टिक उत्पादों के निर्माण के लिए थ्रेड रोलिंग, सानना, कोल्ड रोल, इंसर्ट के लिए उपकरण जहां उच्च घर्षण प्रतिरोध की आवश्यकता होती है। प्लास्टिक बाहर निकालना, पेंच कन्वेयर के लिए सिलेंडर।
वायवीय उपकरण, मशीन चाकू, सिक्का घूंसे के लिए स्टील। यह उच्च कठोरता, कठोरता और उच्च क्रूरता की विशेषता है। छिद्रण और छिद्रण के लिए प्रयुक्त स्टील। प्लास्टिक रीसाइक्लिंग के लिए चाकू, लकड़ी और कागज के औजार, और छोटे मोल्ड काटना।
इंच किस्म का उपयोग सैनिटरी फिटिंग के संयोजन में किया जाता है। इसे फिक्सिंग और पाइप में विभाजित किया गया है। ये दो किस्में इस मायने में भिन्न हैं कि फास्टनर की एक बड़ी पिच होती है, जो एक मजबूत कनेक्शन सुनिश्चित करती है, और इसका उपयोग नट, छड़, बोल्ट और छेद को काटने के लिए किया जाता है। पाइप कनेक्शन के लिए एक पाइप का उपयोग किया जाता है। यह फिक्सिंग वाले से छोटा है, क्योंकि इसकी गहराई पाइप की दीवार की मोटाई से सीमित है। प्रति इंच धागे की लंबाई में बड़ी संख्या में घुमावों के कारण पाइप धागे का घनत्व फिक्सिंग धागे की तुलना में बहुत अधिक होता है।
पाउडर स्टील जो उच्च घर्षण प्रतिरोध और उच्च प्रभाव प्रतिरोध को जोड़ती है। ग्राहक: कठोर स्थिति में उत्कृष्ट कार्यशीलता, गर्मी उपचार में लचीलापन और विस्तारित उपकरण जीवन। स्टील का उपयोग सिक्का छिद्रण उपकरण, कटलरी के निर्माण में उपयोग किए जाने वाले छिद्रण और छिद्रण मिलों, बड़ी सामग्री को काटने के लिए चाकू के लिए किया जाता है। ढाला आवेषण - उच्च प्रभाव प्रतिरोध, उच्च आयामी स्थिरता, दर्पण खत्म।
ऑस्टेनिटिक स्टील को कुचलने पर मजबूत करने की बहुत अधिक प्रवृत्ति होती है। उपकरण काटने के लिए उपयोग किया जाने वाला स्टील, छिद्रण और मुद्रांकन मर जाता है और मर जाता है, प्लास्टिक उत्पादों के लिए छोटे मोल्ड जहां उच्च घर्षण प्रतिरोध की आवश्यकता नहीं होती है, लकड़ी के उपकरण, कागज और लकड़ी काटने वाले चाकू उच्च कठोरता, घर्षण प्रतिरोध और कठोरता के साथ।
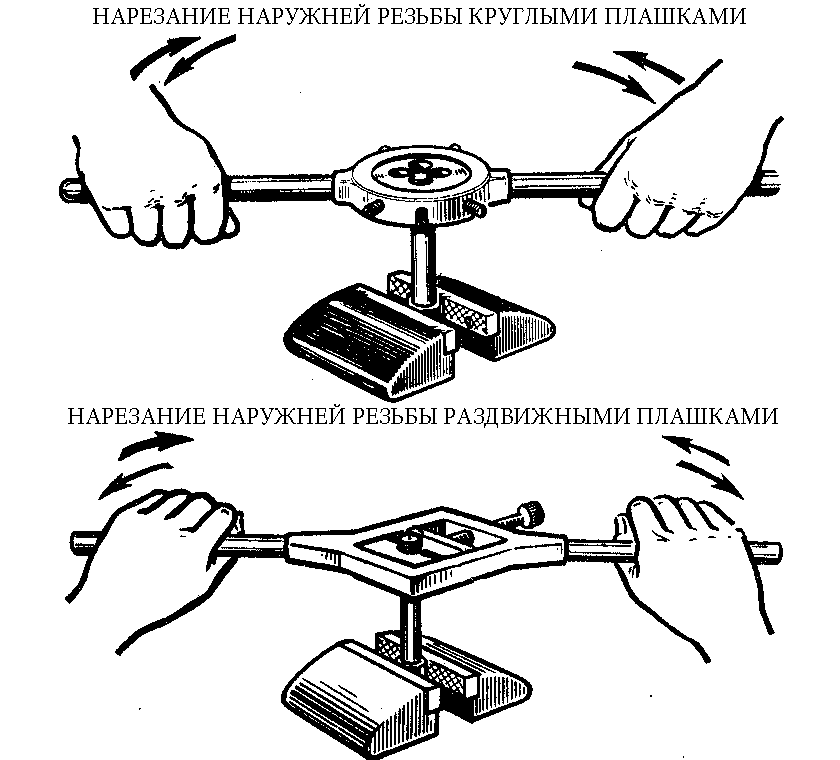
बाहरी धागा काटना
बोल्ट, रॉड और स्क्रू पर बाहरी धागे को मैन्युअल रूप से डाई में काटा जाता है।
डिवाइस के आधार पर उन्हें अलग करें:
- प्रिज्मीय;
- गोल;
- फिसलने;
- पूरा का पूरा।
प्रिज्मीय में समान हिस्सों की एक जोड़ी होती है, जो एक स्क्रू कैप में हैंडल के साथ एक फ्रेम के रूप में लगाई जाती है। इन मरने के दो बाहरी किनारों पर क्लुप के प्रिज्मीय अनुमानों के लिए प्रिज्मीय खांचे हैं।
उच्च शक्ति वाले स्टील पाउडर का उपयोग कोल्ड वर्किंग और कटिंग टूल स्टील के रूप में किया जाता है। विभिन्न तत्वों को ठीक करने वाले स्क्रू के मामले में, टूटे हुए धागों को बचाने का कोई मतलब नहीं है। इस पेंच को एक नट द्वारा दूसरे से बदल दिया जाता है, और समस्या का अस्तित्व समाप्त हो जाता है। इससे भी बदतर, जब इंजन ब्लॉक, गियरबॉक्स हाउसिंग या अन्य महत्वपूर्ण और महंगे हिस्से में धागा टूट जाता है। यदि यह एक अंधे छेद में है, अर्थात अंधा है, और इसके साथ बातचीत करने वाले पेंच का व्यास महत्वपूर्ण नहीं है, तो आप इसे श्रृंखला के बड़े "आकार" में डालने का प्रयास कर सकते हैं।
प्रिज्मीय डाई में समान हिस्सों की एक जोड़ी होती है, जो हैंडल के साथ एक फ्रेम के रूप में स्क्रू से जुड़ी होती हैं।
स्लाइडिंग डाई को क्लुप में स्थापित किया जाता है ताकि इसके भागों की संख्या फ्रेम पर समान संख्याओं के विपरीत हो। नहीं तो गलत निकलेगा। उन्हें एक निश्चित पेंच के साथ बांधा जाता है। डाई और स्टॉप स्क्रू के बीच एक स्टील क्रैकर प्लेट लगाई जाती है ताकि स्क्रू से दबाने पर वह फटे नहीं।
छेद के माध्यम से मत बनाओ, जैसे गियर तेल जोड़ने या निकालने के लिए, गियरबॉक्स और अंतर के लिए तेल स्तर की चौकियों, नाली के छेद इंजन तेलआदि। परिणामी धागा पैठ संसेचन के दौरान गंभीर चोट का कारण बन सकता है। क्षति।
स्क्रू और नट्स जिन्हें बदला नहीं जा सकता, उदाहरण के लिए उनके विशेष आकार या उपयोग के कारण, दो तरह से बचाया जा सकता है। कभी-कभी यांत्रिकी बड़े आकार के स्क्रू और नट कहलाते हैं, जिनका थ्रेडेड हिस्सा नियमित स्क्रू से थोड़ा बड़ा होता है। स्क्रू और नट दोनों कुल आयामहमेशा की तरह एक ही थ्रेड पिच है, इसलिए उनका उपयोग बिना किसी समस्या के किया जा सकता है। उन्हें घुमाते समय, आपको इसे बहुत सावधानी से, समझदारी से करना चाहिए, धागे के अवशेषों को हिट करने की कोशिश करना।
राउंड डाई को एक जोड़ी या दो जोड़ी थ्रस्ट स्क्रू के साथ आसान-पकड़ वाले रिंच में बांधा जाता है।
एक स्लाइडिंग किस्म की मदद से, रॉड के व्यास में मामूली विचलन होने पर थ्रेडिंग की जा सकती है, जिसे गोल ठोस डाई में काटते समय अनुमति नहीं दी जानी चाहिए। छड़ के एक छोटे व्यास के साथ, एक अधूरा धागा प्राप्त किया जाएगा, एक बड़ा - सम।
पेंच धागे और छेद पकड़े गए हैं या नहीं, अपनी उंगलियों के नीचे महसूस करने के लिए, उन्हें हाथ से पेंच करना सबसे अच्छा है, बिना रिंच या अन्य उपकरणों के। यदि वे काम नहीं करते हैं, तो एक बड़ा पेंच थ्रेडेड थ्रेड अवशेषों को हटा सकता है, जिससे छेद बढ़ जाता है, और फिर इसकी मरम्मत करना बहुत महंगा हो सकता है। एक बार जब आप पाते हैं कि धागे के तार एक दूसरे के ऊपर हैं, तो आप सही उपकरण के साथ कसने को समाप्त कर सकते हैं। इसे बड़ी संवेदनशीलता के साथ किया जाना चाहिए।
इस तरह के धागे का पुनर्जनन अस्वीकार्य है जब पेंच भारी भार के अधीन होता है, उदाहरण के लिए एक पैड संलग्न करके जिस पर वह टिकी हुई है। थ्रेडिंग टूल किसी भी अच्छे टूल स्टोर पर खरीदे जा सकते हैं। टूटे हुए धागों को बचाने का एक और तरीका है, विशेष रूप से तेल नाली प्लग में, गैस को सील करने के लिए इस्तेमाल किए जाने वाले टेफ्लॉन टेप की कई परतों के साथ धागा अवशेष है। हाइड्रोलिक सिस्टम. मोटे टेप का प्रयोग करें। नियमित या दक्षिणावर्त धागे के लिए, इसे दक्षिणावर्त स्वाइप करें।
आंतरिक धागा काटना
मैन्युअल रूप से, आंतरिक धागे को कॉलर में डाले गए नल का उपयोग करके काटा जाता है।
नल में एक चम्फर (इसका अंत) होता है, जिसे काटने के लिए आवश्यक होता है, एक कैलिब्रेटिंग भाग (मध्य) - एक छेद को कैलिब्रेट करने और काटने के लिए मार्गदर्शन करने के लिए, और एक पूंछ, अनुभाग में एक वर्ग सिर के साथ, कॉलर में टैप रखने के लिए काटते समय।
आपको प्रयोगात्मक रूप से टेफ्लॉन टेप की परतों की संख्या का चयन करना चाहिए ताकि पेंच छेद में ध्यान देने योग्य प्रतिरोध के साथ पेंच हो जाए। आपके द्वारा इसे चालू करने के बाद, आपको टेप को एक नए में बदलने की आवश्यकता है। पुराना पुन: उपयोग के लिए उपयुक्त नहीं है!
स्थापना कार्य उतना श्रमसाध्य नहीं होगा जितना कि उच्च गुणवत्ता वाले विशेष उपकरणों का उपयोग करना। इंस्टॉलर पारंपरिक कंपनियों के सिद्ध उपकरणों की सबसे अधिक सराहना करते हैं। चाबियों का सबसे महत्वपूर्ण कार्य तत्व जबड़े हैं। उच्च गुणवत्ता वाले जबड़े विशेष रूप से कठोर उपकरण स्टील से बने होते हैं। चूंकि इसे नग्न आंखों से सत्यापित नहीं किया जा सकता है, इसलिए प्रतिष्ठित कंपनियों से चाबियां खरीदना बेहतर है। जबड़ों को चाबियों में बदलना सुनिश्चित करें। मेम्बिबल के नीचे संपीड़न वसंत की गुणवत्ता भी उतनी ही महत्वपूर्ण है।
अपूर्ण से इंच फिक्सिंग या पूर्ण मीट्रिक किस्मों पर स्विच करते समय, नल के एक सेट का उपयोग किया जाता है: विभिन्न गहराई के लिए तीन नल।
धागा मूल बातें
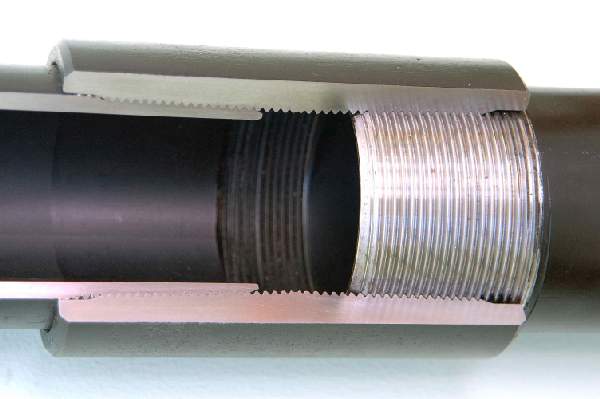
गैस की आपूर्ति के लिए पानी के पाइप और पाइप का कनेक्शन इस तरह से किया जाता है कि बेलनाकार पाइप के धागे उनके सिरों पर लुढ़क जाते हैं या कट जाते हैं।पाइप के सिरे फिटिंग के माध्यम से एक दूसरे से जुड़े होते हैं।
पानी और गैस पाइप को जोड़ते समय एक लंबे और छोटे बेलनाकार धागे का उपयोग किया जाता है। अंतिम दो मोड़ों को रन कहा जाता है। यह डाई के डिजाइन के कारण बनता है, जिसके पहले मोड़ काउंटरसंक हैं। रन-ऑफ पाइप पर युग्मन को जाम करना संभव बनाता है, जो सीलिंग सामग्री के साथ कनेक्शन की मजबूती की गारंटी देता है।
शॉर्ट टाइप की लंबाई कपलिंग की आधी लंबाई से थोड़ी कम होनी चाहिए। इस मामले में, कनेक्ट किए जाने वाले पाइपों के सिरों के बीच 2-3 मिमी का अंतर रहेगा, जिससे रन-ऑफ पर युग्मन को जाम करना संभव हो जाएगा। फिटिंग का उपयोग करके स्थायी कनेक्शन के लिए, एक छोटी किस्म का उपयोग किया जाता है। इस तरह के कनेक्शन को पाइप को काटकर ही स्थापित पाइपलाइन पर काटा जा सकता है।
मिश्रण पानी के पाइपऔर गैस आपूर्ति पाइप इस तरह से बनाए जाते हैं कि बेलनाकार पाइप के धागे उनके सिरों पर लुढ़के या काटे जाते हैं। पाइप के सिरे फिटिंग के माध्यम से एक दूसरे से जुड़े होते हैं।
इकट्ठे पाइपों को एक ही समय में काटे बिना अलग करने के लिए, एक स्क्वीजी का उपयोग किया जाता है। इसमें एक लॉक नट, एक कपलिंग और एक लंबा धागा होता है। इसकी लंबाई इतनी होनी चाहिए कि, ड्राइव को कनेक्ट करते समय, युग्मन और लॉक नट को उस पर स्वतंत्र रूप से खराब किया जा सके।
लंबे और छोटे धागों के आयाम पाइप के व्यास के आधार पर भिन्न होते हैं।
धातु को बचाने के लिए, गैस की आपूर्ति और हीटिंग सिस्टम में पतली दीवार वाले पाइप का उपयोग किया जाता है। चूंकि इन पाइपों में पानी के पाइपों की तुलना में दीवार की मोटाई कम होती है, इसलिए पाइपों पर धागे लुढ़क जाते हैं, जबकि इन पाइपों की महत्वपूर्ण दीवार की मोटाई पानी और गैस पाइप पर पाइप के धागे को काटते समय से कम नहीं होनी चाहिए।
हाथ सूत्रण उपकरण
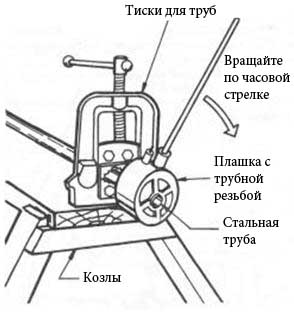
थ्रेडिंग पाइप के लिए क्लैंप
छोटे आयतन वाले पाइपों पर, बाहरी धागों को मैन्युअल रूप से पाइप डाई कटर का उपयोग करके, स्लाइडिंग और नॉन-स्लाइडिंग डाई का उपयोग करके काटा जाता है। इस प्रयोजन के लिए, पाइप को क्लैंप में जकड़ दिया जाता है, पाइप के सिरे को एक फाइल से स्केल से साफ किया जाता है, जिसके बाद कटे हुए हिस्से को सुखाने वाले तेल या सल्फोफ्रेसोल से चिकनाई की जाती है। पाइप पर एक विशेष उपकरण लगाया जाता है - स्लाइडिंग मरने वाला एक क्लुप, और एक मैलेट के साथ योजना-वॉशर हैंडल पर हल्के वार के साथ, गाइड मर जाता है पाइप के करीब लाया जाता है और लॉकिंग बोल्ट के साथ तय किया जाता है। साथ ही, फेसप्लेट के जोखिम पर ध्यान केंद्रित करते हुए, कटिंग डाई संलग्न हैं। फिर वे टूल को दबाते हुए उसे दक्षिणावर्त घुमाने लगते हैं।
पाइप डाई की बॉडी में एक तरफ कटिंग डाई के लिए चार छेद होते हैं और दूसरी तरफ गाइड के लिए तीन छेद होते हैं।
पाइप डाई की बॉडी में एक तरफ कटिंग डाई के लिए चार छेद होते हैं और दूसरी तरफ गाइड के लिए तीन छेद होते हैं। गाइड काटने से मर जाता है और योजना वाशर को एक साथ लाता है, जो शरीर पर क्लैंपिंग के छल्ले के साथ बांधा जाता है। शरीर से सटे हुए विमानों में, योजना वाशर में सर्पिल खांचे होते हैं जिसमें डाई पिन प्रवेश करते हैं। यदि आप वॉशर को घुमाते हैं, तो पिन सर्पिल खांचे के साथ स्लाइड करेंगे और मर जाते हैं (यदि आप वॉशर को बाईं ओर घुमाते हैं) या, इसके विपरीत, विचलन करेंगे (यदि आप वॉशर को दाईं ओर मोड़ते हैं)। जब डाई को वांछित स्थिति में सेट किया जाता है, तो योजना वॉशर को क्लैंपिंग बोल्ट के साथ तय किया जाता है।
पाइप डाई सेट कटिंग डाई के सेट की एक जोड़ी के साथ बनाए जाते हैं: 15 या 20 मिमी के व्यास के साथ पाइप पर काटने के लिए और 25, 32, 38 और 50 मिमी के व्यास के साथ काटने के लिए।
पाइप मरने के लिए, रेडियल एक तरफा या रेडियल दो तरफा मरने का उपयोग किया जाता है। 4 पीसी में मर जाते हैं। शामिल। प्रत्येक में एक व्यास के साथ एक पदनाम और 1 से 4 तक एक सीरियल नंबर होता है। स्क्रू सेट के शरीर पर प्रत्येक स्लॉट में संबंधित संख्याएं होती हैं। पाइप में प्रत्येक पाइप व्यास के लिए विनिमेय आस्तीन होते हैं, जो गाइड निकला हुआ किनारा में स्थित होते हैं और एक स्क्रू के साथ बांधा जाता है। उत्तरार्द्ध को शरीर पर शिकंजा के साथ बांधा जाता है, जहां संबंधित प्लेट नंबर स्थापित होते हैं।
पाइप डाई कटर का एक फायदा है - पाइप पर परिणामी धागे की शुद्धता और संरचना की ताकत। उनका नुकसान सावधानीपूर्वक रखरखाव और एक बड़े द्रव्यमान की आवश्यकता है।
50 मिमी के धागे को काटते समय, आपको गाइड के मरने को 180 , यानी शॉर्ट साइड (स्टड से) के साथ डाई के अंदर मोड़कर पुनर्व्यवस्थित करने की आवश्यकता होती है।
पाइप धागे काटने के लिए क्लुप्पी मेवस्की
मेवस्की के क्लूप जैसे उपकरण का भी उपयोग किया जाता है। मेव्स्की के क्लप्स में स्प्लिट डाईज हैं, जिसमें दो भाग होते हैं। मरने का एक अलग सेट एक विशिष्ट पाइप व्यास से मेल खाता है। मरने और सॉकेट में इंगित संख्या के अनुसार, शरीर पर चिह्नित जोखिमों के अनुसार शरीर के सॉकेट में और वांछित आकार के लिए मरने पर शिकंजा के साथ स्थापित किया जाता है। स्क्रू के साथ तय किया गया एक लगातार कवर मरने पर रखा जाता है।
यह उपकरण दो आकारों में निर्मित होता है: 15 और 20 मिमी (नंबर 1) के व्यास के साथ थ्रेडिंग के लिए और 25 और 32 मिमी (नंबर 2) के व्यास के लिए।
इस तरह के एक उपकरण के निम्नलिखित फायदे हैं: डिजाइन और रखरखाव की सादगी, कम वजन, जल्दी से मरने की क्षमता।
पाइपों को फैलाने के लिए शाफ़्ट डाई कटर
इस उपकरण का उपयोग 25, 20 और 15 मिमी व्यास वाले धागों को काटने के लिए किया जाता है। विनिमेय मरने वाला सिर उसके शरीर से जुड़ा होता है। सिर के निचले आधे हिस्से में एक शाफ़्ट व्हील होता है, जो मुड़ने पर डाई के सिर को घुमाता है और मर जाता है।
शाफ़्ट की एक जोड़ी क्लुप के शरीर से जुड़ी होती है, जो गालों से बंद होती है। हैंडल की मदद से स्क्रू हेड घूमता है। शाफ़्ट चालू होने के साथ हैंडल के हिलने-डुलने के माध्यम से कटिंग होती है। काटने के अंत में, एक शाफ़्ट चालू किया जाता है, जो शाफ़्ट व्हील के दांतों पर पकड़ लेता है जब हैंडल स्विंग करता है और गोल मर जाता है। उन जगहों पर शाफ़्ट डाई की मदद से काटना संभव है जहां पारंपरिक उपकरण का उपयोग करना असंभव है। यह नवीकरण कार्य के दौरान विशेष रूप से सच है।
एक पाइप के धागे को काटने के लिए, क्लैंप में पाइप को इस तरह से जकड़ा जाता है कि उसका कटा हुआ उभरा हुआ सिरा छोटा हो। काटते समय पाइप का लंबा सिरा झुक सकता है। थ्रेडेड एंड का अंतिम चेहरा थ्रेडेड पाइप की धुरी के समकोण पर होना चाहिए। उपकरण को पाइप पर गाइड के छल्ले के साथ स्थापित किया जाता है या गाइड इस तरह से मर जाता है कि काटने के लिए 1-2 धागे (मोड़) पाइप पर मर जाते हैं। डाई को ठंडा करने और उन्हें साफ रखने के लिए पाइपों पर धागों को तेल से चिकनाई दी जाती है। मरने के साथ काटने शुरू करने से पहले, आपको काटने वाले मरने की सही स्थापना की जांच करनी होगी, यानी मरने की संख्या शरीर में सॉकेट की संख्या से मेल खाती है या नहीं।
काटने के लिए, उपकरण को घुमाया जाता है और आगे खिलाया जाता है। एक पास में, 25 मिमी तक के व्यास वाले पाइपों पर, दो पासों में - 25 मिमी से अधिक के व्यास के साथ कटिंग होती है। डाई इन डाई को स्क्रू या प्लान वॉशर द्वारा एक साथ लाया जाता है।
काम के अंत में, पाइप क्लैंप को अलग किया जाना चाहिए, गंदगी और चिप्स से साफ किया जाना चाहिए, और खनिज तेल के साथ चिकनाई की जानी चाहिए। सप्ताह में एक बार, सूखे और चिपकने वाले तेल और गंदगी से उपकरण को साफ करने की सिफारिश की जाती है: इसके लिए आपको 0.5 किलो सूखा कास्टिक सोडा एक बाल्टी पानी में पतला करना होगा।
थ्रेडेड तत्वों वाले हिस्से मैकेनिकल इंजीनियरिंग में सबसे आम हैं, उनका हिस्सा कुल भागों का 60-70% है, और उपयोग किए जाने वाले धागे बहुत विविध हैं।
धागे भिन्न होते हैं:
मुख्य सतह के आकार के अनुसार:
बेलनाकार (बाहरी और आंतरिक) और शंक्वाकार (बाहरी और आंतरिक);
प्रोफाइल फार्म:
त्रिकोणीय (मीट्रिक और इंच), समलम्बाकार, आयताकार, जोर, गोल और विशेष;
धागे की दिशा में:
दायें और बाएँ;
झुकाव से:
एकल और एकाधिक;
सटीकता की डिग्री से (GOST 16093-81):
बाहरी थ्रेड्स के लिए - 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g और 8h;
आंतरिक धागे के लिए - 4H, 4H5H, 5H, 6H, 7H और 8H।
इसके अलावा, ऐसे धागे हैं जो फिसलने वाले घर्षण और रोलिंग घर्षण के साथ काम करते हैं। पूर्व में सभी पारंपरिक बेलनाकार और पतला धागे शामिल हैं, और बाद में गेंद और रोलर धागे शामिल हैं। धागे के प्रकार, इसके आयाम, मशीन की सतह की सटीकता और गुणवत्ता के लिए आवश्यकताओं के आधार पर, धागा प्राप्त करने के लिए विभिन्न तरीकों का उपयोग किया जाता है।
मूल सूत्रण विधियाँ
धागा तीन मुख्य विधियों द्वारा प्राप्त किया जाता है: ब्लेड टूल से काटना, अपघर्षक उपकरण से काटना और प्लास्टिक विरूपण (knurling)। धागा प्राप्त करने की स्वीकृत विधि के आधार पर, धागा बनाने के कई तरीके हैं (चित्र 1)।
1
चावल। 1. मूल सूत्रण विधियाँ: ए- पिरोया कटर; बी - सिंगल-थ्रेड डिस्क कटर; सी - सिंगल-थ्रेड एंड मिल; जी - सिंगल-स्ट्रैंड एंड मिल
2. मल्टी-थ्रेड टूल्स के साथ सिंगल-पास कटिंग की विधि: कॉम्ब्स, राउंड डाई, टैप्स, थ्रेड-कटिंग हेड्स, मल्टी-थ्रेड ग्राइंडिंग व्हील्स (बेलनाकार और शंक्वाकार)।
3. घूर्णन उपकरणों के साथ सिंगल-पास काटने की विधि: थ्रेडेड सिंगल-थ्रेड कटर (डिस्क अंजीर। बी, उंगली, अंत अंजीर। डी), भंवर सिर।
4. मल्टी-थ्रेड कटर से मिलिंग की विधि, जिसकी लंबाई काटे जा रहे धागे की लंबाई से अधिक हो, चौड़े रोलर्स के साथ थ्रेड रोलिंग या फ्लैट डाई।
पिरोया कटर
इस प्रकार का उपकरण स्क्रू-कटिंग लैथ, स्वचालित और अर्ध-स्वचालित मशीनों पर विभिन्न प्रोफाइल के बाहरी और आंतरिक धागे को काटने के लिए उपयोग किए जाने वाले सबसे आम थ्रेड बनाने वाले टूल में से एक है। डिजाइन में सबसे सरल, व्यापक रूप से उद्योग में उपयोग किया जाता है, कोर कटर हैं।
थ्रेडेड कटर के शीर्ष पर, निकासी कोण α=8…15 0 ; शीर्ष पर कोण ε=60 0 - मीट्रिक थ्रेड्स के लिए और ε=55 0 - इंच और पाइप थ्रेड्स के लिए। कार्बाइड कटर के लिए, शीर्ष पर कोण 1 0 -30 'थ्रेड प्रोफाइल के कोण से कम होता है क्योंकि उच्च गति काटने के दौरान धागे का कुछ "ब्रेक डाउन" होता है।
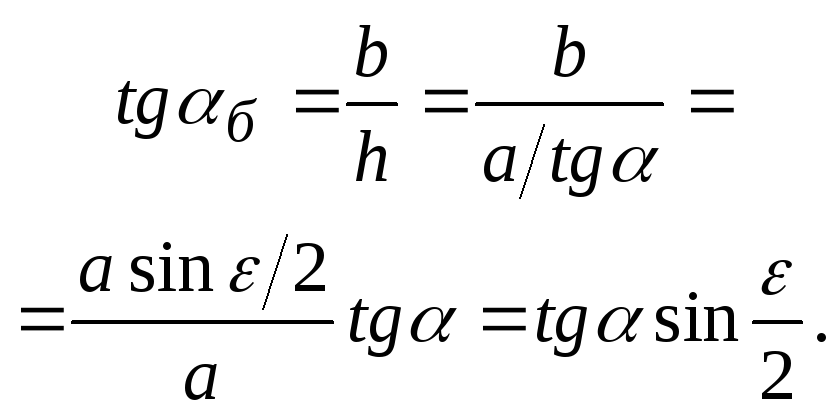
बी 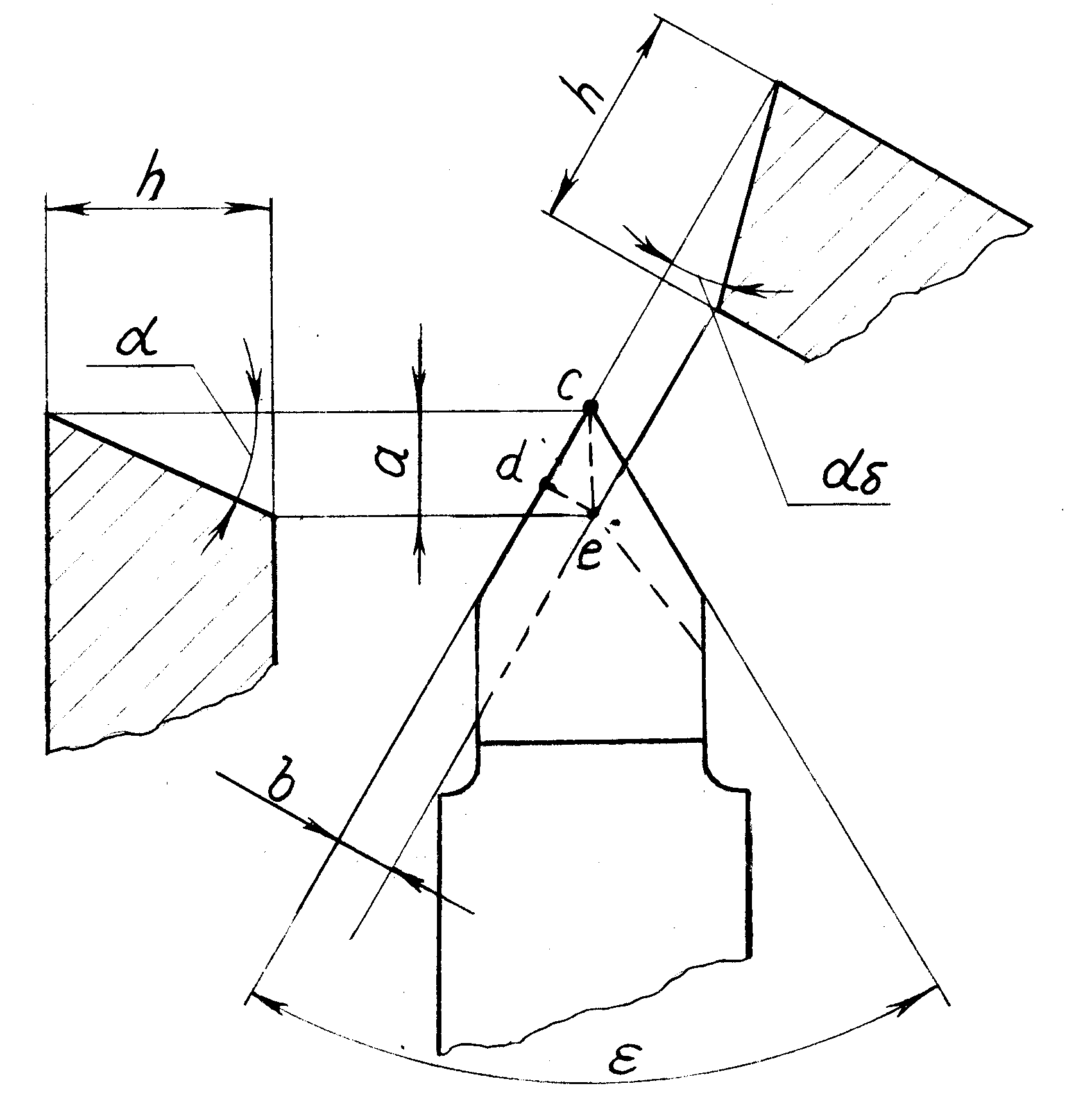 पार्श्व पीछे के कोण α b कोण पर निर्भर करते हैं
पार्श्व पीछे के कोण α b कोण पर निर्भर करते हैं  और सूत्र द्वारा स्थिर स्थिति में निर्धारित होते हैं (चित्र 2):
और सूत्र द्वारा स्थिर स्थिति में निर्धारित होते हैं (चित्र 2):
चावल। 2. थ्रेडेड कटर के पार्श्व निकासी कोण को निर्धारित करने की योजना
इस प्रक्रिया में, धागे के कोण के साथ काटने वाले किनारों के सापेक्ष आंदोलन के कारण पिछला कोण α b बदल जाता है। दाहिने धागे को काटते समय, बाएं ब्लेड पर पार्श्व राहत कोण α b घटता है, दाईं ओर यह कोण μ (चित्र 3,) से बढ़ता है। ए) (बाएं धागे के लिए - इसके विपरीत):यहाँ, कोण μ धागे के भीतरी व्यास पर धागे का कोण है (चित्र 3, ग)।
कोण μ का मान संबंध से निर्धारित होता है (चित्र 3, बी):
 .
.
आम तौर पर जब छोटे पिचों और मध्यम व्यास को थ्रेड करते हैं, तो किनारों पर निकासी कोण सही नहीं होते हैं। अत्याधिक आर(मल्टी-स्टार्ट थ्रेड्स), छोटे व्यास पर डी, जब ट्रेपोजॉइडल और आयताकार धागे (ऊंचाई का कोण μ महत्वपूर्ण मूल्यों तक पहुंचता है) को काटते हैं, तो साइड एंगल्स α b में परिवर्तन को ध्यान में रखना आवश्यक है और तेज करते समय इस परिस्थिति को ध्यान में रखना चाहिए।
पर 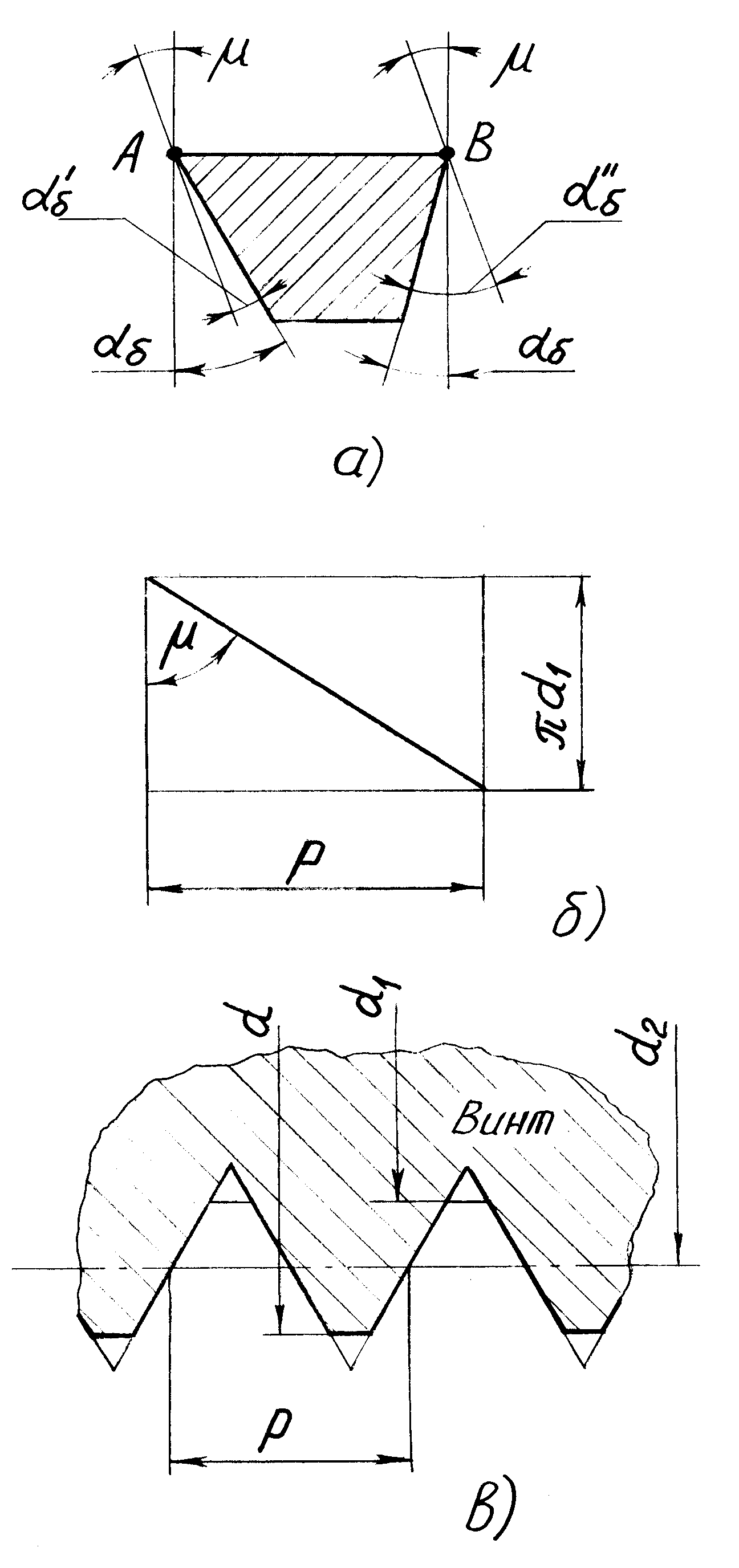 तीव्र कोण वाले धागों के लिए कटर, μ के छोटे होने के कारण, दोनों तरफ काटने वाले किनारों पर कोण समान बनाए जाते हैं।
तीव्र कोण वाले धागों के लिए कटर, μ के छोटे होने के कारण, दोनों तरफ काटने वाले किनारों पर कोण समान बनाए जाते हैं।
पूर्व-काटने के लिए थ्रेडेड कटर के सामने के कोण को संसाधित की जा रही सामग्री के आधार पर चुना जाता है और γ=5…25 0 के भीतर सेट किया जाता है।
फिनिशिंग कटर के लिए, थ्रेड प्रोफाइल के विरूपण से बचने के लिए, रेक कोण γ=0. एक रेक कोण के साथ थ्रेडेड कटर का प्रोफ़ाइल जो शून्य के बराबर नहीं है, काटे जा रहे धागे के प्रोफ़ाइल से भिन्न होता है और इसे पीछे की सतह की दिशा (चित्र 4) के सामान्य अनुभाग में निर्दिष्ट किया जाना चाहिए। इस मामले में, कटर प्रोफ़ाइल की ऊंचाई और प्रोफ़ाइल कोण की गणना करना आवश्यक है खंड बी-बी.
जैसा कि गणना के लिए प्रारंभिक डेटा दिया गया है:
α और γ - कटर के पीछे और सामने के कोने,
चावल। 3. थ्रेडेड कटर के पार्श्व पीछे के कोणों को निर्धारित करने की योजना
एच- व्यास में थ्रेड प्रोफाइल की सैद्धांतिक ऊंचाई खंड ए-एएक तेज बिंदु पर धागा,ε ![]() - थ्रेड प्रोफाइल कोण,
- थ्रेड प्रोफाइल कोण,
आर- चूड़ीदार पेंच।
एच पी = ईसा पूर्व= एबी पाप= एबीसीओएस(α + γ ) ; (1)
एबी = बीडी-एडी (Δ-किओओडीबीतथाओडीए); (2)
एडी = आर 1 cos (∆-प्रतिओडीए); (3)
 ;
(4)
;
(4)
ओबी = आर; ओडी = आर 1 पापी; (Δ- प्रतिओडीए) (5)
 (6)
(6)
(6) और (3) को (2) में बदलें:
(7) और (1) को ध्यान में रखते हुए, हम प्राप्त करते हैं:
चावल। 4. एक थ्रेडेड कटर की प्रोफाइल को आयाम देना
त्रिभुज से एबीसी(चित्र 3.4 में खंड क्षेत्र बी-बी) हमारे पास है:
 (9)
(9)
सूत्रों (8) और (9) में: एच पी- खंड -В (एक तेज शीर्ष तक) में धागे की सैद्धांतिक ऊंचाई; आरतथा आर 1 - धागे के बाहरी और भीतरी व्यास बनाने वाली त्रिज्या; पी- चूड़ीदार पेंच।
अगर λ=0 0 , तो आयाम एच पीतथा ε पीखंड В-В में सूत्र द्वारा निर्धारित किया जाता है:
 (10)
(10)
इसी तरह (9) खंड ए-ए में प्रोफाइल कोण के लिए हमारे पास है:
 (11)
(11)
(9) और (11) की तुलना करना और के बजाय (9) में प्रतिस्थापित करना एच पीइसका अर्थ हकोस, हम पाते हैं:
 ;
;
 ,
,
 (12)
(12)
 .
.
वी 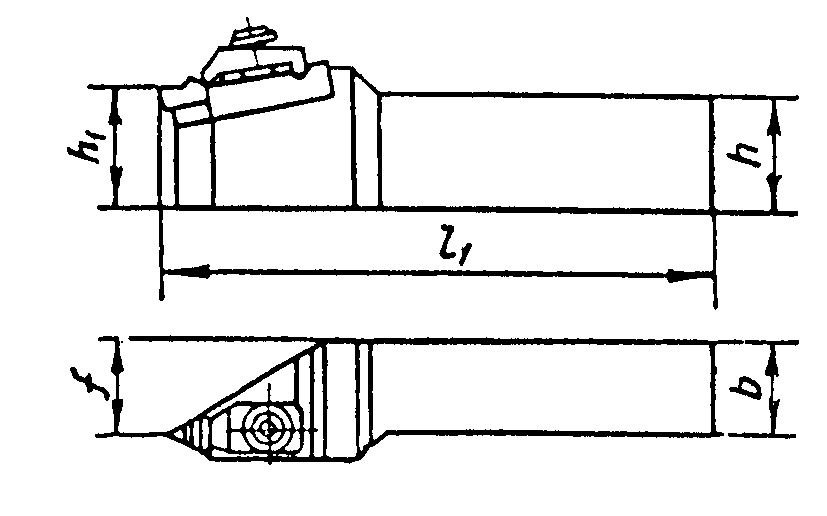 घरेलू और विदेशी उद्योग में, बदली कार्बाइड आवेषण के यांत्रिक बन्धन के साथ पूर्वनिर्मित थ्रेडेड कटर का व्यापक रूप से उपयोग किया जाता है।
घरेलू और विदेशी उद्योग में, बदली कार्बाइड आवेषण के यांत्रिक बन्धन के साथ पूर्वनिर्मित थ्रेडेड कटर का व्यापक रूप से उपयोग किया जाता है।
आर
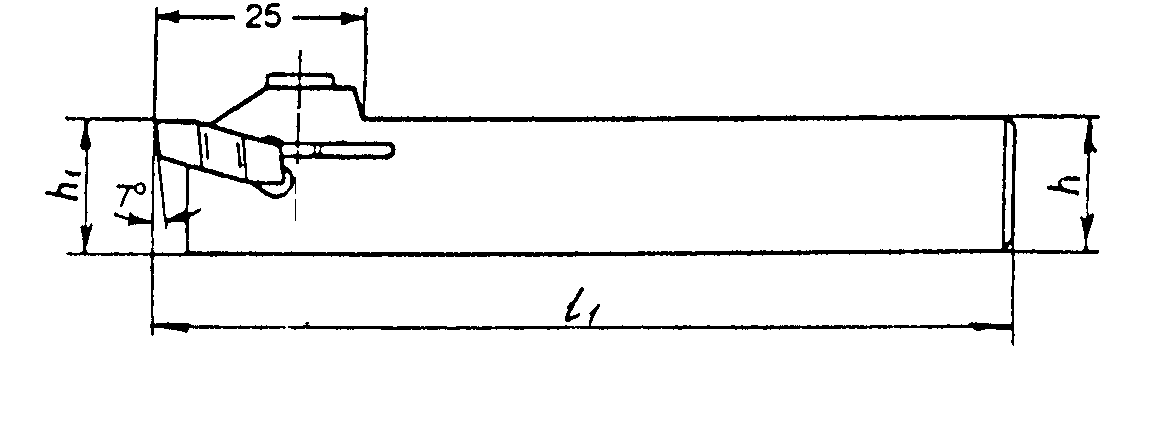
चावल। 5. मीट्रिक धागे काटने के लिए रंबिक आवेषण के यांत्रिक बन्धन के साथ थ्रेडेड कटर
होल्डर के एक ब्लाइंड सॉकेट में एक रोम्बिक कार्बाइड इंसर्ट लगाया जाता है, जिसे दो साइड बेस सतहों पर एक कील के साथ तय किया जाता है और कार्बाइड सपोर्ट के खिलाफ दबाया जाता है।
इस डिज़ाइन के कटर को पिच के साथ मीट्रिक धागे काटने के लिए डिज़ाइन किया गया है पी=1.5...6.0 मिमी और समग्र आयाम हैं बी× एच=(16x20)...(25x40)मिमी और मैं 1 =125...200मिमी।
स्वीडिश कंपनी सैंडविक कोरोमैंट दो प्रकार के बदली गैर-पुनर्नवीनीकरण योग्य आवेषण (एसआरआई) के साथ थ्रेडिंग कटर का उत्पादन करती है: यंत्रवत् एक स्क्रू (छवि 6, ए) और एक कील बन्धन (छवि 6, बी) के साथ बन्धन।
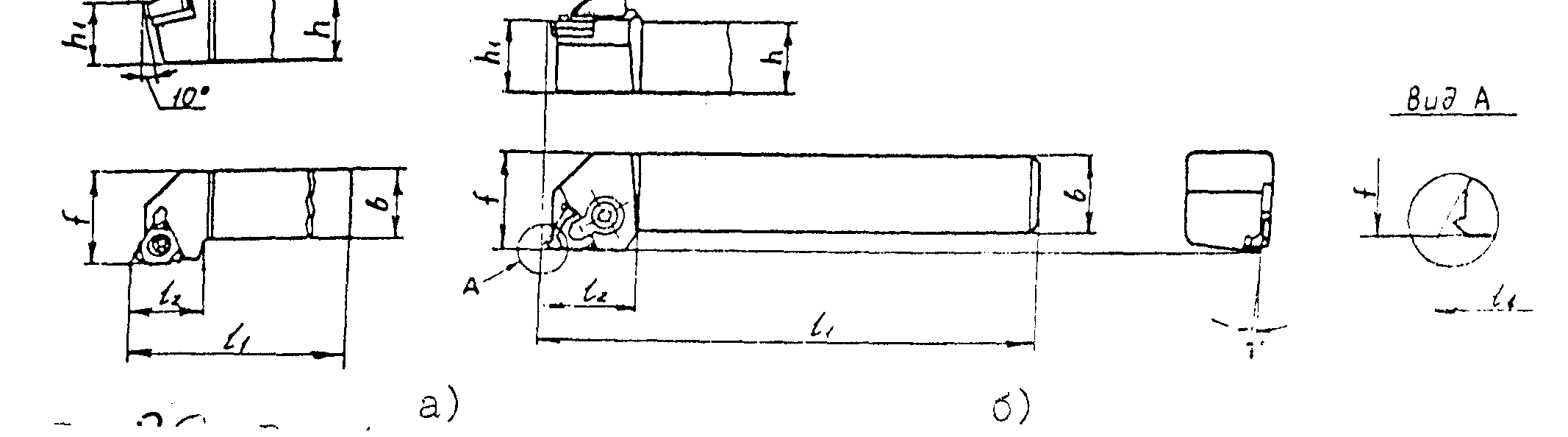
चावल। 6. यांत्रिक बन्धन के साथ थ्रेडेड कटर एसएनपी: एक पेंच के साथ बन्धन (ए) और एक कील के साथ बन्धन (बी)
इस कंपनी के कटर के कटिंग इंसर्ट में तीन वर्किंग टॉप हैं; उनमें से प्रत्येक पर 60 0 के कोण के साथ एक धागा दांत होता है (चित्र 6 बी, देखें ए), चिप तोड़ने वाले खांचे के साथ और उनके बिना। प्लेटों को या तो एक स्क्रू या क्लैंप के साथ बांधा जाता है।
तथा चावल। 7. स्पर्शरेखा स्थित एसएनपी के यांत्रिक बन्धन के साथ पिरोया कटर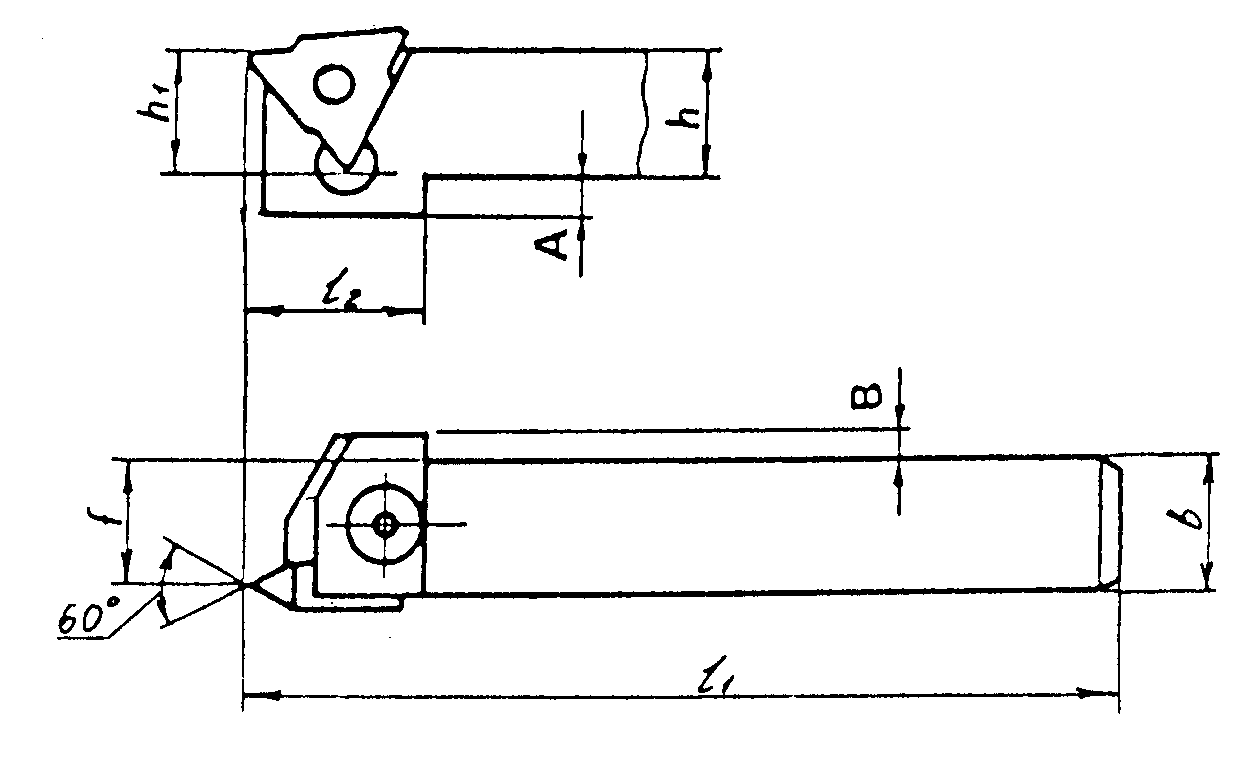
वू चावल। यांत्रिक के साथ बाहरी मशीनिंग के लिए 8 थ्रेड कटर बन्धन एसएनपी