Įrankis išoriniams sriegiams pjauti. Vidinių ir išorinių sriegių pjovimo įrankiai. Čiaupai. Miršta. Kas yra siūlų pjovimas
Pridėti prie žymių
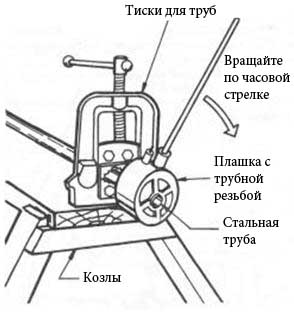
Pjaustymas vamzdžio sriegis rankiniu būdu
Kas yra siūlų pjovimas?
Įsriegimas – tai detalės skylės arba koto apdirbimas naudojant specialų įsriegimo įrankį, siekiant gauti vidinį arba išorinį srieginį sriegį, kurį sudaro išsikišimai-ritės ir pakaitiniai sraigtiniai grioveliai.
Tinklo priekinės dalys yra su siaurėjančiais tvarsčiais ir aksominiais apvaliais lankeliais išorėje ir veidu į viršų. Apdirbimo staklės Staklės yra tekinimo staklės, revolveriai ir automatinės tekinimo staklės, kuriose peiliams naudojami ašmenys, ritės, akių vokai, galvos juostos ir metmenų galvutės. Siuvinėti interjero brėžiniai dažnai daromi ant grąžtų. Norėdami sukurti stiprius tonus, nugaroje naudojame apsiaustą. Ekranų šlifavimui naudojame šlifuoklį ant užuolaidų.
Pirmoji pažymėta viena juostele, kitos dvi, su kalibrais galima rasti arba tris juosteles arba garso signalus be žymėjimo. Tai palengvina laipsnišką atskirų elementų pasirinkimą eksploatacijos metu. Smulkiagrūdžiuose veidrodžiuose yra tik du įrankiai. Jie naudojami plonoms medžiagoms, tokioms kaip lakštinis metalas, susiūti. To paties storio medžiaga veiks stipriau, todėl bus daugiau paviršiaus varžtui ir laikiklio medžiagai laikyti.
Sriegimas – tai detalės skylės arba koto apdirbimas naudojant specialų sriegimo įrankį.
Pjaunami vamzdžiai, veržlės, varžtai, naudojami nuimamose dujotiekio jungtyse ir įvairiose įrangos dalyse. Jei vamzdyną montuojate rankiniu būdu iš vamzdžių, kurie nėra įsriegti, jums bus naudinga žinoti, kaip rankiniu būdu nupjauti vamzdžio sriegius.
Jis lygina atskiras medžiagas. „Pigiausios įrankių plieno juostos, bet jei namuose jas naudosite tik kartą, greičiausiai nenaudosite HSS kokybės“, – sako jis. Pagal šią funkciją rasite papildomų specifikacijų, iš kurių galėsite rinktis. Kadangi daugiausia kalbama apie švelnias uolas, rinkinyje yra tik du įrankiai. Tik jei norėsi pataisyti kokį užsienietišką gaminį, tai praktikoje sutiksi su amerikietiškais dėklais, jei tokių, su švelniu kritimu, daugiau naudotų mašinistų, kurie kuria ryšulį Amerikai, bet jie naudos daugiau mechaninių brėžinių, bet tai tiesa Net ir darbo krūvis šioje srityje yra didžiulis, todėl nėra problemų įsigyti rankų darbo drabužių gamybos įrankius, taip pat anglų mūšį, kuris vis dar surenkamas pagal tradicinius standartus – nuo metrinės miglos iki inversinės geometrijos“, – aiškina Peslas.
Pagrindiniai siūlų elementai yra šie:
- gylis;
- profilis;
- profilio kampas;
- vidinis, vidurinis ir išorinis skersmuo.
Būtinos sąvokos apie drožybą
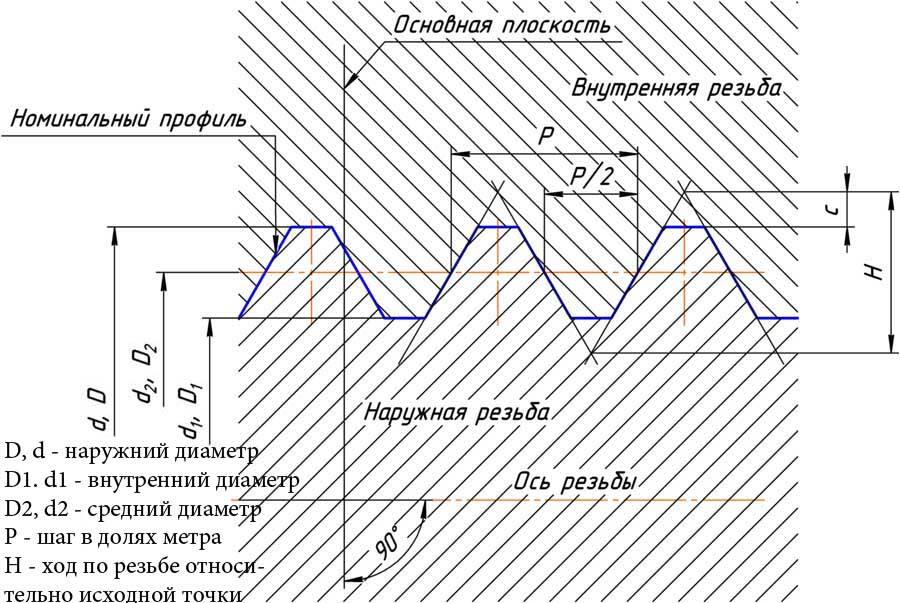
Išorinio cilindrinio sriegio pjovimo schema, pagrįsta metriniu sriegiu viršūnėje, kurios kampas lygus 60 laipsnių.
Siūlų valcavimas yra šalto arba karšto formavimo būdas. Šiuo metodu galite sukurti tiek vidinius, tiek išorinius sriegius, metrikas ir colius su skirtingomis srauto kontūro formomis. Atsižvelgdami į jūsų poreikius, turite pasirinkti tinkamą įrankį.
Siūlai apdorojami naudojant galvutes, plokščius žandikaulius arba planetinius įspaudus. Labai svarbu pasirinkti strypo skersmenį, iš kurio bus gaminami siūlai. Nuo to priklauso galutinio gaminio skersmuo. Poveikis jam yra sriegio galiukas, suformuotas pagal įrankio išspaudžiamos medžiagos srautą. Jei ruošinio skersmuo yra per mažas, antgalis nebus visiškai suformuotas. Jei per didelis, kyla pavojus sugadinti įrankį arba padaryti siūlus, kurių matmenys neatitinka konstrukcijos.
Profilis yra ritės skerspjūvio forma. Priklausomai nuo profilio skiriamos stačiakampės, trikampės, trapecijos ir kt. Trikampis naudojamas tik montuojant sanitarinę sistemą ir dalis.
Be to, siūlas skirstomas priklausomai nuo posūkio krypties į kairę ir dešinę.
Priklausomai nuo sriegio paskirties, yra specialūs ir tvirtinimo siūlai. Tvirtinimo detalės yra trikampės, o specialios - stačiakampės ir tt Trikampė yra tvirtinimo detalė, nes supjaustoma į tvirtinimo detales: varžtus, veržles, varžtus. Sriegio žingsnis yra atstumas tarp gretimų posūkių pagrindų arba viršūnių.
Pagrindinis sriegio valcavimo pranašumas yra tai, kad apdirbimo procese nėra drožlių. Dėl to gatavame produkte nėra priemaišų. Tokie siūlai taip pat pasižymi dideliu stiprumu, nes apdorojant medžiagos pluoštai nepažeidžiami ir neįpjaunami, o medžiaga dar labiau sutvirtina gniuždant. Dėl to padidėja sriegio stiprumas. Jie taip pat turi labai mažą paviršiaus šiurkštumą, o tai neįmanoma apdirbant.
Plastiko apdirbimo trūkumas yra galimybė valcuoti tik lengvai deformuojamas medžiagas. Tai sukelia sunkumų apdorojant kai kurias medžiagas. Jų atveju geriau naudoti ertmę. Mūsų įmonėje mes užsiimame sriegių valcavimu profesionaliais valcavimo staklynais. Tai leidžia optimizuoti procesą. Specializuotų įrankių naudojimas garantuoja ir gamybos greitį, todėl galime suteikti trumpam laikui egzekucija. Tokiu būdu pagaminti siūlai išlaiko aukštos kokybės ir tikslumas.
Profilio kampas – kampas, kurį sudaro susikertantys posūkių šoniniai paviršiai (kraštinės).
Atstumas nuo pagrindo iki viršaus vadinamas sriegio gyliu.
Išorinis skersmuo - atstumas tarp dviejų sriegio pusių taškų, esančių priešais. Vidinis skersmuo yra atstumas tarp priešingų kraštų pagrindų. Atstumas tarp pagrindo ir priešingos pusės viršaus vadinamas vidutiniu skersmeniu.
Šioje svetainėje naudojami slapukai ir panašios technologijos
Nekeisdami naršyklės nustatymų sutinkate su tuo. Naudodamasis Svetaine, Vartotojas nereikalauja pateikti jokių duomenų, kurie galėtų jį identifikuoti. Visų pirma, virusai ar kita nepageidaujama ar kenkėjiška programinė įranga negali įsiskverbti į vartotojo įrenginius. Naršyklės seanso pabaiga arba įrenginio išjungimas nepašalina jo iš vartotojo įrenginio.
- Išsaugota informacija visam laikui ištrinama iš įrenginio atminties.
- Galite perskaityti šias taisykles.
Ryšys tarp sriegio gylio, jo žingsnio ir posūkių skaičiaus yra toks: kuo mažesnis žingsnis, tuo mažesnis gylis ir didesnis apsisukimų (sriegių) skaičius sriegio ilgio vienetui, ir atitinkamai priešingai.
Pagal matavimų sistemą trikampė atmaina yra colio ir metrinė. Metrika - tai ta, kurios profilyje yra lygiakraštis trikampis viršūnėje, kurio kampas lygus 60 laipsnių. Šis tipas naudojamas mechaninėje inžinerijoje ir prietaisų gamyboje. Vidinis skersmuo Metrinio tipo varžto kiaurymė arba išorinis skersmuo matuojamas milimetrais, o žingsnis gali būti matuojamas ir milimetrais, ir jo dalimis.
Plieninis plienas, naudojamas pjovimo įrankiams, perforatoriams ir štampams štampuoti ir štampuoti, sriegių valcavimui, štampai ir štampai smulkiam ir giliam reljefiniam štampavimo įrankiams štampuoti ir ekstruzijos štampams – didelis plieno mechaninis stiprumas ir labai geras atsparumas sukibimo reiškiniams.
Pagamintas standartinis įrankių plienas su 8% chromo kiekiu, labai geras apdirbamumas, geras matmenų stabilumas terminio apdorojimo metu. Tolesnis 8% chromo plieno valymas po lydymosi elektrolizės būdu, labai stiprus ir patvarus plienas, pasižymintis dideliu atsparumu dilimui ir sukibimu.
Profilyje colių įvairovė atrodo taip pat, kaip metrinė, tačiau viršūnės kampas yra 55 laipsniai. Jis matuojamas coliais ir skiriasi nuo metrinio tipo dideliais žingsniais.
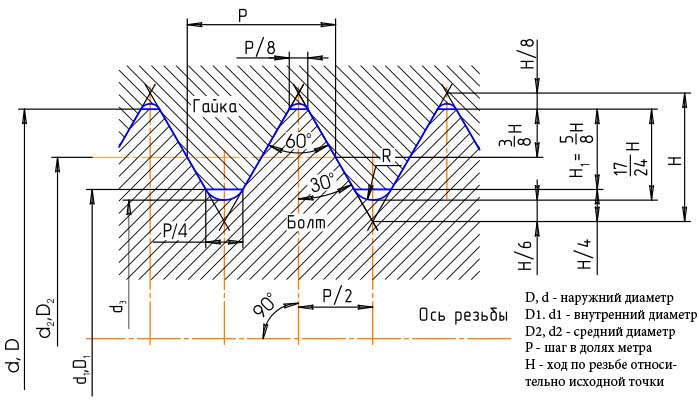
Metrinis sriegis profilyje yra lygiakraštis trikampis viršūnėje, kurio kampas lygus 60 laipsnių.
Miltelinis plienas aukštos kokybės pjovimo įrankiams Giljotinos pjaustytuvai plonoms medžiagoms pjauti, štampai ir štampai perforavimui, štampavimas smulkiam ir giliam presavimui šaltai ir pusiau standžiai ekstruzijai. Įrankiai siūlų valcavimui, minkymui, šaltam valcavimui, įdėklai plastikinių gaminių gamybai, kur reikalingas didelis atsparumas dilimui. Cilindrai plastiko ekstruzijai, sraigtiniai konvejeriai.
Plienas pneumatiniams įrankiams, staklių peiliams, monetų perforatoriams. Jis pasižymi dideliu kietumu, kietumu ir dideliu kietumu. Plienas naudojamas perforavimui ir perforavimui. Pjovimo peiliai, mediniai ir popieriniai įrankiai bei mažos formos plastiko perdirbimui.
Colių įvairovė naudojama sanitarinių detalių surinkimui. Jis yra padalintas į tvirtinimo ir vamzdžių. Šios dvi rūšys skiriasi tuo, kad tvirtinimo detalė turi didesnį žingsnį, užtikrinančią tvirtą jungtį, naudojama veržlėms, strypams, varžtams ir skylėms pjauti. Vamzdžių sujungimams naudojamas vamzdis. Jis yra mažesnis nei tvirtinamasis, nes jo gylį riboja vamzdžio sienelės storis. Vamzdžio sriegio tankis yra daug didesnis nei tvirtinimo sriegio dėl didelio apsisukimų skaičiaus viename sriegio ilgio colyje.
Miltelinis plienas, kuriame derinamas didelis atsparumas dilimui ir didelis atsparumas smūgiams. Klientas: Puikus apdirbamumas sukietėjusioje būsenoje, lankstumas termiškai apdorojant ir ilgesnis įrankio tarnavimo laikas. Plienas naudojamas monetų perforavimo įrankiams, perforavimo ir perforavimo staklėms, naudojamoms stalo įrankių, peilių stambioms medžiagoms pjaustyti gamyboje. Formuoti įdėklai – didelis atsparumas smūgiams, didelis matmenų stabilumas, veidrodinė apdaila.
Austenitinis plienas, turintis labai didelį polinkį sutvirtinti gniuždant. Plienas naudojamas pjovimo įrankiams, perforavimo ir štampavimo štampams ir štampams, mažoms plastikinių gaminių formoms, kur nereikia didelio atsparumo dilimui, medienos apdirbimo įrankiai, popieriaus ir medienos pjovimo peiliai, pasižymintys dideliu grūdinimu, atsparumu dilimui ir kietumu.
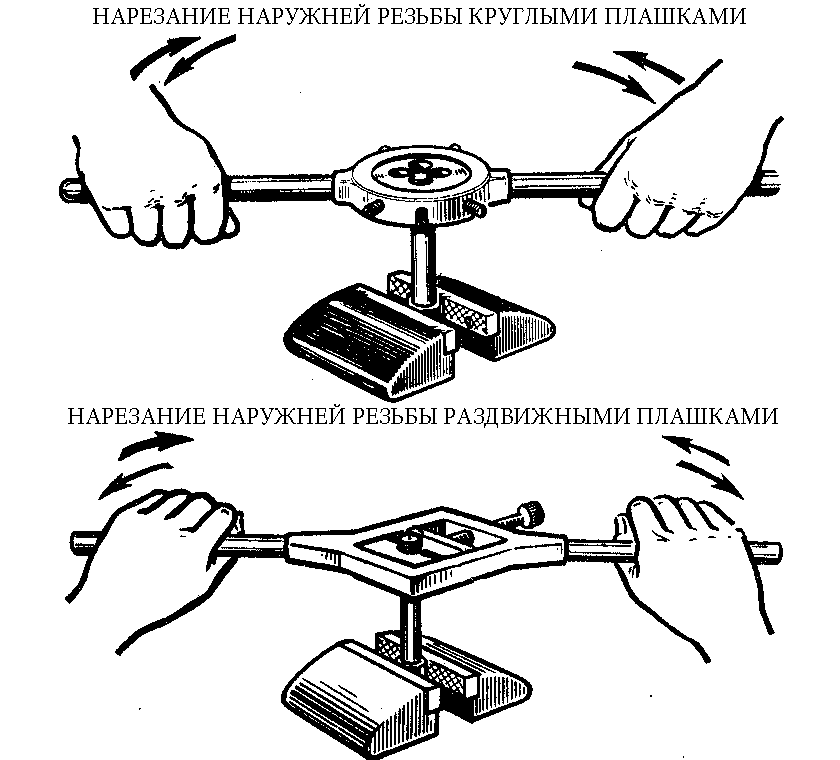
Išorinio sriegio pjovimas
Išoriniai varžtų, strypų ir varžtų sriegiai supjaustomi rankiniu būdu į štampus.
Atskirkite juos priklausomai nuo įrenginio:
- prizminis;
- apvalus;
- stumdomas;
- visas.
Prizminės turi porą identiškų puselių, kurios sumontuotos į užsukamąjį dangtelį rėmo su rankenomis pavidalu. Dviejose išorinėse šių štampų pusėse yra prizminiai grioveliai, skirti prizminėms klupp iškyšoms.
Didelio stiprumo plieno milteliai, naudojami kaip šalto apdirbimo ir pjovimo įrankių plienas. Varžtų, tvirtinančių įvairius elementus, atveju taupyti nutrūkusius sriegius nėra prasmės. Šis varžtas pakeičiamas veržle kitu, ir problema nustoja egzistuoti. Dar blogiau, kai nutrūksta sriegis variklio bloke, pavarų dėžės korpuse ar kitoje svarbioje ir brangioje detalėje. Jei jis yra aklinoje angoje, t.y aklinoje, o su juo sąveikaujančio varžto skersmuo nėra kritinis, galite pabandyti įkišti į didesnį serijos „dydį“.
Prizminiai štampai turi porą identiškų pusių, kurios yra pritvirtintos prie varžto rėmo su rankenomis pavidalu.
Stumdomi štampai montuojami į kluppą taip, kad jo dalių skaičiai būtų priešingi tiems patiems skaičiams ant rėmo. Priešingu atveju tai pasirodys neteisinga. Jie tvirtinami fiksuotu varžtu. Tarp štampavimo ir stabdymo varžto dedama plieninė krekingo plokštė, kad paspaudus varžtu ji nesprogtų.
Nedarykite kiaurymių, pvz., pavarų dėžės alyvos įpylimui arba išleidimui, pavarų dėžių ir diferencialo alyvos lygio kontrolės taškų, išleidimo angų. variklio alyva ir tt susidaręs siūlas gali rimtai susižaloti prasiskverbimo impregnavimo metu. žalą.
Varžtus ir veržles, kurių negalima pakeisti, pavyzdžiui, dėl specifinės formos ar naudojimo, galima išsaugoti dviem būdais. Kartais mechanikai gali gauti vadinamuosius per didelius varžtus ir veržles, kurių srieginė dalis yra šiek tiek didesnė nei įprasto varžto. Ir varžtai, ir veržlės bendri matmenys turi tą patį sriegio žingsnį kaip įprasta, todėl juos galima naudoti be jokių problemų. Sukdami juos, turite tai daryti labai atsargiai, protingai, stengdamiesi pataikyti į siūlų likučius.
Apvalus štampas tvirtinamas lengvai laikomu veržliarakčiu pora arba dviem sraigtų poromis.
Naudojant slankiojančią įvairovę, galima įsriegti sriegį, jei yra nedideli strypo skersmens nukrypimai, o tai neturėtų būti leidžiama pjaunant į apvalius vientisus štampus. Esant mažesniam strypo skersmeniui, bus gautas nepilnas sriegis, su didesniu - tolygus.
Geriausia jas prisukti rankomis, be veržliarakčių ar kitų įrankių, jausti po pirštais, nepriklausomai nuo to, ar varžtų sriegiai ir skylės užstrigę. Jei jie neveikia, per didelis varžtas gali pašalinti srieginio sriegio likučius ir taip padidinti skylę, o tada ją pataisyti gali kainuoti labai brangu. Kai pastebėsite, kad siūlų sruogos yra viena ant kitos, galite užbaigti suveržimą tinkamu įrankiu. Tai turi būti daroma labai jautriai.
Toks sriegio regeneravimas yra nepriimtinas, kai varžtas yra stipriai apkrautas, pavyzdžiui, pritvirtinant pagalvėlę, ant kurios jis remiasi. Sriegimo įrankius galima įsigyti bet kurioje gerų įrankių parduotuvėje. Kitas būdas išsaugoti nutrūkusius sriegius, ypač alyvos išleidimo kaiščiuose, yra siūlų likučiai su keliais sluoksniais tefloninės juostos, naudojamos dujoms ir hidraulinės sistemos. Naudokite storesnes juostas. Jei sriegis yra įprastas arba pagal laikrodžio rodyklę, braukite pagal laikrodžio rodyklę.
Vidinio sriegio pjovimas
Rankiniu būdu vidinis sriegis nupjaunamas naudojant čiaupus, kurie įkišti į apykaklę.
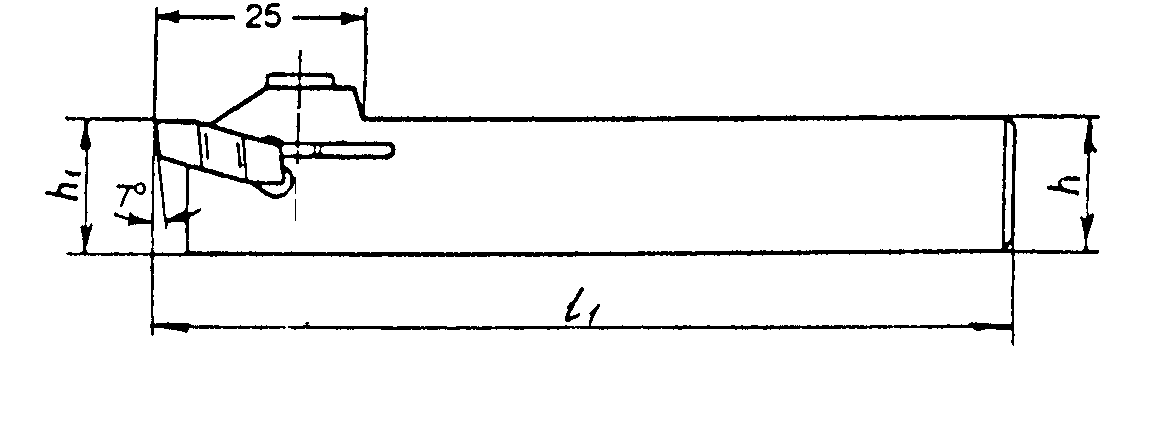
Čiaupas turi nuožulną (jo galą), kuris reikalingas pjovimui, kalibravimo dalis (vidurinė) - nukreipimui kalibruojant ir pjaunant skylę ir uodegą su kvadratine galvute, skirta laikyti čiaupą apykaklėje. pjaunant.
Eksperimentiškai turite pasirinkti tefloninės juostos sluoksnių skaičių, kad varžtai būtų įsukami į skylę su pastebimu pasipriešinimu. Ją apvertę, turite pakeisti juostą į naują. Senasis netinka pakartotiniam naudojimui!
Montavimo darbai nebus tokie sudėtingi, kaip naudojant aukštos kokybės specializuotus įrankius. Montuotojai labiausiai vertina patikrintus tradicinių įmonių įrankius. Svarbiausias raktų darbo elementas yra nasrai. Aukštos kokybės žandikauliai pagaminti iš specialiai grūdinto įrankių plieno. Kadangi to negalima patikrinti plika akimi, raktus geriau pirkti iš patikimų įmonių. Būtinai pakeiskite raktų nasrus. Ne mažiau svarbi yra suspaudimo spyruoklės kokybė po apatiniu žandikauliu.
Pereinant iš nepilno į colių tvirtinimo arba pilnos metrinės atmainos, naudojamas čiaupų rinkinys: trys čiaupai skirtingam gyliui.
Siūlų pagrindai
Vandens vamzdžių ir vamzdžių, skirtų dujų tiekimui, sujungimas atliekamas taip, kad cilindriniai vamzdžių sriegiai būtų valcuoti arba nupjauti jų galuose. Vamzdžių galai yra sujungti vienas su kitu jungiamosiomis detalėmis.
Jungiant vandens ir dujų vamzdžius naudojamas ilgas ir trumpas cilindrinis sriegis. Paskutiniai du posūkiai vadinami bėgimu. Jis susidaro dėl štampo konstrukcijos, kurio pirmieji posūkiai yra įdubę. Nutekėjimas leidžia užstrigti jungtį ant vamzdžio, o tai garantuoja jungties sandarumą su sandarinimo medžiaga.
Trumpojo tipo ilgis turi būti šiek tiek mažesnis nei pusė movos ilgio. Tokiu atveju tarp jungiamų vamzdžių galų liks 2-3 mm tarpas, dėl kurio bus galima užstrigti jungtį ant nuotėkio. Nuolatiniams sujungimams naudojant jungiamąsias detales, naudojama trumpoji versija. Tokia jungtis ant sumontuoto vamzdyno gali būti atjungta tik nupjaunant vamzdžius.
Junginys vandens vamzdžiai o dujų tiekimo vamzdžiai pagaminti taip, kad jų galuose būtų suvynioti arba nupjauti cilindriniai vamzdžių sriegiai. Vamzdžių galai yra sujungti vienas su kitu jungiamosiomis detalėmis.
Norint atskirti surinktus vamzdžius, tuo pačiu metu jų nepjaunant, naudojamas valytuvas. Jį sudaro fiksavimo veržlė, mova ir ilgas sriegis. Šis turi būti tokio ilgio, kad jungiant pavarą būtų galima laisvai prisukti movą ir fiksavimo veržles.
Ilgų ir trumpų sriegių matmenys skiriasi priklausomai nuo vamzdžių skersmens.
Siekiant taupyti metalą, dujų tiekimo ir šildymo sistemose naudojami plonasieniai vamzdžiai. Kadangi šių vamzdžių sienelių storis mažesnis nei vandens vamzdžių, ant vamzdžių suvyniojami sriegiai, o kritinis šių vamzdžių sienelių storis neturi būti mažesnis nei pjaunant vamzdžių sriegius ant vandens ir dujų vamzdžių.
Rankinis sriegimo įrankis
Gnybtai vamzdžių sriegimui
Mažo tūrio vamzdžiuose išoriniai sriegiai pjaunami rankiniu būdu, naudojant vamzdžių štampų pjaustytuvus, naudojant slankiojančius ir neslystančius štampus. Šiuo tikslu vamzdis įspaudžiamas į spaustuką, vamzdžio galas nuvalomas nuo apnašų dilde, po to nupjauta dalis sutepama džiovinimo aliejumi arba sulfofrezoliu. Ant vamzdžio uždedamas specialus įrankis - klupas su slankiojančiais štampais, o lengvais smūgiais plaktuku į plano poveržlės rankeną priartinami kreipiamieji štampai prie vamzdžio ir tvirtinami fiksavimo varžtais. Be to, sutelkiant dėmesį į priekinės plokštės riziką, pritvirtinami pjovimo štampai. Tada jie pradeda sukti įrankį pagal laikrodžio rodyklę, spaudžiant jį.
Vamzdžio matricos korpuse vienoje pusėje yra keturios skylės pjovimo štampui, o kitoje - trys skylės kreiptuvui.
Vamzdžio matricos korpuse vienoje pusėje yra keturios skylės pjovimo štampui, o kitoje - trys skylės kreiptuvui. Kreipiamieji pjovimo štampai išskleidžiami ir sujungia plano poveržles, kurios tvirtinamos suspaudimo žiedais ant korpuso. Plokštumose, esančiose greta korpuso, plano poveržlės turi spiralinius griovelius, į kuriuos patenka štampavimo kaiščiai. Jei suksite poveržlę, kaiščiai slys išilgai spiralinių griovelių, o štampai priartės (jei suksite poveržlę į kairę) arba, atvirkščiai, išsiskirs (jei pasukate poveržlę į dešinę). Kai štampai nustatomi į norimą padėtį, planinė poveržlė tvirtinama suspaudimo varžtais.
Vamzdžių štampų komplektai gaminami su pjovimo štampų rinkiniais: pjovimui ant 15 arba 20 mm skersmens vamzdžių ir 25, 32, 38 ir 50 mm skersmens vamzdžių.
Vamzdžių štampams naudojami radialiniai vienpusiai arba radialiniai dvipusiai štampai. Štampai gaminami po 4 vnt. įskaitant. Kiekvienas turi žymėjimą su skersmeniu ir serijos numeriu nuo 1 iki 4. Kiekviena varžtų komplekto korpuso anga turi atitinkamus skaičius. Vamzdis turi keičiamas įvores kiekvienam vamzdžio skersmeniui, kurios yra kreipiamajame flanše ir tvirtinamos varžtu. Pastarasis varžtais tvirtinamas prie korpuso, kur sumontuoti atitinkami lentelės numeriai.
Vamzdžių štampų pjaustytuvai turi pranašumą – susidariusio sriegio ant vamzdžių grynumą ir konstrukcijos stiprumą. Jų trūkumas – kruopščios priežiūros poreikis ir didelė masė.
Pjaunant 50 mm sriegį, reikia pertvarkyti kreipiamuosius štampus, pasukdami juos 180 ͦ, tai yra, štampo viduje su trumpąja puse (nuo smeigės).
Kluppy Mayevsky vamzdžių sriegiams pjauti
Taip pat naudojamas toks įrankis kaip Mayevsky's klupp. Mayevsky's kluppuose yra padalinti štampai, kurie susideda iš dviejų dalių. Atskiras štampų rinkinys atitinka konkretų vamzdžio skersmenį. Štampai, pagal skaičių, nurodytą ant štampų ir lizde, montuojami į korpuso lizdą varžtais pagal rizikas, pažymėtas ant korpuso ir ant štampų norimam dydžiui. Ant štampų uždedamas patvarus dangtelis, pritvirtintas varžtais.
Šis įrankis gaminamas dviejų dydžių: skirtas sriegti 15 ir 20 mm skersmens (Nr. 1) ir 25 ir 32 mm skersmens (Nr. 2).
Toks įrankis turi šiuos privalumus: dizaino ir priežiūros paprastumas, mažas svoris, galimybė greitai pakeisti štampus.
Reketiniai štampai, skirti vamzdžių sriegimui
Šis įrankis naudojamas 25, 20 ir 15 mm skersmens siūlams pjauti. Prie jo korpuso pritvirtinta galva su keičiamais štampais. Apatinėje galvos pusėje yra reketinis ratas, kurį sukant, sukasi štampėlio galvutė ir matrica.
Prie klupo korpuso pritvirtinta pora reketų, kurie užsegami skruostais. Rankenos pagalba varžto galvutė sukasi. Pjovimas atliekamas siūbuojant rankeną, kai reketas įjungtas. Pjovimo pabaigoje įjungiamas reketas, kuris, kai rankena siūbuoja, užfiksuoja reketo rato dantis ir varo apvalų matricą. Galima pjauti reketo štampu tose vietose, kur neįmanoma naudoti įprasto įrankio. Tai ypač aktualu atliekant renovacijos darbus.
Norint nupjauti vamzdžio sriegį, spaustuve esantis vamzdis suspaudžiamas taip, kad nupjautas išsikišęs jo galas būtų trumpas. Ilgasis vamzdžio galas pjaunant gali sulinkti. Srieginio galo galas turi būti stačiu kampu srieginio vamzdžio ašiai. Įrankis montuojamas ant vamzdžio su kreipiamaisiais žiedais arba kreipiamaisiais štampais taip, kad pjovimo štampai 1-2 sriegiams (apsukimams) būtų ant vamzdžio. Vamzdžių sriegiai yra sutepti alyva, kad štampai būtų vėsinami ir švarūs. Prieš pradėdami pjauti štampu, turite patikrinti, ar teisingai sumontuotas pjovimo štampas, tai yra, ar štampo numeris sutampa su korpuso lizdo numeriu.
Pjovimui įrankis pasukamas ir tiekiamas į priekį. Vienu praėjimu pjaunami vamzdžiai, kurių skersmuo yra iki 25 mm, dviem praėjimais - kurių skersmuo didesnis nei 25 mm. Štampai štampuose sujungiami varžtais arba planine poveržle.
Pasibaigus darbui, vamzdžių spaustukus reikia išardyti, nuvalyti nuo nešvarumų ir drožlių, sutepti mineraline alyva. Kartą per savaitę įrankį rekomenduojama nuvalyti nuo išdžiūvusio ir prilipusio aliejaus bei nešvarumų: tam reikia į vieną kibirą vandens atskiesti 0,5 kg sausos kaustinės sodos.
Detalės su srieginiais elementais yra vienos labiausiai paplitusių mechanikos inžinerijoje, jų dalis sudaro 60-70% viso detalių skaičiaus, o naudojami sriegiai yra labai įvairūs.
Temos skiriasi:
pagal pagrindinio paviršiaus formą:
Cilindrinis (išorinis ir vidinis) ir kūginis (išorinis ir vidinis);
profilio forma:
Trikampis (metrinis ir colių), trapecijos, stačiakampio, traukos, apvalus ir specialus;
sriegių kryptimi:
Dešinė ir kairė;
pagal polinkį:
Vienvietis ir daugkartinis;
pagal tikslumo laipsnį (GOST 16093-81):
Išoriniams sriegiams - 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g ir 8h;
Vidiniams sriegiams - 4H, 4H5H, 5H, 6H, 7H ir 8H.
Be to, yra sriegių, kurie veikia su slydimo ir riedėjimo trintimi. Pirmieji apima visus įprastus cilindrinius ir kūginius sriegius, o antrieji – rutulinius ir ritininius sriegius. Priklausomai nuo sriegio tipo, jo matmenų, apdirbamo paviršiaus tikslumo ir kokybės reikalavimų, naudojami įvairūs sriegio gavimo būdai.
Pagrindiniai sriegimo metodai
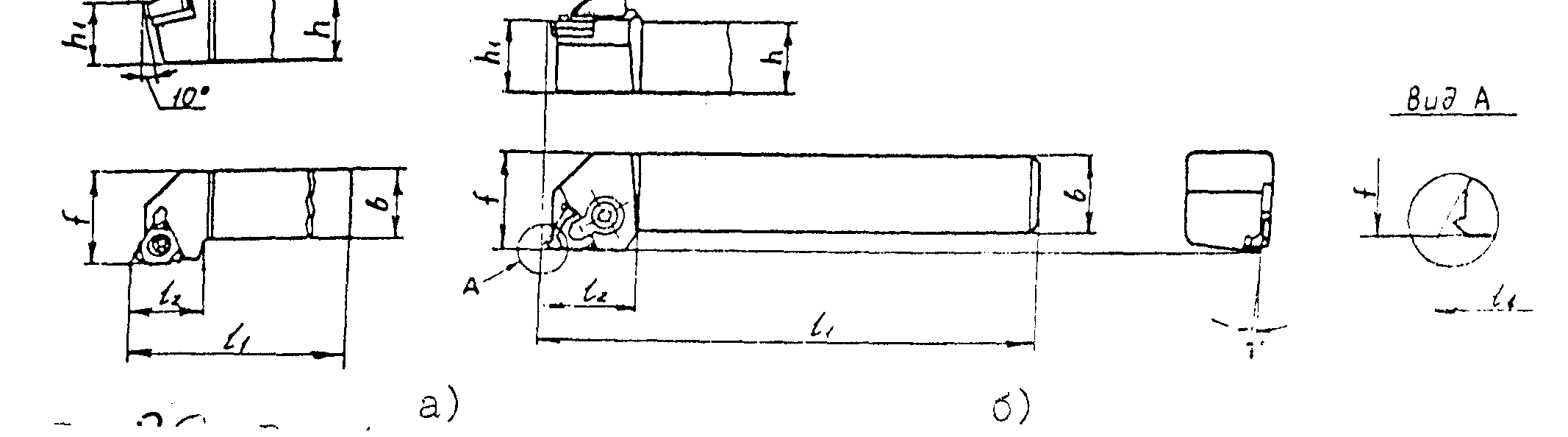
Sriegis gaunamas trimis pagrindiniais būdais: pjovimas peiliu, pjovimas abrazyviniu įrankiu ir plastinė deformacija (raibėjimas). Priklausomai nuo priimto sriegio gavimo būdo, yra keli siūlų formavimo būdai (1 pav.).
1
Ryžiai. 1. Pagrindiniai sriegimo būdai: a- srieginis pjaustytuvas; b - vieno sriegio diskinis pjaustytuvas; c - vieno sriegio galo freza; g - vienos sijos galinis frezas
2. Vienkartinio pjovimo būdas daugiasriegiais įrankiais: šukomis, apvaliais štampais, sriegiais, sriegių pjovimo galvutėmis, daugiasriegiais šlifavimo diskais (cilindriniais ir kūginiais).
3. Vieno eigos pjovimo su besisukančiais įrankiais būdas: srieginės vieno sriegio pjaustyklės (diskinis pav. b, pirštas, galas pav. d), sūkurinės galvutės.
4. Frezavimo kelių sriegių pjaustytuvais, kurių ilgis didesnis už pjaunamo sriegio ilgį būdas, sriegio valcavimas plačiais voleliais arba plokščiais štampais.
Srieginiai pjaustytuvai
Šio tipo įrankiai yra vienas iš labiausiai paplitusių sriegių formavimo įrankių, naudojamų įvairių profilių išoriniams ir vidiniams sriegiams pjauti varžtų pjovimo staklėse, automatinėse ir pusiau automatinėse staklėse. Paprasčiausios konstrukcijos, plačiai naudojamos pramonėje, yra šerdies pjaustytuvai.
Srieginių pjoviklių viršuje prošvaisa kampas α=8…15 0 ; kampas viršuje ε=60 0 - metriniams sriegiams ir ε=55 0 - colių ir vamzdžių sriegiams. Karbido pjaustytuvams kampas ties viršūne yra 1 0–30 ' mažesnis nei sriegio profilio kampas dėl to, kad pjaunant dideliu greičiu sriegis šiek tiek „nutrūksta“.
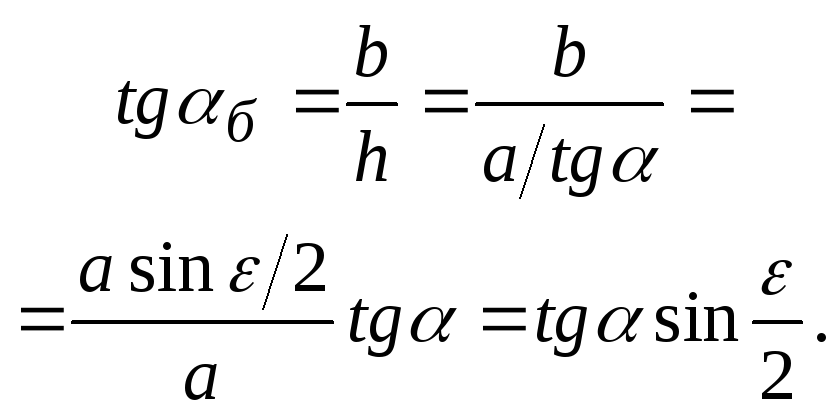
B 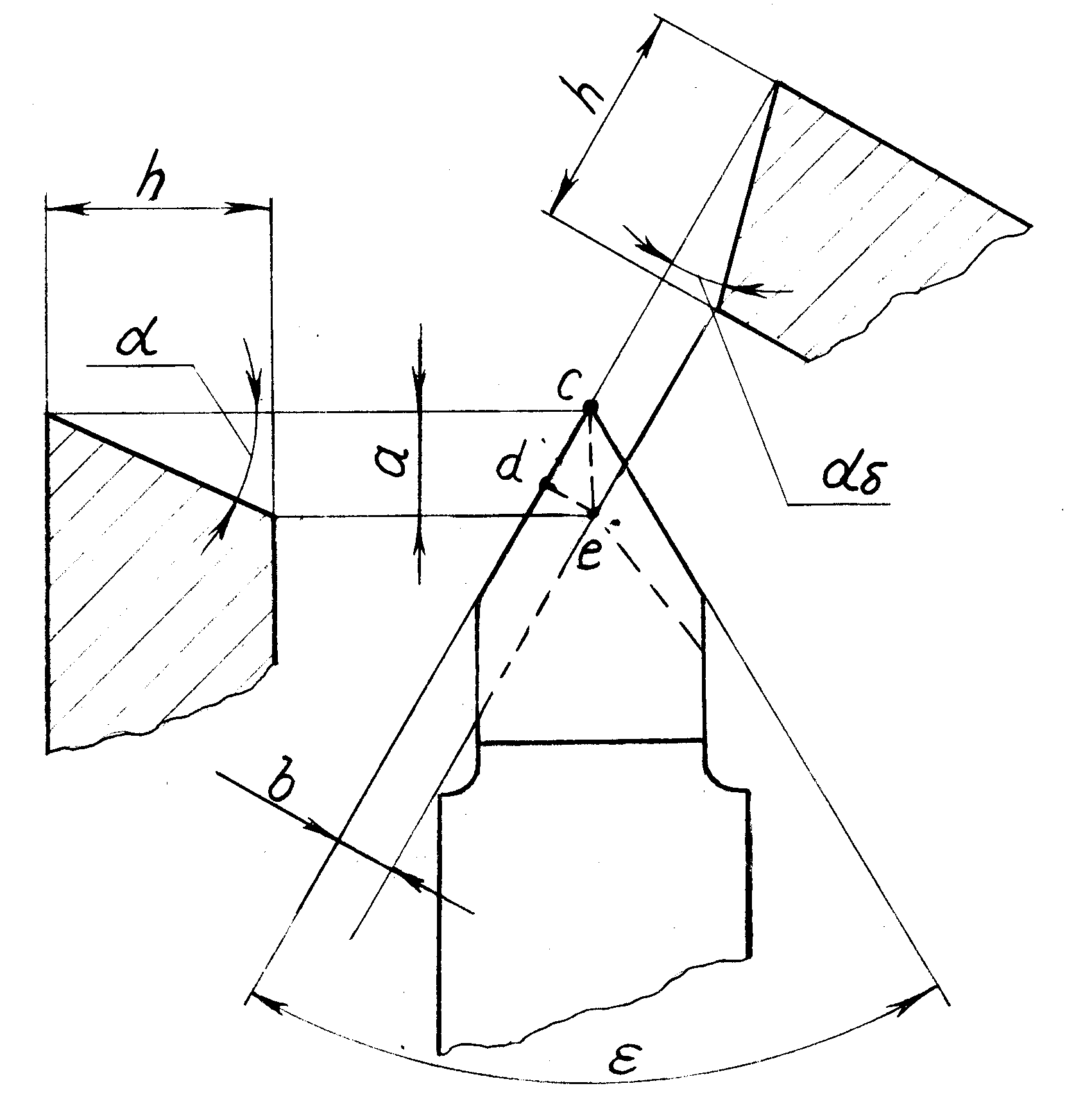 šoniniai galiniai kampai α b priklauso nuo kampo
šoniniai galiniai kampai α b priklauso nuo kampo  ir yra nustatomi statinėje padėtyje pagal formulę (2 pav.):
ir yra nustatomi statinėje padėtyje pagal formulę (2 pav.):
Ryžiai. 2. Srieginio pjoviklio šoninio atstumo kampo nustatymo schema
Proceso metu užpakaliniai kampai α b keičiasi dėl santykinio pjovimo briaunų judėjimo išilgai sriegio kampo. Pjaunant dešinįjį siūlą, kairiojo peilio šoninis reljefo kampas α b sumažėja, dešiniajame padidėja kampu μ (3 pav. a) (kairiajam siūlui – atvirkščiai):Čia kampas μ yra sriegio kampas nuo sriegio vidinio skersmens (3 pav., c).
Kampo μ reikšmė nustatoma iš santykio (3 pav.,b):
 .
.
Paprastai sriegiant mažus žingsnius ir vidutinius skersmenis, prošvaisos kampai šonuose nėra koreguojami. Laisvėje R(kelių paleidimo sriegiai), esant mažam skersmeniui d, pjaunant trapecinius ir stačiakampius siūlus (aukštėjimo kampas μ pasiekia reikšmingas reikšmes), būtina atsižvelgti į šoninių kampų pokytį α b ir į šią aplinkybę atsižvelgti galandant.
At 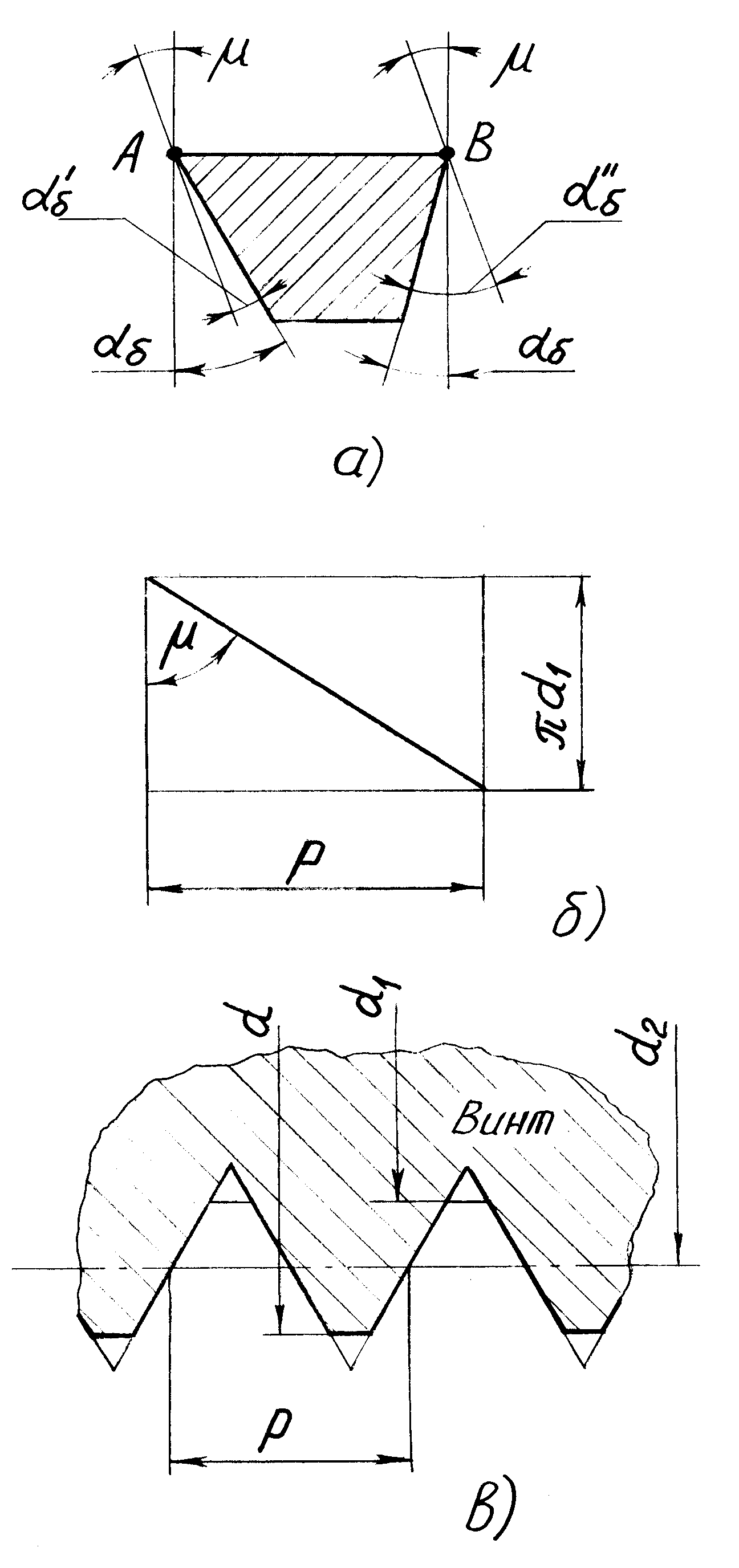 pjovikliai smailaus kampo sriegiams, dėl μ mažumo, kampai daromi vienodi abiejose šoninėse pjovimo briaunose.
pjovikliai smailaus kampo sriegiams, dėl μ mažumo, kampai daromi vienodi abiejose šoninėse pjovimo briaunose.
Srieginių pjaustytuvų priekinis kampas pirminiam pjovimui parenkamas priklausomai nuo apdorojamos medžiagos ir nustatomas γ=5…25 0 ribose.
Apdailinėms pjaustyklėms, kad būtų išvengta sriegio profilio iškraipymo, pakreipimo kampas γ=0. Srieginių pjaustytuvų, kurių kampas nelygus nuliui, profilis skiriasi nuo pjaunamo sriegio profilio ir turi būti nurodytas atkarpoje, kuri yra statmena galinio paviršiaus krypčiai (4 pav.). Tokiu atveju reikia apskaičiuoti pjovimo profilio aukštį ir profilio kampą in B-B skyrius.
Pateikiami pirminiai skaičiavimo duomenys:
α ir γ - galiniai ir priekiniai pjaustytuvo kampai,
Ryžiai. 3. Srieginių pjaustytuvų šoninių galinių kampų nustatymo schema
H- teorinis sriegio profilio aukštis diametrale A-A skyrius siūlas iki aštraus taško,ε ![]() - sriegio profilio kampas,
- sriegio profilio kampas,
R- sriegio žingsnis.
H p = pr. Kr= AB nuodėmė= ABcos(α + γ ) ; (1)
AB=BD-AD (Δ-kiODBirOPV); (2)
AD=r 1 cos (∆-ĮOPV); (3)
 ;
(4)
;
(4)
OB=r; OD = r 1 sinγ; (Δ- ĮOPV) (5)
 (6)
(6)
Pakeiskite (6) ir (3) į (2):
Atsižvelgdami į (7) ir (1), gauname:
Ryžiai. 4. Srieginės frezos profilio matmenų nustatymas
Iš trikampio abc(3.4 pav. pjūvio plotas B-B) turime:
 (9)
(9)
(8) ir (9) formulėse: H p- teorinis sriegio aukštis atkarpoje В-В (iki aštrios viršūnės); r ir r 1 - spinduliai, sudarantys išorinį ir vidinį sriegio skersmenis; p- sriegio žingsnis.
Jei λ=0 0 , tai matmenys H p ir ε p skyriuje В-В nustatomi pagal formulę:
 (10)
(10)
Panašiai (9) profilio kampui A-A skyriuje turime:
 (11)
(11)
Palyginti (9) ir (11) ir pakeisti (9) vietoj H p jo prasmė Hcosγ, mes gauname:
 ;
;
 ,
,
 (12)
(12)
 .
.
V 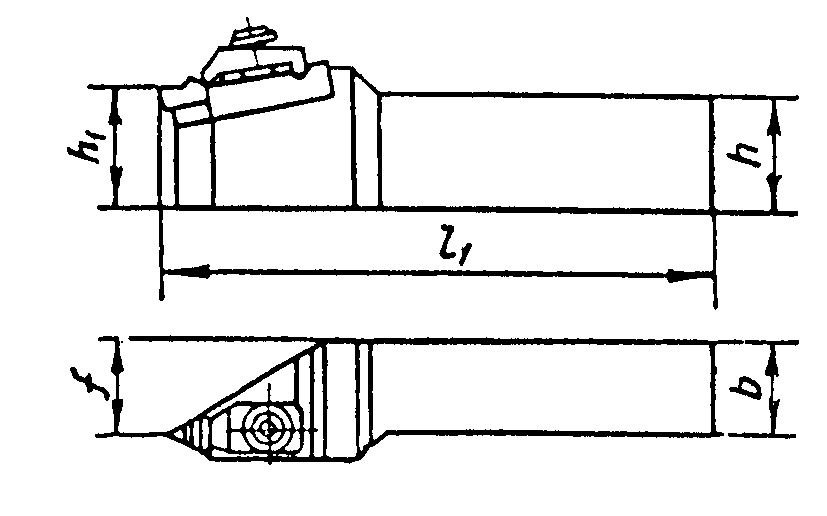 Vidaus ir užsienio pramonėje plačiai naudojami surenkami srieginiai pjaustytuvai su keičiamų karbido įdėklų mechaniniu tvirtinimu.
Vidaus ir užsienio pramonėje plačiai naudojami surenkami srieginiai pjaustytuvai su keičiamų karbido įdėklų mechaniniu tvirtinimu.
R
Ryžiai. 5. Srieginė freza su mechaniniu rombinių įdėklų tvirtinimu metrinių sriegių pjovimui
Rombinio karbido įdėklas įmontuojamas į akliną laikiklio lizdą, pritvirtinamas smeigtuku ant dviejų šoninių pagrindo paviršių ir prispaudžiamas prie karbido atramos.
Tokios konstrukcijos frezos skirtos metriniams sriegiams su žingsniu pjauti p=1,5...6,0 mm ir turi bendrus matmenis b× h=(16x20)...(25x40)mm ir l 1 =125...200mm.
Švedijos įmonė Sandvik Coromant gamina dviejų tipų sriegimo pjaustytuvus su keičiamais neperšlifuojamais įdėklais (SRI): mechaniškai tvirtinamus varžtu (6 pav., a) ir su srieginiu tvirtinimu (6 pav., b).
Ryžiai. 6. Srieginės frezos su mechaniniu tvirtinimu SNP: tvirtinimas varžtu (a) ir tvirtinimas smeigtuku (b)
Šios firmos pjaustytuvų pjovimo įdėklai turi tris darbines viršūnes; ant kiekvieno iš jų yra 60 0 kampo sriegio dantukas (6b pav., vaizdas A), su drožlių laužymo grioveliais ir be jų. Plokštės tvirtinamos arba varžtu, arba spaustuku.
IR Ryžiai. 7. Srieginis pjoviklis su mechaniniu liestinės padėties SNP tvirtinimu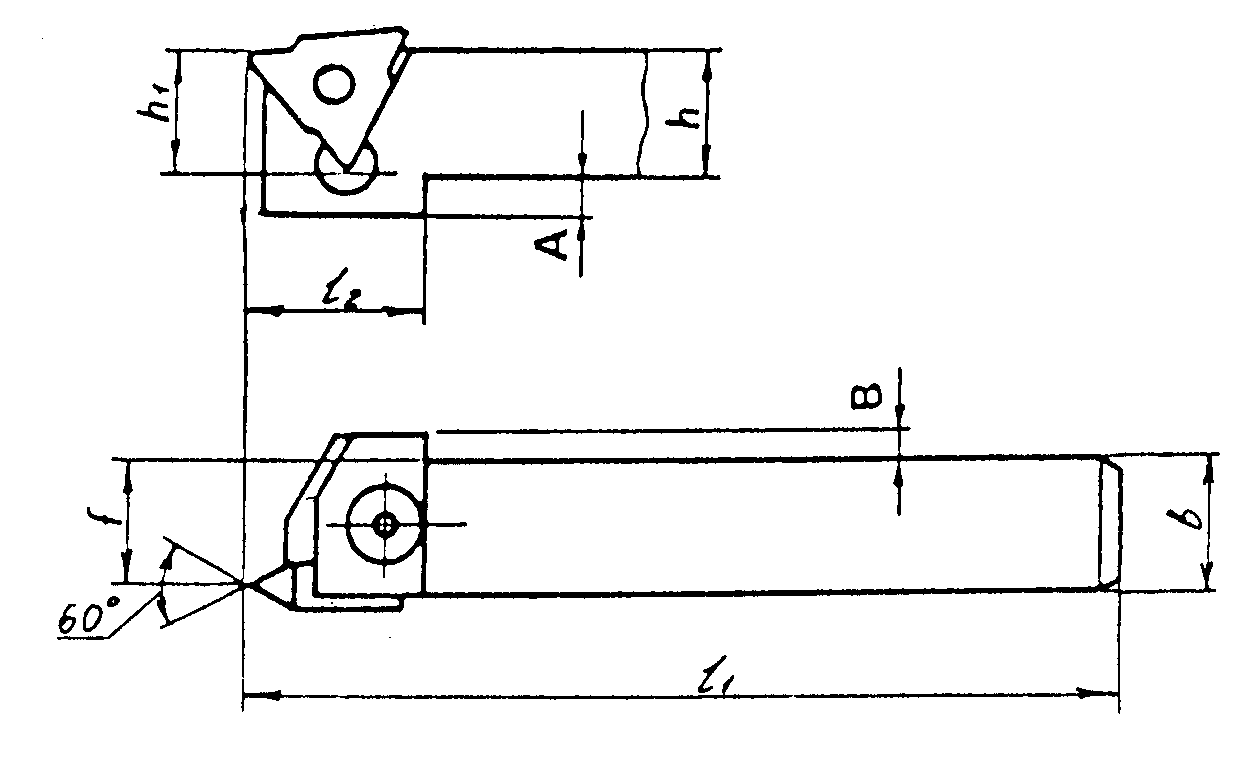
W Ryžiai. 8 Sriegių pjoviklis išoriniam mechaniniam apdirbimui tvirtinimo SNP