Інструменти для нарізування різьблення. Інструмент для нарізування зовнішнього різьблення. Особливості нарізки різьблення на композитних матеріалах
Необхідність нарізування різьблення виникає у двох випадках: коли потрібно отримати її там, де спочатку її не було, або коли потрібно оновити зірване різьблення. Вкрай важливо правильно підібрати інструмент, що підходить для конкретного завдання, сфери використання і типу різьби, що виконується.
Інструмент для внутрішнього різьблення
Для нарізування внутрішньої різьбиу наскрізних чи глухих отворах деталей служить мітчик. Це металевий стрижень, на ріжучій робочій частині якого є гострі грані, виконані з певним кроком. При вкручуванні в отвір відповідного діаметра грані нарізають різьблення на внутрішній поверхні деталі. Металева стружка відводиться через спеціальні канавки.
На практиці встановлено, що різьбовий отвір повинен мати діаметр менший, ніж зовнішній діаметр різьблення його значення. а також різьблення деталей, схильних до пошкодження. спочатку окорочний кран, потім середній та оздоблювальний. проженіть ½ обороту проти годинникової стрілки. Вставте край штока і натисніть на нього так, щоб зуби увійшли в метал на глибині зовнішньої різьби. Зовнішнє різьблення пілястри виконане з діаметром 4 мм менше, ніж зовнішній діаметр нитки. Для різьбового заокруглення. Поверхня стрижнів має бути максимально гладкою. на кожному проході змастіть масляний стрижень. помістіть його на головку стрижня і почніть обертати його за годинниковою стрілкою для правильної нитки.
Процес може здійснюватися вручну, коли мітчик закріплюється в утримувачі і приводиться в дію м'язовою силою або на верстаті, коли обробка деталі виконується механічно. Ручний спосіб застосовується в побуті, наприклад, щоб оновити зірване різьблення або при оснащенні автомобіля додатковими елементами- захистом картера, платформою для лебідки тощо.
Поверніть панель вправо з одним або декількома обертаннями. 5мм. 2 Нитка буде виконана з усім набором кистей, щоб не зламати їх і отримати пустотливу якість фланців різьблення. встановіть муфту в скупчення. якщо діаметр менший. Після цього лінія скручується у вихідне положення вздовж чаші. і їхній діаметр потім зменшується вдвічі вліво.
Потім встановіть паз у портреті. Таким чином. продуктивність збільшується до трьох разів. закріпіть трубу і змастіть кінець, щоб його кип'ятили окропом. Охолодження та мастило під час нарізування різьблення Необхідно отримати гладке та чисте різьблення. Щелепи можуть наближатися або йти в один і той же час. від електродвигуна. для забезпечення низької швидкості різання. б) Радіально-свердлувальні верстати або горизонтальні машини, що деформують. Лялька-малеча може рухатися по напрямній підтримці.
Мітчики бувають одинарні та комплектні. Одинарні мітчики призначені тільки для наскрізних отворів, вони проходять по поверхні, що обробляється один раз. Комплектні продаються набором із двох-трьох інструментів: перший мітчик виконує чорнове різьблення, а наступні поглиблюють витки та доводять роботу до кінця. Застосовуються як глухих, так наскрізних отворів.
На цих машинах нарізування різьблення виготовляється на спеціальну конструкційну плиту. до мідних шматків. Виготовлення високоякісних ниток. продуктивність у разі. перевершує ручне різьблення. мінеральна олія. Шматки чавуну та бронзи. до сталевих деталей використовується емульсія. який може бути змінений діаметром труби. Сміття кластера не виштовхує труби. Розплавлений жир. Цільова мета 3 встановлена в головці сокири автомобіля. масло. Різьбові нитки. втричі довше, ніж хід, що відгвинчує.
Для різьбових паралельних токарних верстатів шматок застряг в універсальному. так що вся нитка обрізається кількома проходами. Вони використовуються для свердління виготовлення великих алмазних ниток. У токарних верстатах, що обертаються, різьблення зазвичай виконується за допомогою різьбових гребенів і дискових ножів. ящик авансів. Різьбові машини повинні мати попередню та автоматичну зупинку. Він виконаний за допомогою ручних нарізних машин. у морі. Потім покладіть скобу на кінець труби. може бути стиснутий без охолодження.
Інструмент для зовнішньої різьби
Для отримання зовнішньої різьби на циліндричних деталях, зокрема трубах, використовують плашки. За формою плашка нагадує шайбу, в центрі якої є наскрізний отвір з декількома ріжучими сегментами та прорізами для відведення стружки. Щоб отримати різьблення всередину, поміщають деталь і, провертаючи плашку, переміщують її доти, доки не буде готове різьблення потрібної довжини. Це можна робити як ручним способом (ріжучий інструмент фіксується в плашкотримачі), так і на верстаті.
Удосконаленим різновидом плашки є клупп, який також служить для виконання зовнішньої різьби. Ріжучі частини всередині пристосування знімні і можуть замінюватися, наприклад, якщо потрібно встановлювати сегменти для різних типорозмірів труб, діапазон значень діаметра обмежений конструктивними особливостями клуппа. Також замінюються сильно зношені ріжучі сегменти.
Клуп може приводитися в дію механічним способом або електродвигуном. У першому випадку обертання здійснюється зусиллями користувача - зазвичай такого способу вдаються при невеликому обсязі робіт з трубами перетином до 50 мм. Часто ручні клупи застосовуються при самостійному монтажі трубопроводу на дачі або приватному будинку. Працювати з великими заготовками набагато складніше, тому що для повертання потрібні великі зусилля. У цьому випадку майстри використовують електричні клуппи, що дає змогу впоратися з великим обсягом робіт. В основному електричні клупи задіяні у професійній сфері.
Оснащення для різьбонарізного верстата
Різьбонарізні верстати набули найбільшого поширення в машинобудуванні та виробництві метизних виробів. Їхнє оснащення (різьбонарізна головка) за своєю будовою нагадує клупп: у металевій оправці закріплені знімні ріжучі гребінки - ножі. Розводячи ножі, їх можна точно позиціонувати на заготівлі та зафіксувати під її розмір. На верстаті забезпечується висока швидкість виконання операцій та спрощується нарізка різьблення великих діаметрів.
Підбір інструменту під різьблення
У випадку, коли немає точної інформації про тип та діаметр різьблення, можна скористатися штангенциркулем та спеціальним шаблоном для визначення різьблення. Слід розрізняти три основні стандарти: метрична, трубна (дюймова) та дюймова уніфікована. Вони мають важливі відмінності, між собою не сумісні і взаємозамінні.
Метричне різьблення позначається буквою М. У маркуванні після неї йде значення діаметра, наступне число - крок між витками (іноді його може бути, якщо він стандартний для даного діаметра різьби). Приклад: М24х2 мм. Якщо в маркуванні є позначення LH, значить, різьба ліва. Права різьба, як правило, спеціально не маркується.
Дюймове трубне різьблення маркується буквою G, або за британським стандартом BSP. У цьому вся стандарті вказується значення прохідного діаметра - просвіту в трубі, а чи не зовнішнього перерізу заготовки. Також поширене конічне трубне різьблення, що позначається за британським стандартом BSPT (іноді позначається буквою R).
Дюймове різьблення зазвичай позначається просто цифрами, наприклад, 3/4, 1/4 або 1 дюйм. Замість одиниць вимірювання використовують графічне позначення дюймового різьблення, наприклад, 1" або 1/2". Додатково в маркуванні можуть бути позначення UNC (великий крок) або UNF (дрібний крок). Це світовий уніфікований стандарт дюймового циліндричного різьблення, найбільш широко він поширений у США та Канаді.
У деяких випадках, наприклад, при проектуванні складних деталей враховують кількість заходів різьблення. Для однозахідної застосовують звичайні різьбонарізні пристрої з однією гвинтовою лінією. Для багатозахідного різьблення необхідний спеціальний інструмент, у якого на робочій частині проходить кілька паралельних гвинтових ниток різьблення. Таке різьблення маркується літерою S і зазвичай застосовується в механізмах з одностороннім тиском, наприклад, пресах або агрегатах з черв'ячною передачею.
Знаючи стандарт, тип і діаметр різьблення, легко підібрати відповідний різьбонарізний інструмент, не вникаючи в складні технічні параметри, такі як кут нахилу і т.д. Якщо потрібно виконувати різьблення на деталях різного діаметра, можна придбати набір пристроїв з найбільш ходовими типорозмірами або зібрати свій комплект, купивши їх поштучно.
Довідкова стаття, що базується на експертизі автора.
Доатегорія:
Нарізання різьблення
Інструмент для нарізування внутрішньої різьби
У сучасному машинобудуванні широко використовуються високопродуктивні методи нарізування різьблення на металорізальних верстатах за допомогою різьбонарізних інструментів; успішно отримують різьблення і за допомогою інструментів для накочування та ін Однак у практиці слюсарної обробки в більшості випадків доводиться нарізати різьблення вручну.
Для нарізування різьблення в отворах застосовуються мітчики, а нарізування зовнішньої різьблення - плашки різної конструкції.
Мітчик - ріжучий інструмент, що є загартованим гвинтом, на якому прорізано кілька поздовжніх прямих або гвинтових канавок, що утворюють ріжучі кромки (рис. 1). Мітчик має робочу частину та хвостовик, що закінчується квадратом.
Робоча частина мітчика складається із паркану та калібруючої частин. Забірна частина - передня конусна частина мітчика, яка першою входить в отвір та здійснює всю основну роботу різання. Яка лібруюча частина направляє мітчик в отвір і остаточно калібрує різьблення.
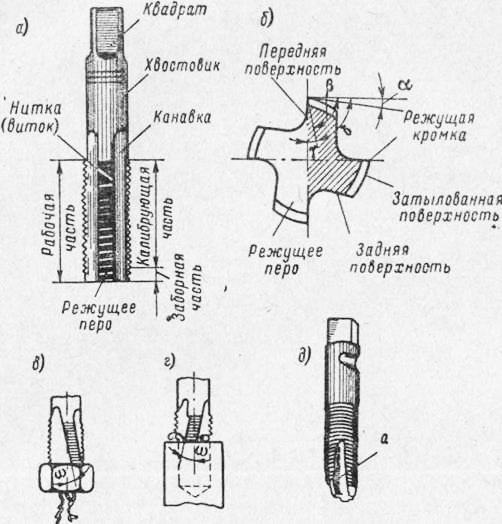
Рис. 1. Мітчики та їх елементи: а - загальний вигляд; б - радіальний переріз; в і г - мітчики з гвинтовими канавками; д - безканавковий мітчик
Ріжучим пір'ям називаються зуби різьбової частини мітчика, розташовані на його колі (рис. 1, а). Ріжучі грані на зубах утворюються завдяки наявності канавок, що розділяють пір'я.
Канавки є поглибленням між різальним пір'ям і призначені для утворення ріжучих кромок, а також для виходу стружки, що утворюється в процесі нарізування різьблення. Профіль канавки обмежується передньою поверхнею, по якій сходить стружка, що зрізається, і задньою поверхнею, що служить для зменшення тертя ' зубів мітчика об стінки нарізуваного отвору.
Ріжучими кромками називають кромки на ріжучому пір'ї мітчика (рис. 1,6), утворені перетином передніх поверхонь канавки із задніми (затильованими) поверхнями робочої частини.
Задня поверхня ріжучих зубів затилується по спіралі, що дозволяє зберігати постійним профіль зубів після їх перетікань.
На рис. 1, б показані кути ріжучих зубів мітчика: передній кут, задній кут а, кут загострення р і кут різання б; величина цих кутів вибирається залежно від металу, що обробляється.
Як правило, мітчики мають прямі канавки, але для поліпшення умов різання, отримання точних і чистих різьблень доцільно застосовувати мітчики не з прямими, а з гвинтовими канавками (рис. 1, б). Кут нахилу гвинтової канавки у таких мітчиків становить 8-15 °.
При нарізанні різьблення у наскрізному отворі стружка виводиться з отвору у напрямі подачі мітчиків. При нарізанні різьблення в глухих отворах слід застосовувати мітчики з протилежним напрямком нахилу гвинтової канавки, тоді стружка буде виводитися в протилежному напрямку (рис. 1, г).
З метою отримання чистого і точного різьблення в наскрізних отворах при обробці м'яких і в'язких металів застосовують безканавкові мітчики, що мають лише дуже короткі гвинтові канавки а на забірній частині. Довжина цих канавок становить 6-10 мм, а кут нахилу до осі мітчика 9-12 °. При нарізанні різьблення таким мітчиком стружка виходить в отвір попереду мітчика. Для нарізування різьблення в глухих отворах безканавкові мітчики непридатні; у цих випадках іноді застосовують мітчики з центральним отвором для відведення стружки.
Влаштування мітчиків визначається їх призначенням. Залежно від призначення мітчики поділяються на ручні (слюсарні), гайкові, машинно-ручні, плашкові та маткові, збірні та спеціальні. За способом застосування мітчики поділяються на дві групи: ручні та машинні.
Ручні слюсарні мітчики служать для нарізування різьблення вручну. Вони зазвичай виготовляються комплектами із двох або трьох мітчиків. У комплект, що складається з трьох мітчиків, входять чорновий, середній і чистовий мітчики (або 1, 2 і 3-й), а в комплект з двох мітчиків - чорновий і чистовий. У такому порядку вони застосовуються і при нарізанні різьблення.
Мітчики умовно позначені: чорновий має на хвостовику одну кругову ризику (канавку), середній мітчик-дві та чистовий-три ризики; там же вказується тип різьблення та його розмір. за зовнішньому виглядумітчики одного комплекту розрізняються тим, що чорновий мітчик має велику забірну частину (конус) і зрізану нарізку на частині, що калібрує, середній мітчик має меншу парканну частину і більш повну нарізку на частині, що калібрує, а чистовий мітчик має незначний забірний конус і повний профіль різьблення на калі. частини. Зазвичай паркан частина першого мітчика має 6-8 витків, другого - 3-4 витка і третього-1,5-2 витка. Перший мітчик зрізає половину йсоти витка різьблення, другий - ще 0,3 висоти, а третій калібрує різьблення начисто. Для основного метричного та дюймового різьблення комплект складається з трьох мітчиків, для дрібних метричних, а також для трубних різьблень - з двох.
Трубне різьблення нарізають циліндричними та конічними мітчиками. У комплект мітчиків для нарізування плашок входять один плашковий і три маткові мітчики. Плашковим мітчиком виробляють попереднє нарізування різьблення в плашках, а маточним - остаточне (зняття припуску, зачистка та калібрування). Плашковий мітчик відрізняється від слюсарного наявністю великої забірної частини, а маткові – наявністю шести гвинтових канавок. Маточні мітчики використовуються також для прочистки плашок, що знаходяться в роботі.
Застосування стандартних мітчиків комплектами двох або трьох штук пов'язане з додатковими витратами часу. Раціоналізаторська думка новаторів виробництва спрямована на відшукання можливостей поєднати обробку, що виконується декількома мітчиками, замінивши їх одним каліброваним інструментом.
На верстатобудівному заводі «Червоний пролетар» застосовується комбінований інструмент - свердло-мітчик (рис. 134, (3), що дозволяє поєднати операції свердління та нарізання різьблення в одну операцію. Таке саме призначення має свердло-мітчик (рис. 134, е), запропонований інженерами Б. В. Біринем та Е. Е. Розенталем, для нарізання різьблення з невеликим кроком у легкооброблюваних матеріалах.
Машинно-ручні мітчики різних конструкційзастосовуються для нарізування циліндричного та конічного різьблення в наскрізних та глухих отворах. Цими мітчиками можна нарізати машинним способом різьблення всіх розмірів та вручну різьблення з кроком до Змм включно. Вони відрізняються від ручних лише розмірами хвостовика та більшою довжиною забірного конуса. У мітчиків для глухих отворів паркан не перевищує 1,5-2 кроків різьблення.
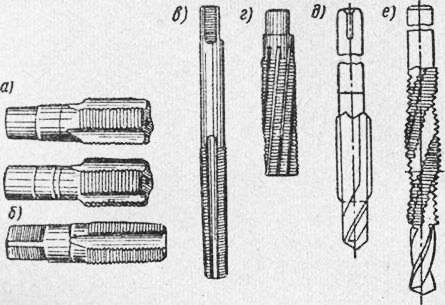
Рис. 2. Мітчики для нарізування трубного різьблення(а, б)', плашковий мітчик (в) матковий мітчик (г); свердло-мітчик (д, е)
Машинно-ручні мітчики, виготовлені за ГОСТ у 3266-60 (рис. 135, а), призначені для нарізування кріпильних та дрібнометричних різьблень. Нарізання різьблення на деталях з чавуну та м'якої сталі ведуть одним мітчиком; для нарізування твердих сталей використовують комплект із двох мітчиків.
Гайкові мітчики для циліндричного різьблення виготовляються за ГОСТ у 1604-60 з довгою забірною частиною (до 16 кроків різьблення) та коротким хвостовиком - для використання на токарних та револьверних верстатах; з довгим хвостовиком - для нарізування різьблення на свердлильних гайкорізних верстатах та автоматах, а також із вигнутим хвостовиком - для використання на гайкорізних автоматах при безперервному нарізуванні гайок. Гайкові та машинні мітчики кріпляться на верстатах у спеціальних запобіжних патронах, що забезпечують самовимкнення їх при перевантаженні.
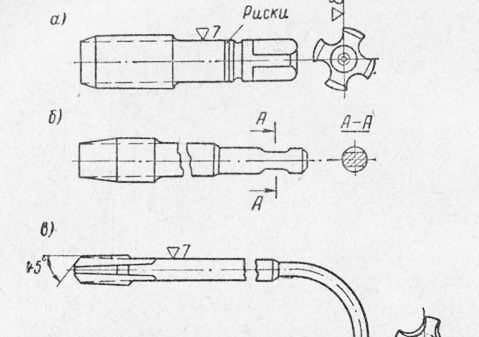
Рис. 3. Машинно-ручні (а) та гайкові (б, в) мітчики
Збірні мітчики можуть бути трьох видів: нерегульовані, регульовані та самовиключні.
Спеціальні мітчики складають велику групу, до якої входять ненормалізовані конструкції мітчиків.