Інструмент для нарізування зовнішнього різьблення. Інструменти для нарізування внутрішнього та зовнішнього різьблення. Мітчики. Плашки. Що таке нарізування різьблення
Додати в закладки
Нарізування трубного різьбленнявручну
Що таке нарізування різьблення?
Нарізання різьблення - це обробка отвору або стрижня в деталі, при цьому використовується спеціальний різьбонарізний інструмент з метою одержання внутрішньої або зовнішньої гвинтової нарізки, що складається з виступів-витків та почергових спіральних канавок.
Лицьові сторони на мережі виготовлені з конічних пов'язок та оксамитових круглих луків зовні та лицьовою стороною вгору. Верстати для механічної обробки Верстати являють собою токарні верстати, револьвери та автоматичні токарні верстати, в яких ножі використовують леза, бобіни, повіки, головні пов'язки та головки основи. Пошиті внутрішні креслення часто виконуються на свердлах. Для виробництва сильних тонів ми використовуємо сурдут на спині. Ми використовуємо м'ясорубку на фіранках для шліфувальних екранів.
Перша відзначена однією смугою, дві інші, з калібрами ви можете знайти три смуги, або звукові сигнали без маркування. Це полегшує поступовий вибір окремих предметів під час роботи. У дрібнозернистих дзеркалах є лише два інструменти. Вони використовуються для зшивання тонких матеріалів, таких як листовий метал. Така ж товщина матеріалу буде працювати більше, тому буде велика поверхня, яка утримує гвинт разом і матеріал, що несе.
Нарізання різьблення - це обробка отвору або стрижня в деталі, при цьому використовується спеціальний різьбонарізний інструмент.
Нарізка виконується на трубах, гайках, болтах, які застосовуються в роз'ємних з'єднаннях трубопроводу та різних деталей обладнання. Якщо ви монтуєте трубопровід вручну з труб, на яких немає різьблення, вам буде корисно знати, як нарізати різьблення на трубі вручну.
Він порівнює окремі матеріали. «Найдешевші інструментальні сталеві стрічки, але якщо ви використовуєте їх у будинку лише раз у той час, ви, ймовірно, не використовуватимете якість швидкорізальної сталі», - вважає він. Згідно з наступною ознакою, ви знайдете додаткові специфікації для вибору. Оскільки вона в основному відноситься до ніжних скель, у наборі всього два інструменти. Тільки якщо ви захочете відремонтувати якийсь іноземний продукт, ви зустрінетеся на практиці з американськими справами, якщо такі є, з ніжним падінням, більш застосовуваними машиністами, які створюють зв'язку для Америки, але вони будуть використовувати більш механічні креслення, але вірно, що навіть у цій галузі існує велике робоче навантаження, тому немає жодних проблем із придбанням інструментів для виробництва одягу ручної роботи, а також англійська битва, яка, як і раніше, збирається відповідно до їх традиційних стандартів, від метричної каламутності до геометрії інверсії, - пояснює Песл.
Основними елементами різьблення є:
- глибина;
- профіль;
- кут профілю;
- внутрішній, середній та зовнішній діаметри.
Необхідні поняття про різьблення
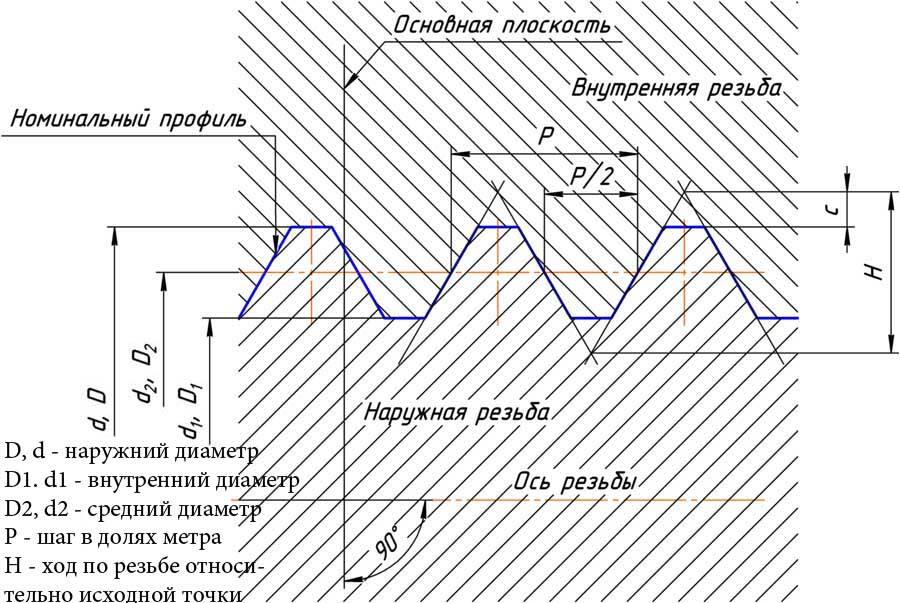
Схема нарізки зовнішньої циліндричної різьби, заснованої на метричному різьбленні при вершині з кутом, рівним 60 градусів.
Різьбова прокатка - це метод холодного або гарячого формування. За допомогою цього методу ви можете створювати як внутрішні, так і зовнішні потоки, метрики та дюйми з різними формами контуру потоку. Залежно від ваших потреб, ви повинні вибрати правильний інструмент.
Обробка різьблення здійснюється за допомогою головок, плоских щелеп або планетарних обжимних пристроїв. Дуже важливо вибрати діаметр стрижня, з якого буде зроблено нитки. Від цього залежить діаметр кінцевого продукту. Ефект у ньому - кінчик нитки, сформований потоком матеріалу, видавленого інструментом. Якщо діаметр заготівлі дуже малий, наконечник не буде повністю сформований. Якщо занадто великий – існує небезпека пошкодити інструмент або зробити різьблення з розмірами, які не відповідають дизайну.
Профілем називається форма поперечного перерізу у витка. Залежно від профілю, виділяють прямокутні, трикутні, трапецієподібні і т.д. Трикутна використовується тільки при складанні санітарно-технічної системи та деталей.
Також різьблення поділяють залежно від напрямку витка на ліві та праві.
Залежно від призначення різьблення, бувають спеціальні та кріпильні. Кріпильними є трикутні, а спеціальними - прямокутні та ін. Трикутна є кріпильною, оскільки вона нарізається на кріпильних деталях: гвинтах, гайках, болтах. Крок різьблення - це відстань між основами або вершинами сусідніх витків.
Основною перевагою прокатки різьблення є відсутність чіпів, присутніх у процесі обробки. Це робить готовий продукт без домішок. Такі нитки мають високу міцність, оскільки волокна матеріалу не пошкоджуються і не розрізаються під час обробки, а матеріал додатково посилюється дробленням. Це призводить до збільшення міцності різьблення. Вони також мають дуже низьку шорсткість поверхні, що неможливо у разі механічної обробки.
Недоліком пластичної обробки є здатність прокочувати тільки матеріали, що легко деформуються. Це створює проблеми при обробці деяких матеріалів. У разі краще використовувати порожнину. У нашій компанії ми маємо справу з вами різьблення прокатки з використанням професійних прокатних станів. Це дозволяє оптимізувати процес. Використання спеціалізованих інструментів також гарантує швидкість виробництва, тому ми можемо забезпечити короткий часвиконання. Потоки, виготовлені таким чином, зберігають висока якістьта точність.
Кут профілю - той кут, який утворюється бічними гранями (сторонами) витків, що перетинаються.
Відстань від основи до вершини називається глибиною різьблення.
Зовнішній діаметр - відстань між точками двох сторін різьблення, що лежать протилежно. Внутрішнім діаметром є відстань між основами протилежних сторін. Відстань між основою та вершиною протилежної сторони називається середнім діаметром.
Цей сайт використовує файли cookie та аналогічні технології.
Без змін налаштувань браузера ви погоджуєтесь із цим. Використання Сайту не вимагає, щоб Користувач надав будь-які дані, які могли б ідентифікувати його. Зокрема, неможливо проникнути в пристрої вірусів або іншого небажаного або шкідливого програмного забезпечення. Завершення сеансу браузера або вимкнення пристрою не видаляє його з пристрою.
- Збережена інформація завжди видаляється з пам'яті пристрою.
- Ви можете прочитати ці правила.
Залежність між глибиною різьблення, її кроком і числом витків полягає в наступному: чим менший крок, тим менша глибина і більше число витків (ниток) на одиницю довжини різьблення, і, навпаки, навпаки.
За системою заходів трикутний різновид буває дюймовий і метричний. Метрична - ця та, яка у профілі має вигляд рівностороннього трикутника при вершині з кутом, що дорівнює 60 градусам. Такий тип застосовується в машинобудуванні та приладобудуванні. Внутрішній діаметротвори або зовнішній діаметр гвинта з метричним типом вимірюється в міліметрах, тоді як крок може вимірюватися і міліметрах, і його частках.
Сталева сталь, що використовується для різальних інструментів, пуансонів і штампів для штампування і штампування, різьбової прокатки, штампів і штампів для дрібного і глибокого тиснення інструментів для карбування штампів і штампів для екструзії - висока механічна міцність сталі і дуже хороша стійкість до стійкості.
Виготовлена стандартна інструментальна сталь з 8% вмістом хрому з дуже гарною оброблюваністю, хороша стабільність розмірів під час термообробки. Подальше очищення 8% хромової сталі після плавлення електролізом, дуже міцна та довговічна сталь з високою стійкістю до стирання та адгезією.
У профілі дюймовий різновид виглядає так само, як і метричний, але кут при вершині дорівнює 55 градусів. Вона вимірюється у дюймах та відрізняється від метричного типу великим кроком.
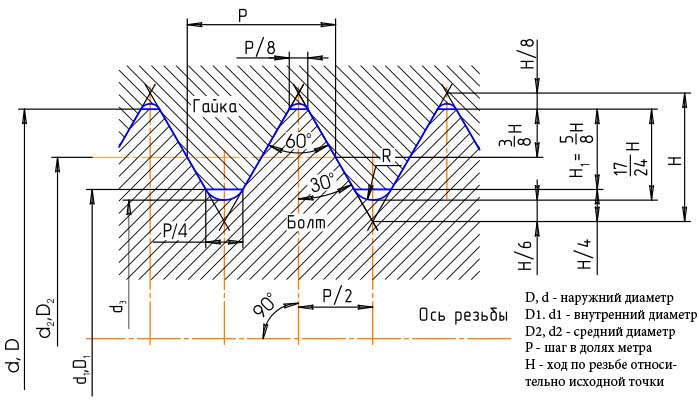
Метричне різьблення у профілі має вигляд рівностороннього трикутника при вершині з кутом, що дорівнює 60 градусам.
Порошкова сталь для високоякісних різальних інструментів Різаки для гільйотин для різання тонких матеріалів, штампів та штампів для штампування, штампування для дрібного та глибокого пресування для холодних та напівжорстких екструзій. Інструменти для різьбонакатного холодного рулону, що замішує, вкладиші для виготовлення пластмасових виробів, де потрібна висока стійкість до стирання. Циліндри для пластикової екструзії, гвинтові конвеєри.
Сталь для пневматичних інструментів, машинних ножів, пуансонів для монет. Він характеризується високою твердістю, твердістю та високою ударною в'язкістю. Сталь, що використовується для штампування та штампування. Ножі для різання, інструменти для дерева та паперу, а також невеликі форми для переробки пластмас.
Дюймовий різновид застосовується при складанні санітарно-технічних деталей. Вона поділяється на кріпильну та трубну. Ці два різновиди відрізняються тим, що кріпильна має більший крок, гарантуючи міцне з'єднання, і використовується, щоб нарізати гайки, стрижні, болти та отвори. А трубна застосовується при з'єднаннях труб. Вона дрібніша, ніж кріпильна, оскільки її глибина обмежується товщиною трубної стінки. Щільність трубного різьблення набагато більше кріпильного через велику кількість витків на один дюйм довжини нарізки.
Порошкова сталь, яка поєднує високу стійкість до стирання та високу стійкість до ударів. Клієнта: чудова оброблюваність у загартованому стані, гнучкість у термообробці та подовжене подовження терміну служби інструменту. Сталь використовується для інструментів для штампування монет, штампувальних та штампувальних млинів, що використовуються при виготовленні столових приладів, ножів для різання великих матеріалів. Формовані вставки – висока стійкість до ударів, висока стабільність розмірів, дзеркальне полірування.
Аустенітна сталь із дуже високою схильністю до консолідації під впливом дроблення. Сталь, що використовується для різальних інструментів, штампів та штампів для штампування та штампування, невеликі форми для виробництва пластмасових виробів, де не потрібна висока стійкість до стирання, інструменти для деревообробки, ножі для різання паперу та дерева з високою розжарюваністю, стійкістю до стирання та твердості.
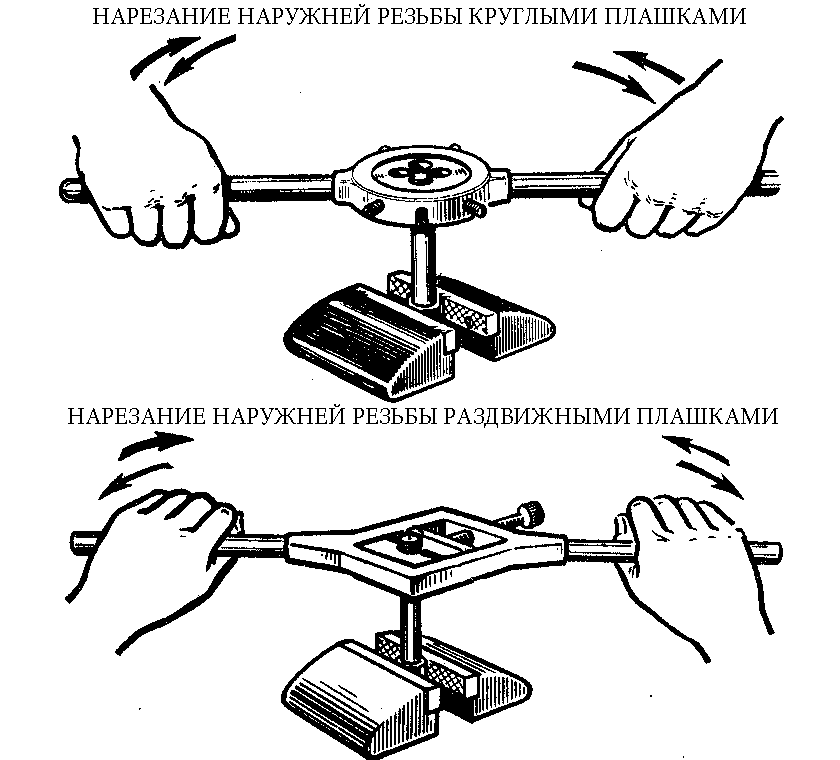
Нарізання зовнішньої різьби
Зовнішнє різьблення на болтах, стрижнях і гвинтах вручну нарізається плашками.
Поділяють їх залежно від пристрою:
- призматичні;
- круглі;
- розсувні;
- цілісні.
У призматичних є пара однакових половинок, які кріпляться в клуппі у формі рамки з ручками. З двох зовнішніх сторін цих плашок розташовуються призматичні канавки, призначені призматичних виступів клуппа.
Високоміцний сталевий порошок, що використовується як інструментальна сталь для холодної обробки та різання. У разі гвинтів, що фіксують різні елементи, порятунок зламаних ниток немає сенсу. Цей гвинт замінюється гайкою на іншу і проблема перестає існувати. Гірше того, коли нитка в блоці двигуна, корпус коробки або інша важлива і дорога частина зламаються. Якщо він знаходиться в сліпому отворі, тобто сліпий, а діаметр гвинта, що взаємодіє з ним, не є критичним, ви можете спробувати вставити його у більший розмір серії.
У призматичних плашок є пара однакових половинок, які кріпляться в клуппі у формі рамки з ручками.
Розсувні плашки встановлюються в клуппі так, щоб номери на його частинах стояли навпроти таких же номерів на рамці. Інакше вийде неправильно. Кріпляться вони завзятим гвинтом. Між плашкою і завзятим гвинтом міститься пластина-сухар зі сталі, щоб та не лопнула при натиску гвинтом.
Не прокладайте наскрізні отвори, наприклад, для додавання або зливу трансмісійної олії, контрольних точок рівня олії для редукторів та диференціала, отворів для відведення моторної оліїі т.д. результуюча різьба може призвести до серйозної травми під час просочення під час проникнення. ушкодження.
Гвинти та гайки, які не можна замінити, наприклад, через їх конкретну форму або використання, можна зберегти двома способами. Іноді механіки можуть отримати так звані гвинти та гайки з великим розміром, чия різьбова частина трохи більша, ніж звичайний гвинт. Обидва гвинти та гайки з габаритними розмірамимають однаковий крок різьблення, як завжди, тому їх можна використовувати без будь-яких проблем. Закручуючи їх, ви повинні зробити це дуже обережно, розумно, намагаючись вдарити залишки різьбової нитки.
Кругла плашка кріпиться у комірці-легкотримачі парою або двома парами завзятих гвинтів.
За допомогою розсувного різновиду можна робити різьблення, якщо є незначні відхилення діаметра стрижня, чого не можна допускати при нарізанні цілими цілими плашками. При меншому діаметрі стрижня вийде неповне різьблення, при більшому - рівне.
Найкраще загвинчувати їх вручну, без ключів та інших інструментів, щоб почуватися під пальцями, незалежно від того, чи потрапили гвинтові нитки та отвори. Якщо вони не працюють, гвинт з великим розміром може видаляти залишки різьбового різьблення, тим самим збільшуючи отвір, а потім його ремонт може бути дуже дорогим. Виявивши, що нитки ниток одна над одною, можна закінчити затягування за допомогою правильного інструменту. Це потрібно робити з великою чутливістю.
Така регенерація різьблення неприйнятна, коли гвинт працює під великим навантаженням, наприклад, прикріпивши подушку, на якій вона спирається. Інструменти для нарізання різьблення можна придбати у будь-якому гарному магазині інструментів. Ще один спосіб зберегти зламані різьблення, особливо в пробки для зливу олії, - це різьбові залишки з декількома шарами тефлонової стрічки, що використовуються для герметизації газових і гідравлічних систем. Використовуйте товстіші стрічки. Для звичайної нитки або годинникової стрілки проведіть її за годинниковою стрілкою.
Нарізування внутрішньої різьби
Вручну внутрішнє різьблення нарізається за допомогою мітчиків, які вставляються у комір.
У мітчика є забірна частина (його кінець), яка потрібна для нарізування, калібруюча частина (середня) - для спрямування при калібруванні та нарізанні отвору, і хвостова, з квадратною в перерізі головкою, - для утримування у вороті мітчика при нарізуванні.
Ви повинні експериментально вибрати кількість шарів тефлонової стрічки, щоб гвинти загвинчувалися в отвір з явно помітним опором. Після того, як ви перевернули його, вам потрібно змінити стрічку на нову. Старий не підходить для повторного використання!
Монтажні роботи не будуть такими ж трудомісткими, як використання високоякісних спеціалізованих інструментів. Інсталятори найбільше цінують перевірені інструменти традиційних компаній. Найважливішим робочим елементом ключів є щелепи. У інструментах із високоякісних щелеп виготовлені із спеціально загартованої інструментальної сталі. Оскільки його не може бути перевірено неозброєним оком, краще купити ключі шановних компаній. Обов'язково замініть щелепи у клавішах. Не менш важливою є якість пружини стиснення під нижньою щелепою.
При переході від неповного до дюймового кріпильного або повного метричного різновиду застосовують комплект мітчиків: три мітчики для різної глибини.
Основні положення різьблення
З'єднання водопровідних труб і труб для подачі газу виконується так, що на їх кінцях накочують або нарізають циліндричне трубне різьблення.Трубні кінці з'єднуються один з одним у вигляді сполучних деталей.
При з'єднанні водо- і газопровідних труб застосовується довге і коротке циліндричне різьблення. Останні два витки називаються втечею. Він утворюється через конструкцію плашки, перші витки яких роззенковані. Сбіг дає можливість заклинювати на трубі муфту, що гарантує герметичність з'єднання з матеріалом ущільнювачем.
По довжині короткий тип може бути трохи менше половини від довжини муфти. У такому випадку між кінцями труб, що з'єднуються, залишиться зазор в 2-3 мм, що дасть можливість на бігу заклинити муфту. Для нероз'ємних з'єднань за допомогою фасонних частин застосовують короткий різновид. Таке з'єднання можна роз'єднати на змонтованому трубопроводі шляхом розрізування труб.
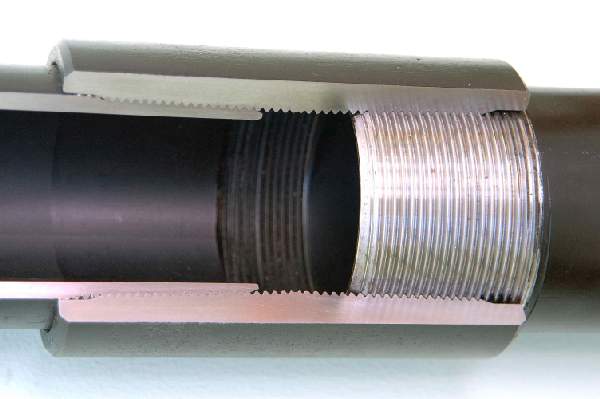
З'єднання водопровідних трубі труб для подачі газу виконується так, що на їх кінцях накочують або нарізають циліндричне трубне різьблення. Трубні кінці з'єднуються один з одним у вигляді сполучних деталей.
Щоб провести роз'єднання зібраних труб, не розрізаючи їх у своїй, застосовується згін. Він складається з контргайки, муфти та довгого різьблення. У цій має бути така довжина, щоб при з'єднанні згону на неї можна було вільно нагвинчувати муфту та контргайки.
Розміри довгого та короткого різьблення варіюють залежно від діаметра труб.
Щоб заощадити метал, у системах газопостачання та опалення використовуються тонкостінні труби. Так як у цих труб менша товщина стінки, ніж у водопровідних, на труби накочують різьблення, при цьому критична товщина стінок цих труб повинна бути не меншою, ніж при нарізанні трубного різьблення на водо- та газопровідних трубах.
Інструмент для нарізування різьблення вручну
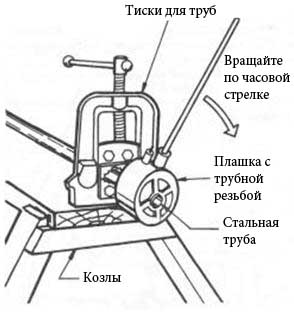
Трубні клупи для нарізування різьблення на трубах
На трубах при малих обсягах нарізають зовнішнє різьблення вручну за допомогою трубних дупів, застосовуючи розсувні та нерозсувні плашки. З цією метою затискають трубу в притиск, очищають напилком кінець труби від окалини, після чого змащують частину оліфою або сульфофрезолом. На трубу надягають спеціальний інструмент - клупп, що має розсувні плашки, і легкими ударами по рукоятці план-шайби киянкою доводять впритул до труби напрямні плашки і кріплять стопорними болтами. Також, орієнтуючись на ризик планшайби, кріплять ріжучі плашки. Потім починають обертати за годинниковою стрілкою інструмент із одночасним натиском на нього.
У корпусі трубного клуппа з одного боку розташовані чотири отвори для ріжучої плашки і три отвори з іншого боку для напрямної.
У корпусі трубного клуппа з одного боку розташовані чотири отвори для ріжучої плашки і три отвори з іншого боку для напрямної. Напрямні ріжучі плашки розводять і зближують план-шайби, які кріпляться притискними кільцями на корпусі. У площинах, що прилягають до корпусу, план-шайби мають спіральні канавки, до яких входять штифти плашки. Якщо повернути план-шайбу, штифти ковзатимуть по спіральних канавках і плашки підуть на зближення (якщо повернути план-шайбу вліво) або, навпаки, розходитися (якщо повертати план-шайбу вправо). Коли плашки встановлені у потрібне положення, план-шайба закріплюється притискними болтами.
Виготовляються трубні клуппи з парою комплектів різальних плашок: для нарізки на трубах діаметром 15 або 20 мм та для нарізки діаметром 25, 32, 38 та 50 мм.
Для трубних дупів використовуються радіальні односторонні або радіальні двосторонні плашки. Плашки виготовляються по 4 шт. в комплекті. Кожна має позначення з діаметром і порядковим номером від 1 до 4. Відповідні номери мають кожен проріз на корпусі установки клупа. На трубі є змінні втулки для кожного діаметра труби, які розташовуються у напрямному фланці та кріпляться гвинтом. Останній кріпиться гвинтами до корпусу, куди встановлюються відповідні номери плашки.
Трубні клуппи мають перевагу - чистота різьблення на трубах і міцність конструкції. Їх недоліком є необхідність у ретельному догляді та велика маса.
При нарізанні різьби 50 мм потрібно переставити напрямні плашки, повернувши їх на 180 Φ, тобто всередину клупа короткою стороною (від шпильки).
Клупи Маєвського для нарізування трубного різьблення
Використовується і такий інструмент, як клуп Маєвського. У клупах Маєвського є розрізні плашки, що складаються із двох частин. Окремий комплект плашок відповідає певному діаметру труб. Плашки, відповідно до номера, вказаного на плашку та в гнізді, встановлюються в гніздо корпусу гвинтами за ризиками, нанесеними на корпусі та на плашках для потрібного розміру. На плашки укладається завзята кришка, закріплена гвинтами.
Виготовляється цей інструмент двох розмірів: для нарізки різьблення діаметром 15 та 20 мм (№ 1) та для діаметрів 25 та 32 мм (№ 2).
Такий інструмент має такі переваги: простота конструкції та догляду за ними, невелика маса, можливість швидкої заміни плашок.
Тріскальні клупи для нарізування різьблення на трубах
Цей інструмент застосовується для нарізки різьблення діаметром 25, 20 та 15 мм. У його корпусі кріпиться головка, що має змінні плашки. На нижній половині головки є храпове колесо, яке при повороті обертає головку клупа та плашки.
У корпусі клупа прикріплена пара храповиків, що закриваються щоками. За допомогою рукоятки обертається головка клупа. Нарізка проходить за допомогою гойдалки рукоятки при включеному храповику. Після закінчення нарізування включають храповик, який зачіпляється за зуби храпового колеса при коливанні рукоятки і зганяє круглу плашку. Можна за допомогою тріскачного клупа нарізати в місцях, де звичайний інструмент застосувати неможливо. Це особливо актуально під час ремонтних робіт.
Для нарізки трубного різьблення трубу в притиску затискають таким чином, щоб нарізний виступає її кінець був коротким. Довгий кінець труби може прогнути при нарізанні. Торець кінця, що нарізається, повинен знаходитися під прямим кутом до осі труби з різьбленням. Інструмент на трубу встановлюється напрямними кільцями або напрямними плашками таким чином, щоб різальні плашки на 1-2 нитки (витка) знаходили на трубу. Різьблення на трубах змащується маслом з метою охолодження плашок та чистоти. До початку нарізки клуппом потрібно перевірити правильність установки ріжучої плашки, тобто чи номер плашки збігається з номером гнізда в корпусі.
Для нарізування інструмент обертають та подають уперед. За один прохід нарізка відбувається на трубах діаметром до 25 мм, за два проходи – при діаметрі понад 25 мм. Плашки в клуппі зближуються гвинтами або план-шайбою.
Після закінчення робіт трубні клуппи слід розібрати, почистити від бруду та стружки, промазати мінеральною олією. Один раз на тиждень рекомендується очищати інструмент від засохлої та налиплої олії та бруду: для цього потрібно розвести на одне відро води 0,5 кг сухої каустичної соди.
Деталі з різьбовими елементами є одними з найпоширеніших у машинобудуванні, їхня частка становить 60-70% від загальної кількості деталей, а різьби, що застосовуються, відрізняються великою різноманітністю.
Різьблення різняться:
за формою основної поверхні:
Циліндричні (зовнішні та внутрішні) та конічні (зовнішні та внутрішні);
за формою профілю:
Трикутні (метричні та дюймові), трапецієподібні, прямокутні, завзяті, круглі та спеціальні;
за напрямком витків різьблення:
Праві та ліві;
за західністю:
Однозахідні та багатозахідні;
за ступенем точності (ГОСТ 16093-81):
Для зовнішніх різьблень – 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g та 8h;
Для внутрішніх різьблень – 4Н, 4Н5Н, 5Н, 6Н, 7Н та 8Н.
Крім того, розрізняють різьблення, що працюють з тертям ковзання та тертям кочення. До перших відносяться всі звичайні циліндричні та конічні різьблення, а до других – кулькові та роликові різьблення. Залежно від виду різьблення, його розмірів, вимог до точності та якості обробленої поверхні застосовуються різні методи отримання різьблення.
Основні методи нарізування різьблення
Різьблення отримують трьома основними методами: нарізуванням лезовим інструментом, нарізуванням абразивним інструментом та пластичним деформуванням (накочуванням). Залежно від прийнятого методу одержання різьблення розрізняють кілька способів утворення різьблення (рис. 1).
1
Рис. 1. Основні методи нарізування різьблення: а- різьбовий різець; б – однониткова дискова фреза; в – однониткова кінцева фреза; г – однониткова торцева фреза
2. Спосіб однопрохідного нарізування багатонитковими інструментами: гребінками, круглими плашками, мітчиками, різьбонарізними головками, багатонитковими шліфувальними колами (циліндричними та конічними).
3. Спосіб однопрохідного нарізування інструментами, що обертаються: різьбовими однонитковими фрезами (дисковими рис. б, пальцевими, торцевими рис. г), вихровими головками.
4. Спосіб фрезерування багатонитковими фрезами, довжина яких більша за довжину різьби, що нарізається, накочування різьблення широкими роликами або плоскими плашками.
Різьбові різці
Цей тип інструменту є одним з найпоширеніших різьбоутворювальних інструментів, які застосовуються для нарізування зовнішнього та внутрішнього різьблення різних профілів на токарно-гвинторізних верстатах, автоматах та напівавтоматах. Найбільш простими по конструкції, що широко використовуються в промисловості, є стрижневі різці.
На вершині різьбових різців задній кут α = 8 ... 150; кут при вершині ε=60 0 – для метричної різьби та ε=55 0 - для дюймової та трубної різьблення. У твердосплавних різців кут при вершині виконується на 10 -30 менший кута профілю різьблення через те, що при швидкісному нарізанні спостерігається деяке «розвалювання» різьблення.
Б 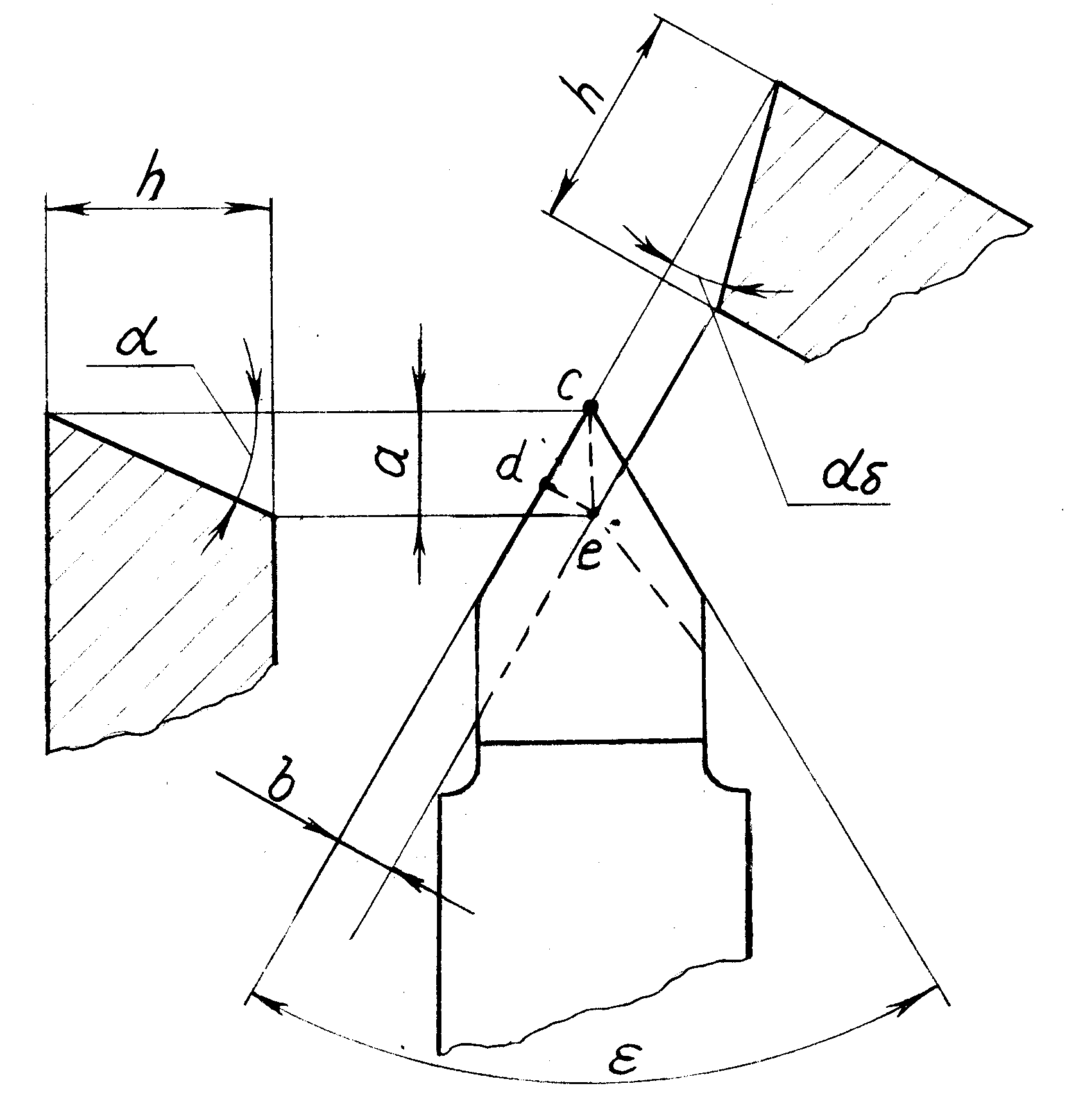 окові задні кути α б залежать від величини кута
окові задні кути α б залежать від величини кута  та визначаються у статичному положенні за формулою (рис. 2):
та визначаються у статичному положенні за формулою (рис. 2):
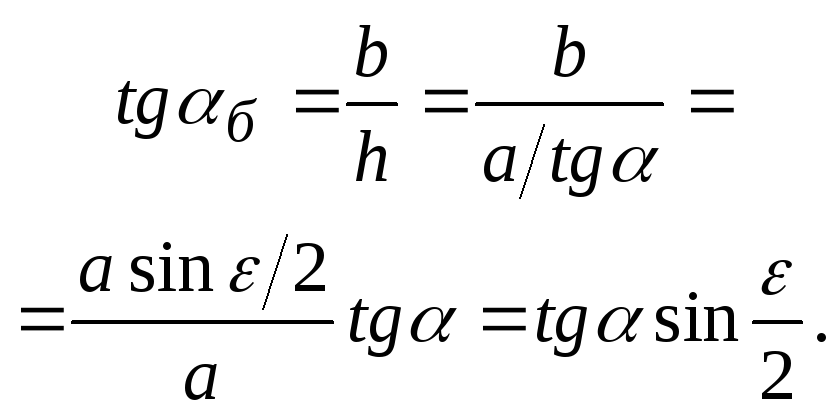
Рис. 2. Схема визначення бічного заднього кута різьбового різця
У процесі роботи задні кути б змінюються за рахунок відносного переміщення ріжучих кромок по куту підйому різьби. При нарізанні правого різьблення бічний задній кут α б на лівому лезі зменшується, на правому – збільшується на величину кута μ (рис. 3, а) (для лівого різьблення – навпаки):Тут кут μ - кут підйому різьблення на внутрішньому діаметрі різьблення (рис. 3, в).
Величина кута μ визначиться із співвідношення (рис. 3, б):
 .
.
Зазвичай при нарізанні різьблення з невеликим кроком і на середніх за величиною діаметрах задні кути на бічних кромках не коригуються. При великих р(багатозахідні різьби), на малому діаметрі d, при нарізанні трапецеїдальних та прямокутних різьблень (кут підйому μ досягає значних величин) необхідно брати до уваги зміну бічних кутів α б і враховувати цю обставину при заточенні.
У 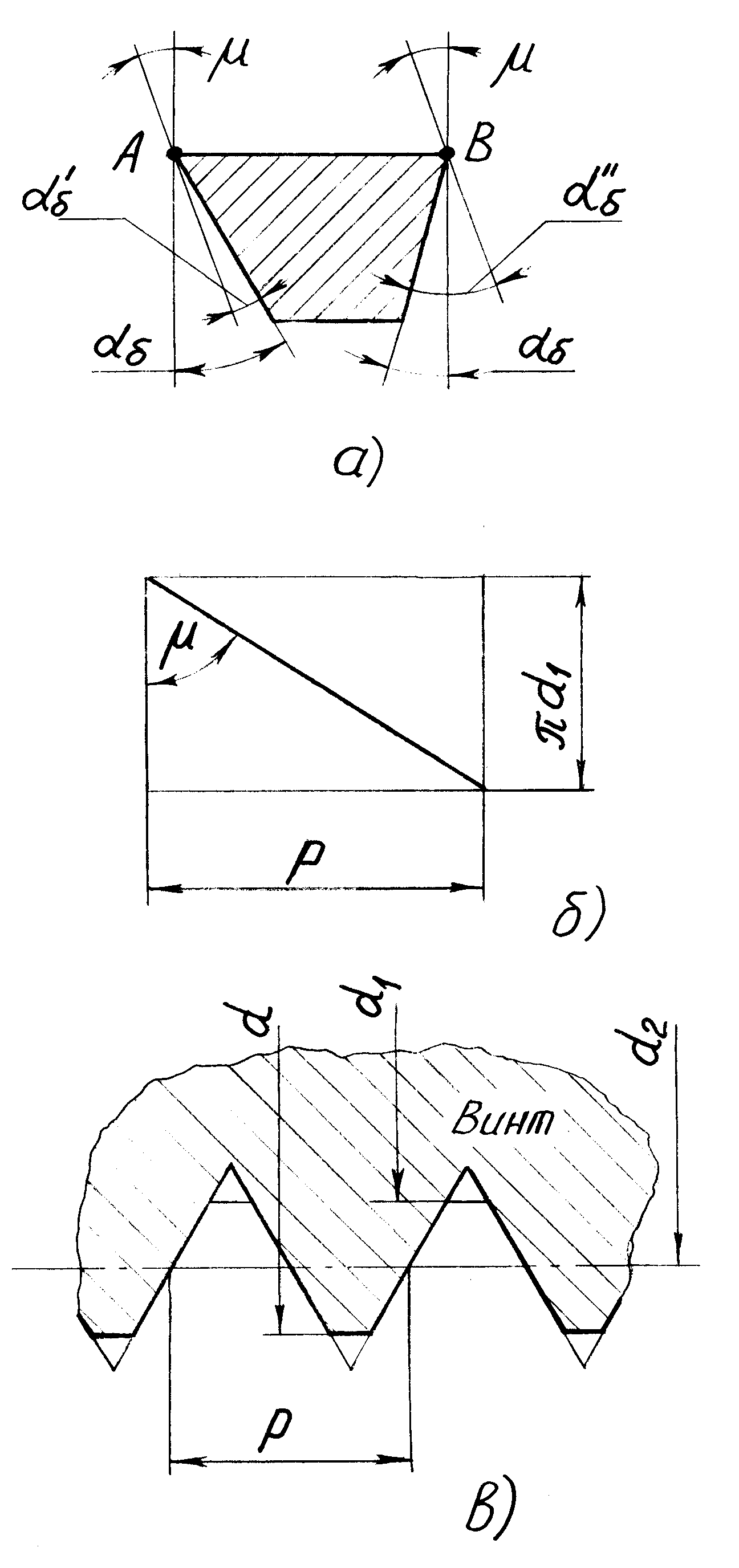 різців для гострокутного різьблення через трохи μ кути робляться однаковими на обох бічних ріжучих кромках.
різців для гострокутного різьблення через трохи μ кути робляться однаковими на обох бічних ріжучих кромках.
Передній кут у різьбових різців для попередньої прорізки вибирається в залежності від матеріалу, що обробляється, і встановлюється в межах γ=5…25 0 .
У чистових різців, щоб уникнути спотворення профілю різьблення, передній кут γ=0. Профіль різьбових різців з переднім кутом не рівним нулю, відрізняється від профілю різьби, що нарізається, і повинен бути заданий в перерізі, нормальному напрямку задньої поверхні (рис. 4). У цьому випадку треба розрахувати висоту профілю різця та кут профілю перерізі В-В.
Як вихідні дані для розрахунку задаються:
α і γ - задній та передній кути різця,
Рис. 3. Схема визначення бічних задніх кутів різьбових різців
Н– теоретична висота профілю різьблення у діаметральному перерізі А-Авитка різьблення до гострої вершини,ε ![]() - кут профілю різьблення,
- кут профілю різьблення,
р- крок різьби.
H p = BC= ABsin= ABcos(α + γ ) ; (1)
AB=BD-AD (Δ-кіODBіODA); (2)
AD=r 1 cos (Δ-доODA); (3)
 ;
(4)
;
(4)
OB=r; OD=r 1 sinγ; (Δ- доODA) (5)
 (6)
(6)
Підставимо (6) і (3) у (2):
З урахуванням (7) та (1) отримаємо:
Рис. 4. Визначення розмірів профілю різьбового різця
З трикутника abc(перетин пл. В-В на рис. 3.4) маємо:
 (9)
(9)
У формулах (8) та (9): H p- теоретична висота різьблення у перерізі В-В (до гострої вершини); rі r 1 - радіуси, що утворюють зовнішній та внутрішній діаметри різьблення; p- крок різьби.
Якщо λ=0 0 то розміри H pі ε pу перерізі В-В визначаються за формулою:
 (10)
(10)
Аналогічно (9) для кута профілю в перерізі А-А маємо:
 (11)
(11)
Порівнюючи (9) і (11) і підставляючи (9) замість H pйого значення Hcosγ, отримаємо:
 ;
;
 ,
,
 (12)
(12)
 .
.
В 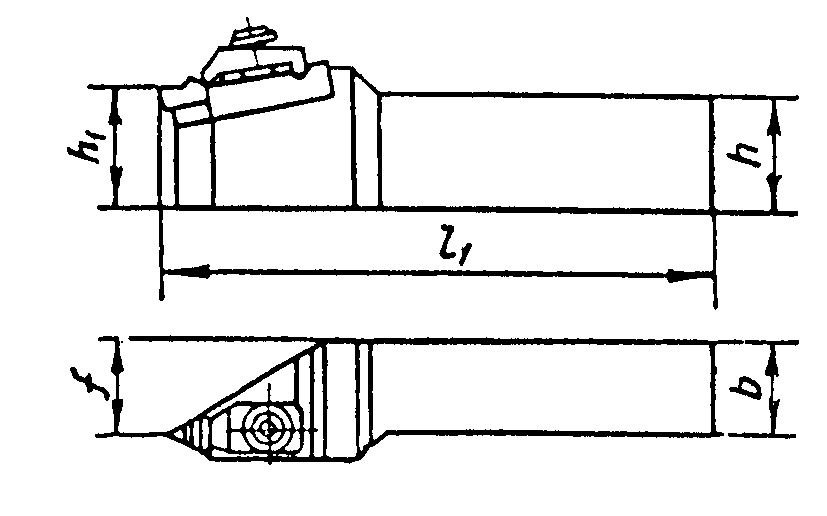 вітчизняної та зарубіжної промисловості широкого застосування отримали збірні різьбові різці з механічним кріпленням змінних твердосплавних пластин.
вітчизняної та зарубіжної промисловості широкого застосування отримали збірні різьбові різці з механічним кріпленням змінних твердосплавних пластин.
Р
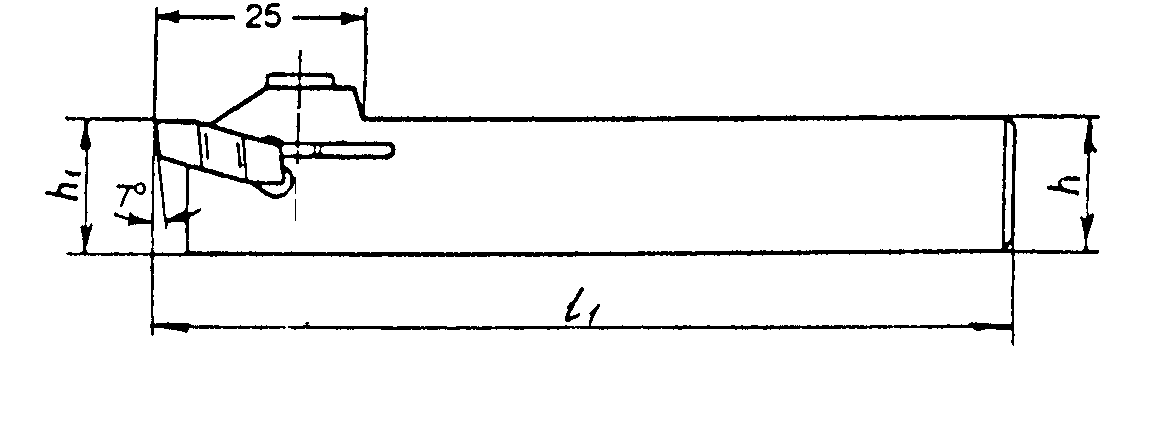
Рис. 5. Різьбовий різець з механічним кріпленням ромбічних пластин для нарізування метричної різьби
Ромбічна твердосплавна пластинка встановлюється в глухому гнізді державки, закріплюється прихватом на дві бічні базові поверхні та притискається до твердосплавної опори.
Різці цієї конструкції призначені для нарізування метричних різьблень з кроком p=1,5...6,0 мм і мають габаритні розміри b× h=(16х20)...(25х40)мм та l 1 = 125 ... 200мм.
Шведська фірма Sandvik Coromant випускає різьбові різці зі змінними пластинами (СНП), що не переточуються, двох типів: з механічним кріпленням гвинтом (рис. 6, а) і з кріпленням прихватом (рис. 6, б).
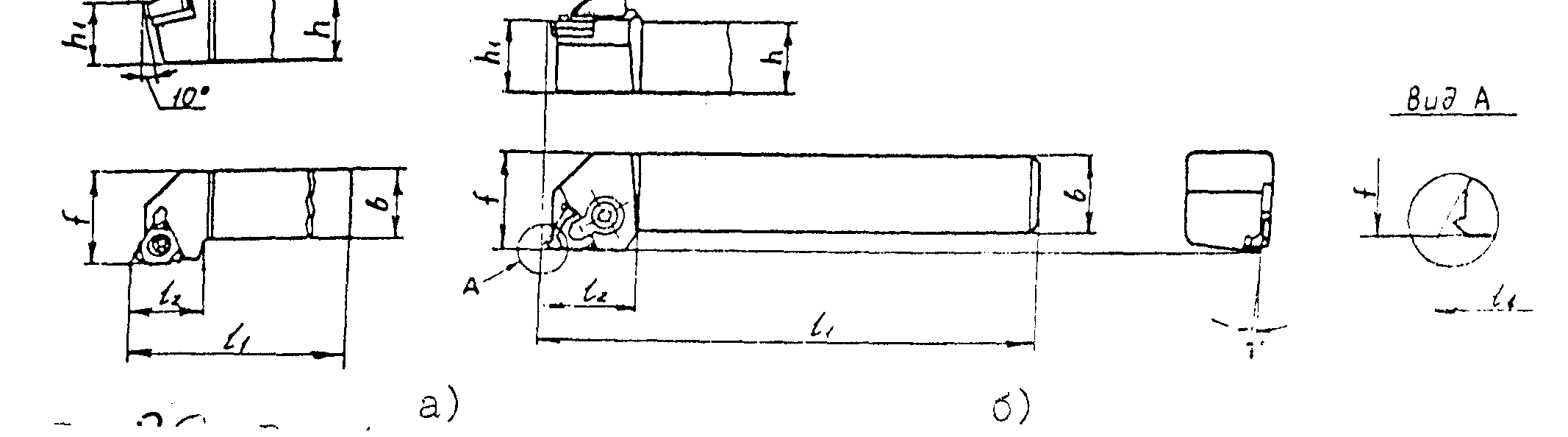
Рис. 6. Різьбові різці з механічним кріпленням СНП: кріплення гвинтом (а) та кріплення прихватом (б)
Ріжучі пластини у різців цієї фірми мають три робочі вершини; на кожній з них розташовується зуб різьблення з кутом 60 0 (рис. 6б, вид А), зі стружколомаючими канавками і без них. Кріплення пластин здійснюється або гвинтом або прихватом.
І Рис. 7. Різьбовий різець з механічним кріпленням тангенціально розташованих СНП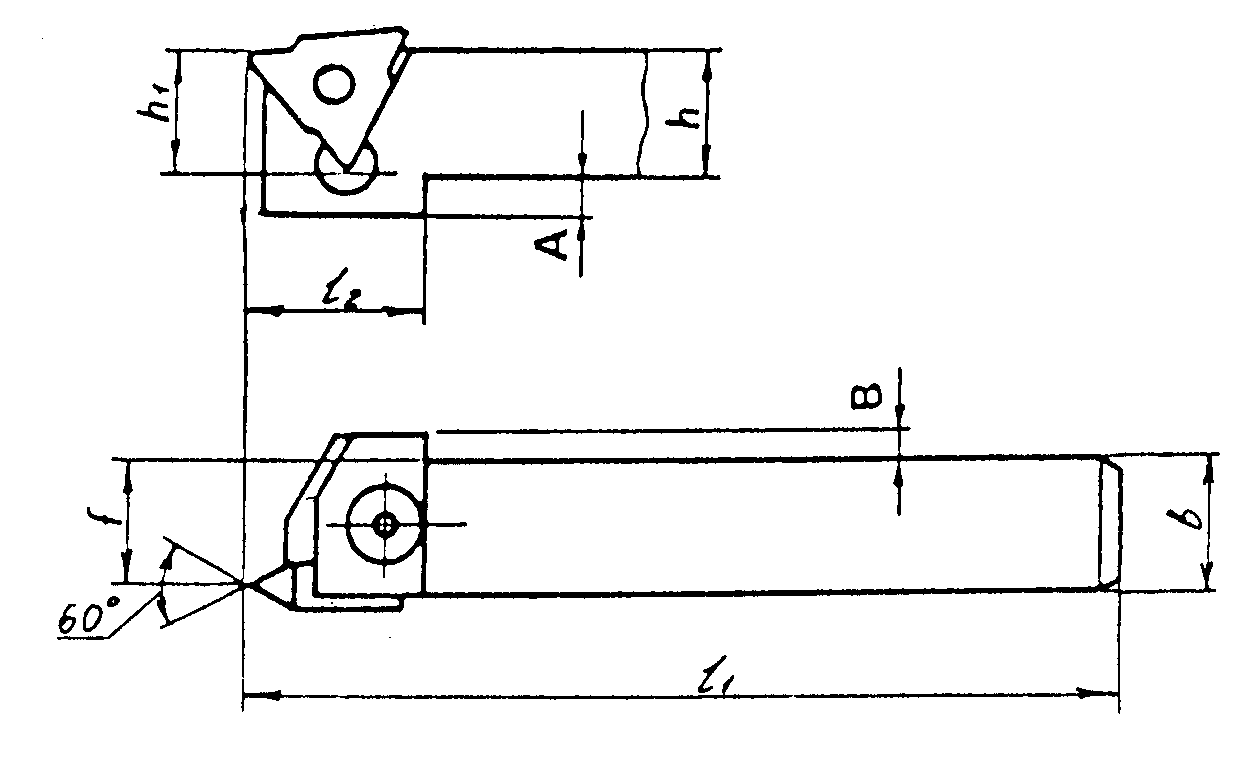
З Рис. 8 Різьбовий різець для зовнішньої обробки з механічним кріпленням СНП