Technologinio vamzdyno ir įrangos magistralinio montavimas. Išorinių vamzdynų įrengimo technologija
Proceso vamzdynams priskiriami visi vamzdynai, kuriais transportuojamos žaliavos, pusgaminiai ir gatava produkcija; pagalbinės medžiagos; agresyvių nuotekų gamybos atliekos. Nenaudoti technologiniams vandentiekio vamzdynams, kurių slėgis iki 1 MPa, priešgaisriniam vandentiekiui, šildymui, neagresyvių nuotakynų ir lietaus kanalizacijos nuotekoms. Montavimo kokybė ir tinkamas vamzdynų eksploatavimas daugiausia lemia patikimą ir nenutrūkstamą įrangos ir visos įmonės veikimą.
Yra dviejų tipų pieno vamzdynai: bagažinė, arba pagrindinės linijos, kuriomis žaliavos ir gaminiai perduodami tarp cechų ar sekcijų, ir bendravimas, magistralinių linijų sujungimas su technologine įranga. Pagrindinėms linijoms, kaip taisyklė, vamzdynai, kurių skersmuo ne mažesnis kaip 50 mm, pagaminti iš nerūdijančio plieno arba stiklo, ir jungiamosios detalės iš iš nerūdijančio plieno. Ryšių vamzdynai gaminami tik iš nerūdijančio plieno, jungiamosios detalės leidžiamos iš bronzos su pusžiedžiu.
Montuojant reikia atsižvelgti į kasdieninio sulankstomo arba nesuardomo vamzdynų valymo poreikį. Be to, turėtų būti užtikrinta, kad įranga būtų lengvai prižiūrima. Todėl vamzdynai yra ne mažesniame kaip 1,8 m aukštyje nuo grindų. Magistraliniai vamzdynai montuojami lygiagrečiai sienoms su nuolydžiu skysčio judėjimo link, o susisiekimo vamzdynai - trumpiausiu keliu su mažiausiu jungiamųjų detalių kiekiu (lenkimais, čiaupais). Sulankstoma plaunamų vamzdynų sekcijų jungtys turi būti lengvai išardomos, tiesių ruožų ilgis neturi viršyti 3 m, o tai būtina, kad būtų patogu jas valyti rubuliais. Visos jungtys turi būti tvirtos ir sandarios.
Prieš pradėdami montuoti vamzdynus, jie išnagrinėja dokumentaciją (schemas, specifikacijas). Statomoms įmonėms šiuos dokumentus rengia projektavimo organizacija, jie yra projektinės dokumentacijos dalis; veikiančioje įmonėje juos sudaro mechanikas ir gamyklos technologas.
Išnagrinėjus dokumentaciją pagal specifikaciją, pagrindinės linijos baigiamos su jungiamosiomis detalėmis ir tiesiomis vamzdžių atkarpomis.
Tiesioginis pieno vamzdynų montavimas atliekamas dviem etapais. Pirmiausia pažymėkite dujotiekio trasos tiesimo vietas ir sumontuokite jų tvirtinimo priemones (pakabos laikiklius, kronšteinus) ir įvores tose vietose, kur jos eina per sienas ir lubas (14.2 pav. a B C).Šios operacijos atliekamos kartu su bendrosios paskirties vamzdynų įrengimu. Tada antrajame darbų etape surenkami vamzdynai. Prieš pradedant antrąjį montavimo etapą patalpoje, visi apdailos darbai turi būti baigti.
Dujotiekio trasos žymėjimas ir atramų įrengimas. Vamzdynai pienui, priklausomai nuo jų tiesių ruožų ilgio ir vežamo produkto klampumo, montuojami su ne mažesniu 1-5% nuolydžiu, tuo tarpu kuo produktas storesnis, tuo nuolydis didesnis.
nuolydis vadinamas dviejų taškų aukščių skirtumo santykiu A ir D(14.2 pav., G) iki horizontalaus atstumo tarp jų AC(plaukų linija). Pažymėkite nuolydį raide aš ir paprastai išreiškiamas procentais: aš= 5 % arba / = 0,05. Kylančios linijos nuolydis laikomas teigiamu, o krentančios linijos – neigiamu. Terpės judėjimo kryptis dujotiekyje, taip pat nuolydis, rodoma rodykle po dujotiekio nuolydžio žymėjimu (arba virš jo).
A - pakaba: 6 - reguliuojamo aukščio stovas; c - konsolė (kairėje) ir laikiklis; d - dujotiekio trasos ženklinimo schema: A, B, D - vamzdynų atramų tvirtinimo taškai; AC - horizontali atskaitos linija; REKLAMA - dujotiekio valdymo ašis (eilutė)
Pagrindinėms linijoms pažymėti dažniausiai naudojamas hidrostatinis lygis, svambalas ir atitinkamo ilgio plieninė juosta. Žymėjimas prasideda nuo vamzdynų ašių nubrėžimo pastato konstrukcija(sienos, kolonos). Šiuo atveju patogu naudoti eilutes, žyminčias vamzdynų ašis.
Tarp atspirties taškasA ir galutinis SU traukite horizontalią stygą AS.Žinant atstumą AC ir nuolydis / = 0,05, raskite nuosmukį CD: H= 12 ■ 0,05 = 0,6 m ir perkelkite eilutę į tašką D, Kur tai sutvarkyta. Atsisakyti atstumų tarp atramų A, BD Ir taip toliau, pažymėkite tarpinių atramų tvirtinimo taškus.
Vamzdynai tvirtinami prie lubų ant pakabų (14.2 pav., a), prie sienų ir kolonų ant laikiklių ir konsolių (14.2 pav., v), taip pat ant reguliuojamo aukščio atraminių stulpų (14.2 pav., b). Tokiu atveju būtina atsižvelgti į vamzdynų vibracijos galimybę, kai juo juda žaliavos, produktai ar valymo tirpalai. Vietose, kur dujotiekis eina per sienas, pertvaras ir lubas, 36 ir 50 mm skersmens vamzdžiams įrengiamos ne mažesnio kaip 125 mm vidinio skersmens plieninės movos, o 75 mm skersmens vamzdžiams – 170 mm. Dujotiekio dalis, kuri bus įvorėje, neturi turėti jungčių.
Pagal žymėjimą sumontuotos atramos: stelažai, laikikliai, konsolės. Ant vieno laikiklio ar konsolės gali būti sumontuotos kelios vamzdynų linijos („sriegiai“).
Išvalytos ir išplautos furnitūros (maišytuvai) tvirtinamos ant atramų ir lengvai tvirtinamos. Tada tiesios vamzdynų dalys tiesiamos ir iš anksto pritvirtinamos prie atramų ir viena prie kitos. Patikrinkite reikiamą nuolydį. Galiausiai priveržkite tvirtinimo detales ir atlikite kontrolinį išlyginimą.
Ryšių (vamzdynų) vamzdynai montuojami po galutinio proceso įrangos išlyginimo ir tvirtinimo. Tuo pačiu metu jie matuoja matavimo juostą ir faktiškai reikalingus vamzdynų matmenis pritaiko prie įrangos vamzdynų technologinės schemos, palikdami 100 mm leistiną montavimui. Vamzdynai šiuo atveju surenkami nuo mašinos ar aparato link pagrindinio vamzdyno. Galutinai išlyginus vamzdynų nuolydžius ir tiesumą, paskutinė dujotiekio jungiamoji atkarpa, ant kurios buvo palikta prielaida, sureguliuojama į vietą.
Vamzdynų iš nerūdijančio plieno montavimas. Vamzdynai surenkami naudojant greito atjungimo movas, susidedančias iš srieginės jungties (vamzdžio), nipelio (kūgio), jungiamosios veržlės ir guminės tarpinės. Sujungtų 30-40 mm ilgio vamzdžių galai nuriebalinami, iš išorės nuvalomi švitriniu ratuku, o iš vidaus – dilde. Vamzdžio galas taip pat paduodamas statmenai vamzdžio ašiai. Po nuėmimo vamzdžių galai nuplaunami 0,5% sodos pelenų tirpalu, po to šiltu vandeniu ir sausai nušluostomi. Ant vamzdžių galų, kol sustos, uždedama jungiamoji detalė arba nipelis ir jie tvirtinami suvirinant. Prieš montuodami spenelį, ant vamzdžio uždedama jungiamoji veržlė. Vamzdyno surinkimo patogumui po montavimo vamzdžių galai pažymimi.
Atstumas tarp dviejų gretimų dujotiekio atramų L Nustatomas pagal leistiną dviejų guolių sijos įlinkį
Stikliniai vamzdynai. Jie naudojami pagrindinėms linijoms, kurios plaunamos tik vietoje. Siekiant išvengti mechaninio vamzdžių lūžimo juos eksploatuojant, klojant dugną, stikliniai vamzdynai montuojami ne mažesniame kaip 2 m aukštyje.
Karščiui atsparūs stikliniai vamzdžiai tiekiami iki 3 m ilgio lygiais poliruotais galais, suvynioti į storą popierių, supakuoti į medines dėžutes su minkštu užpildu. Vamzdžiai ir jungiamosios detalės iš stiklo (lenkimai, trišakiai) prieš montavimą laikomi 2-3 valandas, kad įkaistų iki kambario temperatūros.
Stiklinių vamzdynų montavimo seka yra panaši į montavimo seką plieniniai vamzdžiai laidai. Tačiau stikliniai vamzdynai praktiškai nesilanksto, todėl norint išvengti mechaninio jų sunaikinimo, ženklinant trasą reikalingas ypatingas tikslumas.
Stikliniai pienui skirti vamzdynai montuojami 5-10% nuolydžiu. Kaip atramos naudojamos suvirintos konsolės (14.3 pav., a).
Kad krano gravitacija nebūtų perduodama stikliniams vamzdžiams, jame turi būti dvi nepriklausomos atramos 7 (14.3 pav., b).
Sumontavus atramas ant grindų, jungtys surenkamos iš dviejų ar trijų tokio paties skersmens vamzdžių. Stikliniai vamzdynai tarpusavyje ir su jungiamosiomis detalėmis sujungiami naudojant ketaus arba aliuminio flanšus (14.3 pav., v) trikampis arba kvadratas, atitinkamai, ant trijų arba keturių tvirtinimo varžtų 3; taikyti
Ir - stiklinio vamzdžio tvirtinimas ant konsolės: 1 - konsolė; 2 - varžtas; 3 - spaustukas; 4 - guminis tarpiklis 5 - stiklinis vamzdis; 6 - tarpiklio jungtis; b - trijų krypčių pieno vožtuvo tvirtinimas ant konsolių 7; c - stiklo vamzdžių flanšinis sujungimas; g - montavimas O-žiedai vamzdžio gale: 1 - flanšas; 2 - sandarinimo guminiai žiedai; 3 - varžtinė jungtis; 4 - T formos tarpiklis; e - stiklo vamzdžio pjovimas: 1 - žeminamasis transformatorius (220/36 V); 2 - šlapia kempinė; 3 - elektra izoliuota rankena; 4 - nichromo viela; 5 - jungiklis; 6 - stiklinis vamzdis Taip pat movos (srieginės) jungtis su plastikine pusmova. At flanšinis sujungimas sandarumas pasiekiamas įrengiant T formos guminę tarpinę tarp vamzdžių galų 4 (14.3 pav., G) ir du guminiai žiedai 2 (14.3 pav., v) kiekviename prijungtų vamzdžių gale. Montuojant vamzdžius, flanšai ir tarpinės turi būti sausi. Flanšai priveržiami specialiomis replėmis. Atstumas tarp surinktų flanšų turi būti 8-10 mm; tolygiai priveržkite varžtų veržles. Siekiant išvengti iškraipymų montuojant stiklinių vamzdynų jungtis, jie turi būti tvirtinami specialiais įtaisais, ant kurių klojami vamzdžiai.
Stikliniai vamzdžiai pjaunami dviem būdais. Pirmuoju atveju vamzdis 6 (14.3 pav., e) nupjautoje plokštumoje apvyniojami nichromine viela 4 kurio skersmuo yra apie 1 mm, kad abu jo galai išėjimo iš vamzdžio taške būtų vienas nuo kito ne daugiau kaip 1 mm. Per transformatorių 1 į laidą tiekiama 36 V elektros srovė, dėl kurios laidas šviečia iki šviesiai geltonos spalvos ir šildo vamzdį 1-2 minutes. Po to srovė išjungiama, laidas nuimamas, o vamzdžio šildymo taškas aušinamas šlapia kempine. 2. Šildymo vietoje aplink vamzdį susidaro plyšys, išilgai kurio vamzdis lengvai skyla. Vamzdžių galai valomi stambiagrūdžiu karborundo akmeniu, kampas tarp vamzdžio galo ir ašies turi būti 90°.
Pjaunant antruoju būdu, vamzdis uždedamas ant dviejų porų volelių, kurios gali laisvai suktis. Prispaudę stiklo pjaustytuvą prie vamzdžio pjūvio plokštumoje, jie apverčia jį aplink savo ašį, sukuria įtrūkimą, nulaužia ir nuvalo galą.
Surinktos vamzdžių sekcijos klojamos ant atramų ir tvirtinamos. Šiuo atveju mažiausias atstumas tarp gretimų vamzdynų ašių turi būti 150 mm, o nuo ašies iki sienos - 100 mm. Vamzdžių jungtys prie atramų tvirtinamos U formos spaustukais 3 (žr. 14.3 pav., a) pagamintas iš plokščio plieno su guminiu sandarikliu 4 ant varžtų 2. Posūkiai tvirtinami dviem spaustukais, esančiais 90 ° kampu. Pirmiausia iš anksto priveržiamos gnybtų veržlės, tada dujotiekio jungtys sujungiamos viena su kita, po to galutinai priveržiamos. Tokiu atveju priveržimo jėga turi būti tokia, kad vamzdžiai galėtų judėti ašine kryptimi dėl linijinis plėtimasis kai šildomas. Stikliniai vamzdynai su nerūdijančio plieno vamzdžiais ir čiaupais jungiami nerūdijančio plieno adapteriais vamzdžiais. Norėdami pagreitinti gamybą montavimo darbai juos tikslinga atlikti sutartiniu būdu.
Ką reikia žinoti montuojant proceso vamzdynus? Kokius dokumentus reikia rinkti? Visa tai išdėstyta specialiomis taisyklėmis (SNiP) ir GOST. Technologinių vamzdynų įrengimas yra labai ilgas ir sudėtingas procesas, kuriame dalyvauja ne vienas atvejis.
Technologinis vamzdynas yra svarbiausias komponentas, be kurio negali veikti jokia cisternų parkas. Ji teikia naftos ir naftos produktų priėmimą, paskirstymą ir transportavimą. Dirbant įvairiomis nepalankiomis sąlygomis, technologinis vamzdynas yra veikiamas korozijos, periodinio perkaitimo ir aušinimo.
Nuo pastato proceso dujotiekis yra labai brangus, visų pirma dėmesys kreipiamas į naujausios ir kokybiškos įrangos įsigijimą. Nuo to priklauso taupymas ir naftos (naftos produktų) nuostolių mažinimas. Tokių konstrukcijų įrengimui pasitelkiami specialistai, gerai išmanantys dujotiekio tiesimo taisykles ir reglamentus.
Kam skirti vamzdynai?
Vamzdynas – konstrukcija, susidedanti iš vamzdžių, matavimo priemonių, tvirtinimo detalių, atramų, tarpiklių ir kitų dalių, skirta naftos (naftos produktų) distiliavimui.
Technologinis - dujotiekis, kuris yra rezervuarų parko teritorijoje. Tokiu vamzdynu transportuojami ne tik naftos produktai, bet ir jų atliekos.
Pagrindinės charakteristikos
Vidinis srauto sekcijos skersmuo yra pagrindinis bet kurio dujotiekio komponentas. Tam tikras alyvos kiekis praeina per tokią sekciją esant tam tikriems slėgio, temperatūros, greičio rodikliams.

Technologiniams vamzdynams būdingos kelios sąvokos (kategorijos).
- Sąlyginis leidimas.
- sąlyginis spaudimas.
- Darbinis slėgis.
Technologinių vamzdynų tiesimo procese naudojami sąlyginiai praėjimai. Šis metodas leidžia sumažinti dydžių skaičių, taip pat jungčių tipus, kurie yra konstrukcijos dalis.
Sąlyginis slėgis naudojamas kontroliuoti jungčių stiprumo pokytį slėgio poveikio procese, taip pat aukštą distiliuojamos medžiagos temperatūrą. Kitaip tariant, sąlyginis – slėgis, kuriuo veikia dujotiekio dalys. Medžiagos temperatūra ( aplinką) turėtų būti 20°C. Be to, GOST 356-80 nustato sąlyginius slėgius (jų skaičius).
Perteklinis slėgis, kuriuo eksploatuojamas vamzdynas, o temperatūra ne aukštesnė kaip 70 °C ir ne mažesnė kaip 5, vadinamas darbiniu slėgiu.
Klasifikacija ir rūšys
Vamzdynai klasifikuojami pagal tokius rodiklius:
- medžiaga;
- sąlyginis slėgis;
- temperatūra;
- agresyvumas;
- vieta;
- ugnies pavojus;
- gabenamos medžiagos tipas;
- poveikis žmogaus organizmui.
Jei atsižvelgsime į tai, kokia medžiaga gabenama vamzdžiais, tai šiuo atveju vamzdynai gali būti skirstomi į dujas, naftą, vandenį, benzinui siurbti ir daugybę kitų vamzdynų.
Pagal medžiagą jie skiriami iš plieno, iš spalvotųjų metalų, ketaus, bimetalinių, emaliuotų, nemetalinių.

Priklausomai nuo gabenamos medžiagos slėgio, vamzdynai gali būti:
- vakuumas;
- neslėgis;
- aukštas;
- žemas;
- be perteklinio slėgio.
Yra vamzdynai šalti, normalūs, karšti. Tai priklauso nuo gabenamos medžiagos temperatūros. O iš jo agresyvumo išskiriamas mažas, vidutinis ir neagresyvus. Vamzdynas gali būti klojamas tame pačiame ceche (parduotuvės viduje) arba skirtinguose (tarpparduotuvėse).
Kenksmingos medžiagos veikia skirtingai ir GOST skirstomi į 4 tipus.
Statybos kodeksai ir taisyklės (SNiP)
Surenkant įrangą tiesiog būtina laikytis gamybos ir saugos reikalavimų, statybos kodeksų ir taisyklių (SNiP). Tokie darbai atliekami pagal patvirtintą sąmatos dokumentaciją. Įrangos montavimas atliekamas pagal mazginį ir pilno bloko montavimo būdą.
Montavimo organizacija išduoda dokumentaciją, kurioje numatyti technologiniai reikalavimai, dėl kurių susitaria užsakovas ir rangovas.
- Kaip taikomi technologiniai blokai ir jų komponentai.
- Pastato objekto padalijimas į mazgus.
- Technologinių blokų tiekimas į montavimo vietą.
- Duomenys, skirti ženklinimo tikslumui apskaičiuoti.

Generalinis rangovas samdo montuotojus išvadai dėl statybos projekto, technologinės įrangos parengti. Darbo sąlygos nustatomos mazginiu ir pilno bloko metodais, taip pat kartu.
Montavimo organizacija iš generalinio rangovo gauna darbo dokumentus su žyma ant kiekvienos kopijos (brėžinio), kuri yra priimta gaminti. Pagal grafiką atliekamas vamzdynų, komponentų surinkimui reikalingos įrangos pristatymas. Toks grafikas derinamas su montavimo organizacija. Dujotiekio surinkimo darbai laikomi baigtais, kai jie baigti pagal SNiP ir įrangos priėmimo aktą pasirašo speciali komisija.
Anot SNiP, tiesiant dujotiekį kiekviename objekte būtina vesti specialius ir bendruosius darbo žurnalus ir sudaryti techninę dokumentaciją. Tokių žurnalų turinį ir jų rūšis nustato padalinių standartų valdymas.
Montavimo darbai
Prieš montuojant įrangą, vamzdynus, ruošiamasi organizuoti statybą pagal SNiP. Užsakovas nustato ir suderina su generaliniu rangovu bei montavimo organizacija tam tikrus punktus. Iš esmės tai yra veiksmų vadovas.
- Pristatymo sąlygos ir komplektacija įrangos, medžiagų technologiniam blokui, mazgui, linijai yra derinami.
- Nustatyti reikalingos įrangos, medžiagų pristatymo grafikai ir terminai.
- Montavimo įrangai keliami reikalavimai pagal GOST.
- Sudaromas įrangos sąrašas, kurį montuoja gamintojo montavimą prižiūrintys darbuotojai.
- Stambių gabaritų (sunkiosios) technikos pristatymas į statybvietę.
Montavimo organizacija, ruošdamasi gaminti darbus, tvirtina vamzdynų ar įrenginių įrengimo taisykles, parengia stambios įrangos, technologinių mazgų, komunikacijų surinkimo aikšteles.
Taisyklėse numatyta paruošti kėlimo įrangą, sanitarinius pastatus, Transporto priemonė, gamybinės bazės komunikacijų, technologinių blokų, metalinių konstrukcijų surinkimui. Taip pat darbo apsaugos, aplinkos ir priešgaisrinės saugos priemonių įgyvendinimas.
Kaip įranga ir medžiagos perkeliamos į montavimą
Prieš klientui perduodant įrangą, montavimo organizacijai pateikiami lydimieji dokumentai pagal GOST. Jeigu surinkimo vamzdynai virš 10 MPa, tuomet jiems pateikiami kokybės dokumentai (sertifikatas), o medžiagos turi turėti tiekėjo sertifikatus.
Pasitaiko atvejų, kai tokių dokumentų nėra, tuomet tiekėjas pateikia pažymą, kurią pasirašo kliento vadovas. Pridedami dokumentai yra tikrinami, ar jie atitinka montuojant naudojamų medžiagų matmenis, markes ir kitas charakteristikas.
Medžiagos (gaminiai, įranga) perkeliamos į statybinį bloką pagal brėžinius. Tokio perdavimo tvarką nustato specialios taisyklės ir nuostatai. Prieš perduodant medžiagas montuoti, jos kruopščiai ištiriamos, patikrinamas komplektiškumas, atitikimas lydintiems dokumentams, ar yra garantija, jos trukmė. Patikrinimo metu nustatyti trūkumai yra kliento saugumas.
Įranga, kurios garantinis laikotarpis pasibaigęs, priimama montuoti tik po peržiūros. Jei reikia, defektai šalinami. Audito rezultatai fiksuojami blankuose (pažymose) ir kituose lydimuosiuose dokumentuose, kurie numato taisykles.
Įrangos saugojimas vyksta pagal gamintojo taisykles ir reikalavimus. Suteikiama prieiga prie medžiagų, sudaromos sąlygos išvengti jų pažeidimo ir užteršimo.
Proceso vamzdyno montavimas
Technologiniai vamzdynai jungiami tik prie įrenginių, pritvirtintų ant atramų. Toks ryšys turėtų būti be iškraipymų, įtampos. Prieš montuodami surenkamas dalis, reikia priveržti visas veržles, suvirinti jungtis.
Projektavimo plane numatytas nukrypimas montuojant laikančiąsias konstrukcijas. Vidiniams vamzdynams jis neturėtų viršyti 5 mm abiejose pusėse, o išoriniams - 10 mm.
Tose sekcijose, kurios eina per sienas ir yra rankovėse, neturėtų būti jungčių. Prieš įdedant į įvorę vamzdynai apšiltinami ir nudažomi, o tarpai užsandarinami ugniai atsparia medžiaga.
http://www.youtube.com/watch?v=khJ4cm_luiw Vaizdo įrašo įkelti nepavyko: Šiaurės Khosedai naftotiekio įmonės standarto2 montavimas (http://www.youtube.com/watch?v=khJ4cm_luiw)
Proceso vamzdynai turi būti montuojami pagal statybos kodeksus ir reglamentus, kuriuose nurodytos pagrindinės nuolatinių technologinių vamzdynų, pagamintų iš anglies ir legiruotojo plieno, spalvotųjų metalų ir lydinių, liejinių, gamybos ir priėmimo darbų. geležis, plastikas ir stiklas, veikiantys esant absoliučiam slėgiui nuo 35 mmHg Art. iki 700 kgf / cm2.
Jų įrengimo darbų apimtis paprastai sudaro apie 50% visos montavimo darbų apimties. Daugumos vamzdynų klojimas atliekamas ankštomis sąlygomis, įvairiuose aukščiuose daugiaaukščiuose pastatuose ir atvirose aikštelėse, viadukuose, dėkluose, tuneliuose. Intrashop technologiniai vamzdynai išsiskiria daugybe naudojamų standartinių dydžių, vamzdynų dalių, uždarymo vožtuvų, tvirtinimo priemonių.
Taigi, pavyzdžiui, norint užbaigti intrashop technologinį vamzdyną, reikia pridėti iki 42% įvairių vamzdynų ir jungiamųjų detalių vamzdžių svorio. Sudėtinga tokių vamzdynų konfigūracija sukelia didelis skaičius vamzdžių, detalių ir jungiamųjų detalių sujungimai tarpusavyje. Kiekvienam 100 m vamzdyno ilgio vidutiniškai tenka atlikti iki 80 suvirintų jungčių.
Gatavų mazgų, elementų ir sekcijų naudojimas montavimo metu, centralizuotai gaminamas naudojant gamyklines dalis vamzdžių paruošimo cechuose, leidžia labai supaprastinti vamzdynų montavimo technologiją ir organizavimą, o statybvietę paversti surinkimo aikštele. Tai 5-6 kartus sumažina anksčiau tiesiogiai montavimo vietoje atliktų suvirinimo darbų kiekį. Tuo pačiu vamzdynų įrengimo terminai sutrumpėja 3-4 kartus (atsižvelgiant į tai, kad jie gaminami lygiagrečiai su statybos darbais). Tinkamai organizuojant darbus, vamzdynų mazgai jau turėtų būti pagaminti dirbtuvėse ir paruošti pristatyti į statybvietę montuoti, kol bus paruošta konstrukcinė objekto dalis.
Prieš montuojant vamzdynus, reikia atlikti šiuos parengiamuosius darbus:
- Projektą ir PPR detaliai išstudijavo inžineriniai techniniai darbuotojai (meistras, meistras, meistras) ir visi neaiškūs klausimai buvo suderinti su atitinkamomis organizacijomis.
- Priimami mazgai, vamzdynų elementai ir dalys, į mazgus neįeinančios jungiamosios detalės, atramos ir pakabos; buvo patikrinta jų atitiktis projekto reikalavimams ar specifikacijoms.
- Patikrintas pastatų, konstrukcijų ir statinių statybinio parengtumo įrengimui laipsnis, surašyti atitinkami aktai. Ypatingas dėmesys turėtų būti skiriamas vamzdyno tvirtinimo taškų projektinių ženklų laikymuisi.
- Priimta vamzdynų montavimo įranga: patikrinta, ar teisingai sumontuoti aparatai ir įrenginiai bei ar laikomasi brėžinių, jungiamųjų detalių ant įrangos vieta, tipas ir matmenys. Visi nukrypimai nuo projekto turi būti užfiksuoti akte.
- Sukomplektuotos vamzdynų linijos su mazgais, elementais ir detalėmis, jungiamosiomis detalėmis, pagalbinėmis medžiagomis; vamzdynų linijos turi būti pristatytos į montavimo vietą.
- Sutvarkyta ir paruošta: platformos išankstiniam surinkimui, pastoliai ir įrenginiai dirbant aukštyje; elektra buvo tiekiama į elektrinio suvirinimo stotis, elektrinius įrankius, elektrines gerves ir apšvietimo individualias įrengimo vietas.
- Specializuotos darbo komandos yra sukomplektuotos ir aprūpintos reikalingais įrankiais, tvirtinimo detalėmis ir surinkimo mechanizmais.
- Brigadoms buvo išduoti darbo įsakymai dėl būsimų darbų apimties.
- apsaugotas būtinas sąlygas dirbti pagal saugos ir darbo apsaugos taisykles
- Darbuotojai buvo instruktuoti.
Tikroji montavimo technologija plieniniai vamzdynai apima šias operacijas: dujotiekio trasos gedimą; atramų ir pakabų montavimas; išankstinis mazgų ir blokų surinkimas; dujotiekio tiesimas, surinkimas ir suvirinimas; kompensatorių, jungiamųjų detalių, drenažo įrenginių, valdymo ir automatikos įrenginių montavimas; gatavų linijų testavimas, pristatymas klientui.
Išorinių vamzdynų montavimo technologija labai priklauso nuo jų paskirties ir klojimo tipo, vamzdžių medžiagos, skersmens, sienelės storio, vamzdžio ilgio, paruoštos izoliacijos ant jų buvimo ir jos tipo (ar jos nebuvimo), taip pat nuo konstrukcijos aprūpinimas montavimo elementais (vamzdžių atkarpomis, blakstienomis) ir kitomis sąlygomis.
Vamzdynų montavimas iš bet kokio tipo vamzdžių (ar jų sekcijų) yra susijęs su būtinybe juos sujungti į ištisinį sriegį. Vamzdynai trasoje surenkami (montuojami) iš atskirų gana trumpo ilgio elementų (vamzdžių), todėl tenka užsandarinti arba suvirinti daug jungčių. Tai sulėtina ir padidina vamzdynų tiesimo išlaidas. Šiek tiek palengvina vamzdynų klojimą iš anksto padidinus vamzdžius į dviejų ar trijų ar daugiau vamzdžių jungtis arba dalis.
Vamzdynų tiesimas susideda iš surinkimo mazgų įrengimo ir surinkimo trasoje - vamzdžių (ar jų atkarpų, tvarsčių), jungiamųjų detalių, kompensatoriai ir furnitūra – projektinėje padėtyje. Tuo pačiu, kuo didesnis montavimo mazgas, tuo mažiau montavimo jungčių ir tuo lengviau surinkti vamzdynus. Vamzdžių supirkimo pagrinduose mazgai komplektuojami ir išbandomi, taip pat padengiami izoliacijos sluoksniu arba dažomi. Pramoninė vamzdynų klojimo technologija numato centralizuotą montavimo elementų ir mazgų pirkimą, paruoštą jų pristatymą į trasą, preliminarų pamatų ir laikančiųjų konstrukcijų paruošimą klojimui, tikslų vamzdynų surinkimą.
Klojant vamzdynus darbo procesų sudėtis ir seka priklauso nuo naudojamų vamzdžių tipo (metalinių ir nemetalinių), taip pat nuo jų klojimo sąlygų (ankštomis miesto ar lauko sąlygomis, lygioje ar nelygioje vietovėje, su arba be natūralių ar dirbtinių kliūčių ir pan.).
Darbai tiesiant vamzdynus dažniausiai atliekami keliais etapais, atliekami nuosekliai: tikrinama vamzdžių kokybė; vamzdžių nuleidimas į tranšėją; jų centravimas ir klojimas nurodyta kryptimi ir nuolydžiu, vamzdžių tvirtinimas vietoje; sandūrų sandarinimas, tikrinant jų kokybę; bandymas ir priėmimas.
Vamzdžių kokybės kontrolė dažniausiai atliekama du kartus – gamykloje (pagal nusistovėjusią metodiką, kartais su bandymu ant stendo) ir tiesiai trasoje prieš juos tiesiant tranšėjoje. Trasoje tikrinami beveik visi įeinantys vamzdžiai ir jų kokybė. Tai be galo būtina, nes montuojant vamzdyną, ypač slėginį, panaudojus bent kelis ar net vieną nekokybišką vamzdį, jų įrengimo vietoje įvyks lūžiai ir avarijos. Juos pašalinti labai sunku, nes reikia sustabdyti kanalo veikimą ir kasti tranšėjas. Nelaimingų atsitikimų atveju ant vandens vamzdžių, pagamintų iš varpelio formos ketaus arba gelžbetoninių vamzdžių, pakeisti nekokybišką vamzdį yra labai sunku. Jei tokiais atvejais neįmanoma ištaisyti nekokybiško vamzdžio tranšėjoje defektų, reikia jį sunaikinti (o tai irgi nelengva) ir pašalinti, o į jo vietą pakloti „įdėklą“, dauguma. dažnai iš plieninio vamzdžio, nes beveik neįmanoma nutiesti to paties lizdo vamzdžio. Jei įmanoma ištaisyti defektą ir pradėti eksploatuoti dujotiekį, tada „įdėklas“ visada bus silpnoji vieta dėl greitos plieninio vamzdžio korozijos.
Trasoje atvažiuojantys vamzdžiai priimami pagal jų kokybę patvirtinančius gamintojų dokumentus (sertifikatus, pasus). Tačiau dėl netinkamo pakrovimo, transportavimo ir iškrovimo vamzdžiuose gali atsirasti defektų. Todėl prieš klojant tranšėjoje vamzdžiai yra kruopščiai apžiūrimi, patikrinama tikroji jų kokybė ir atmetami, jei nustatomi rimti ir nepataisomi defektai. Neleidžiama tiesti vamzdžių su įtrūkimais, nuskilusiais kraštais ir lizdais, dideliais nuokrypiais nuo apskritimo, t.y. su ovalumu ir kitais rimtais defektais. Vamzdžių sujungimams naudojamų guminių rankogalių ir žiedų paviršius turi būti lygus, be įtrūkimų, burbuliukų, pašalinių intarpų ir defektų, mažinančių jų eksploatacines savybes.
Vamzdžiai į tranšėją nuleidžiami kranų, taip pat specialių kėlimo įrenginių pagalba. Rankiniu būdu nuleidžiami tik lengvi vamzdžiai (mažo skersmens), naudojant minkštus lynus, plokštes ir pan. Griežtai draudžiama išmesti vamzdžius į tranšėją. Nuleisti vamzdžius į tranšėją su švelniais nuolydžiais be tvirtinimų gana lengva, nuleidimo efektyvumas priklauso tik nuo teisingas pasirinkimas vamzdžių klojimo schemos ir montavimo krano tipas. Sunkiau nuleisti vamzdžius į tranšėją, kai yra tvirtinimo detalės su skersiniais statramsčiais. Tuo pačiu metu vamzdžiai klojami nuosekliai nuimant ir sumontuojant tarpiklius. Visa tai lėtina ir apsunkina vamzdžių klojimo procesą, padidina jo darbo intensyvumą ir pailgina statybos laikotarpį. Šiam procesui paspartinti ir užtikrinti, naudojami didelių gabaritų tvirtinimo detalės su vertikaliais skydais, horizontaliomis sijomis ir tarpiklių rėmais, išdėstytais kas 3-3,5 m.
Vamzdžių klojimas atliekamas pagal dvi schemas. Pirmoje schemoje procesas atliekamas dviem gijomis. Pirmiausia vamzdžių klojėjai kranu tiesia vamzdį tranšėjos dugne ir toliau atlieka galutinį išlyginimą bei laikiną jo tvirtinimą, o tada montuotojai, naudodami kompresorių ir pneumatinius plaktukus, užtaiso vamzdžių jungtis. Antroje schemoje procesas atliekamas trimis srautais, naudojant du bakstelėjimus. Be to, vienas iš jų nuleidžia vamzdį ir toliau dirba su montuotojų grandimi, kad išlygintų ir laikinai pritvirtintų vamzdį, o antrasis dubliuoja visus šiuos kito vamzdžio klojimo procesus (antrasis srautas); trečiasis srautas vamzdžių jungčių sandarinimui (sandarymui) atliekamas kaip pirmoje schemoje. Šviesos vamzdžiai su tvirtinimo detalėmis nuleidžiami į tranšėjas smulkios mechanizacijos pagalba arba rankiniu būdu. Vamzdžiai ar sekcijos turi būti nuleidžiamos griežtai laikantis saugos taisyklių.
Vamzdžių tiesimas tam tikra kryptimi ir nuolydžiu (paveikslas žemiau) tarp dviejų gretimų šulinių daugiausia atliekamas išilgai nešiojamų (bėgančių) taikiklio, švyturių kaiščių arba nivelyro pagalba. Bėgimo taikikliai naudojami valant tranšėjos dugną iki projektinės žymos. Klojant slėginį vamzdyną ant išvalyto tranšėjos dugno, vamzdžių viršus išlyginamas (išlyginamas), tam naudojami apačioje vamzdžių viršuje įrengti taikikliai be išsikišimų. Todėl tokio taikiklio ilgis sumažinamas vamzdžių išorinio skersmens verte.
Vamzdžių klojimas tam tikra kryptimi ir nuolydžiu
1 - numetimas; 2 - nuolatinis matymas; 3 - bėgimo taikiklis
Gravitaciniams kanalizacijos vamzdžiams tiesti tam tikru nuolydžiu naudojamas bėgantis taikiklis, kurio kulno apačioje stačiu kampu priklijuota briauna. Klojant vamzdžius, išsikišimo taikiklis montuojamas vertikaliai ant vamzdžio padėklo. Laikoma, kad vamzdis nutiestas tam tikru nuolydžiu iki projektinių ženklų, jei važiuoklės viršus ir du nuolatiniai taikikliai yra toje pačioje plokštumoje, matomoje plika akimi. Vamzdžių tiesimo tiesumas tikrinamas vandentiekio linijomis, pakabintomis ant ašinės vielos (švartavimosi). Sumontavę išmetimus ir pusiau patikrinimus, naudodami lygį, nustatykite lentynų žymes sukrautos zonos galuose.
Linija, jungianti taškus tarp nuolatinių taikiklių centrų ant atmetimų, turi tokį patį nuolydį kaip ir dujotiekio nuolydis. Ši linija vadinama matymo linija. Į didelio skersmens vamzdžius įkišamas šablonas su pažymėta dujotiekio ašimi, o tai palengvina jų klojimą tam tikra kryptimi. Darbui paspartinti naudojami inventoriniai metaliniai nešiojamieji numetami taikikliai. Norint tiksliau laikytis projektinio dujotiekio dėklo nuolydžio, naudojamas vizualinis pasvirusio nivelyro pluošto arba lazerio spindulio (matymo) metodas. Pastaruoju būdu naudojamas lazerinis nivelyras, kuris įrengiamas aikštelės pradžioje.
Gravitacijos būdu tekantys vamzdynai išilgai nurodyto šlaito taip pat gali būti klojami naudojant nivelyrą. Dujotiekio tiesimo tam tikra kryptimi ir nuolydžiu teisingumas galutinai patikrinamas prieš užpildant vamzdžius ir šulinius, išlyginant vamzdžio dugną ir šulinių padėklus, t.y. atlikti vykdomąjį šaudymą. Ženklų skirtumas tarp šulinių dugno ir padėklo atskiruose dujotiekio taškuose neturėtų skirtis nuo projekto daugiau nei konstrukcijos tolerancija. Dujotiekio tiesumas tarp šulinių tikrinamas naudojant veidrodžius, atspindinčius spindulį išilgai jo ašies.
Vamzdžiai tvirtinami į vietą po to, kai jie yra pakloti, įpurškiant gruntu arba naudojant pleištus (pavyzdžiui, tiesiant sunkius didelio skersmens vamzdžius ant betoninių pagrindų).
Siūlių sandarinimas atliekamas įrengiant slėginius ir neslėginius vamzdynus iš trumpų betoninių, gelžbetonio, ketaus, asbestcemenčio ir keraminių vamzdžių (kištukinis arba lygus ant movų jungčių). Slėgio vamzdžių jungtys dažniausiai sandarinamos guminiais žiedais arba rankogaliais, o gravitacijos vamzdžių – dervos gijos, asbestcemenčio mišinio ir kt. (nuotrauka žemiau). Plieninių vamzdžių jungtys virinamos, o plastikiniai – suvirinami arba klijuojami.
Ketaus vamzdynų movinių jungčių sandarumas ir sandarumas vandeniui pasiekiamas užsandarinus lizdo tarpą kanapių dervuota arba bitumuota sruogele, o po to užraktu, pagamintu iš asbestcemenčio mišinio, kuris neleidžia gijos išspausti hidrauliniu būdu. spaudimas. Kartais vietoj jo naudojamas cemento skiedinys, išskirtiniais atvejais – švinas. Pastaruoju metu buvo naudojamos mastikos. Sandarinant jungtis savaime užsisandarinančiomis guminėmis rankogaliais, spynų nereikia.
Gelžbetoninių vamzdžių jungtys
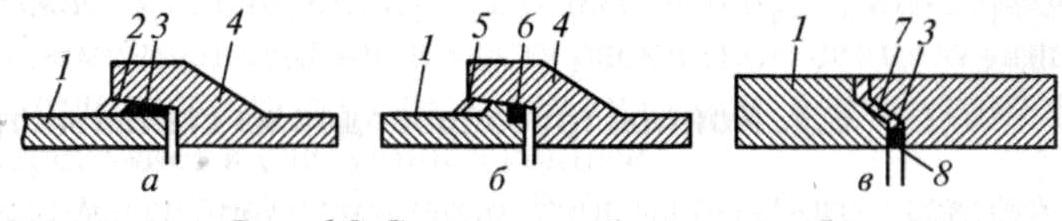
a, b - lizdas; in - sulankstytas; 1 - lygus vamzdžio galas; 2 - asbestcementis; 3 dervos gijos; 4 - varpas; 5 - cemento skiedinys; 6 - guminiai žiedai; 7 - cemento skiedinys arba asfalto mastika; 8 - glaistymas cemento skiediniu
Lizdų jungčių sandarinimas sruogeliu. Į varpelio angą įkišama kanapių sruogelė, kol varpas sustos tokiame gylyje, kad liktų vietos užrakto įtaisui. Kadangi pluošto storis nuo sruogos yra šiek tiek didesnis nei lizdo plyšio plotis, jis į jungtį įstumiamas sandariklio pagalba, kuriuo ryšulėlis įkišamas į žiedinį tarpą iš pradžių ranka, o po to. stipriais plaktuko smūgiais (vykstant rankomis). Mechaniškai vejantis, žnyplė sutankinama pneumatiniu įrankiu. Norint sukurti reikiamą jungties sandarumą, į plyšį paprastai klojami 2-3 ryšuliai, be to, kad jų persidengimai nesutaptų išilgai perimetro. Užsandarinus siūlę sruogeliu, įrengiamas asbestcemenčio spyna, į tarpą klojant asbestcemenčio mišinį sluoksniais-voltais (po 3-4 sluoksnius) ir sutankinant vėdymu, stipriai sumušant juos plaktuku. Sandarus sujungimas 1-2 dienoms uždengiamas šlapiu maišeliu, kuris sudaro palankias sąlygas asbestcemenčio mišiniui stingti ir kietėti.
Sandarinimo mastikos naudojamos ketaus movinių vamzdžių sandūrinėms jungtims, tiesiant slėginius kanalizacijos vamzdynus, kurių maksimalus darbinis slėgis iki 0,5 MPa. Dažniausiai polisulfidiniai sandarikliai naudojami iš sandarinimo ir vulkanizavimo pastų, į kurias kartais dedama asbesto ar gumos trupinių. Mastikos-hermetikai ruošiami darbo vietoje likus 30-60 minučių iki jų panaudojimo. Jungtys sandarinamos naudojant švirkštus su rankiniu arba pneumatiniu mastikos arba pneumatinių įrenginių išspaudimu. Sandariklis į lizdo tarpą įvedamas antgaliu, pritvirtintu prie pneumatinės sistemos švirkšto arba žarnos galo.