थ्रेडिंग टूल्स। बाहरी धागे काटने के लिए उपकरण। मिश्रित सामग्री पर थ्रेडिंग की विशेषताएं
थ्रेडिंग की आवश्यकता दो मामलों में उत्पन्न होती है: जब आपको इसे प्राप्त करने की आवश्यकता होती है जहां यह मूल रूप से नहीं था, या जब आपको एक स्ट्रिप्ड थ्रेड को अपडेट करने की आवश्यकता होती है। विशिष्ट कार्य, अनुप्रयोग और बनाए जा रहे धागे के प्रकार के लिए सही उपकरण चुनना अत्यंत महत्वपूर्ण है।
आंतरिक धागे के लिए उपकरण
काटने के लिए आंतरिक धागाएक नल का उपयोग भागों के माध्यम से या अंधा छेद में किया जाता है। यह एक धातु की छड़ होती है, जिसके काटने वाले भाग पर एक निश्चित कदम से नुकीले किनारे बने होते हैं। जब संबंधित व्यास के एक छेद में पेंच किया जाता है, तो चेहरे को भाग की आंतरिक सतह पर धागे में काट दिया जाता है। धातु के चिप्स को विशेष खांचे के माध्यम से छुट्टी दे दी जाती है।
व्यवहार में, यह पाया जाता है कि थ्रेडेड होल का व्यास उसके मान के धागे के बाहरी व्यास से छोटा होना चाहिए। साथ ही भागों के धागे क्षति के अधीन हैं। पहले डिबार्किंग क्रेन, फिर मध्य और परिष्करण। ½ मुड़ें वामावर्त मुड़ें। छड़ का अंत डालें और इसे धक्का दें ताकि दांत बाहरी धागे की गहराई पर धातु में प्रवेश करें। पायलस्टर के बाहरी धागे को धागे के बाहरी व्यास से 4 मिमी कम व्यास के साथ बनाया गया है। थ्रेडेड राउंडिंग के लिए। छड़ की सतह यथासंभव चिकनी होनी चाहिए। प्रत्येक पास पर तेल की छड़ को चिकनाई दें। इसे रॉड के सिर पर रखें और सही धागे के लिए इसे दक्षिणावर्त घुमाना शुरू करें।
प्रक्रिया को मैन्युअल रूप से किया जा सकता है, जब धारक में नल को ठीक किया जाता है और मांसपेशियों की शक्ति द्वारा संचालित किया जाता है, या मशीन पर, जब भाग यांत्रिक रूप से संसाधित होता है। मैनुअल विधि का उपयोग रोजमर्रा की जिंदगी में किया जाता है, उदाहरण के लिए, टूटे हुए धागे को नवीनीकृत करने के लिए या कार को लैस करते समय अतिरिक्त तत्व- क्रैंककेस सुरक्षा, चरखी मंच और इतने पर।
पैनल को एक या अधिक घुमावों के साथ दाईं ओर घुमाएं। 5 मिमी। 2 धागे को ब्रश के पूरे सेट के साथ किया जाएगा ताकि वे टूटें नहीं और धागे के फ्लैंगेस की शरारती गुणवत्ता प्राप्त करें। क्लस्टर में क्लच स्थापित करें। यदि व्यास छोटा है। उसके बाद, रेखा को कटोरे के साथ उसकी मूल स्थिति में घुमाया जाता है। और फिर उनका व्यास बाईं ओर आधा कर दिया जाता है।
फिर चित्र में खांचे को सेट करें। इस तरह। उत्पादकता तीन गुना तक बढ़ जाती है। पाइप को ठीक करें और उबलते तेल से उबालने के लिए सिरे को चिकना कर लें। थ्रेडिंग के दौरान शीतलन और स्नेहन एक चिकना और साफ धागा प्राप्त करना चाहिए। जबड़े एक ही समय में अंदर या बाहर जा सकते हैं। इलेक्ट्रिक मोटर से। कम काटने की गति सुनिश्चित करने के लिए। b) रेडियल ड्रिलिंग मशीन या हॉरिजॉन्टल डिफॉर्मिंग मशीन। बेबी डॉल सपोर्ट गाइड के साथ आगे बढ़ सकती है।
नल एकल और पूर्ण हैं। एकल नल केवल छेद के माध्यम से डिज़ाइन किए गए हैं, वे सतह पर एक बार मशीनीकृत होने के लिए गुजरते हैं। पूर्ण लोगों को दो या तीन उपकरणों के एक सेट के रूप में बेचा जाता है: पहला नल एक मोटा धागा करता है, और बाद वाले मोड़ को गहरा करते हैं और काम को अंत तक लाते हैं। अंधा और छेद के माध्यम से दोनों के लिए उपयुक्त।
इन मशीनों पर, एक विशेष संरचनात्मक प्लेट पर थ्रेडिंग की जाती है। तांबे के टुकड़ों को। उच्च गुणवत्ता वाले धागे का उत्पादन। इस मामले में प्रदर्शन। हाथ की नक्काशी से बेहतर। खनिज तेल। लोहे और कांसे के टुकड़े। इमल्शन का उपयोग स्टील के पुर्जों पर किया जाता है। जिसे पाइप के व्यास के अनुसार बदला जा सकता है। क्लस्टर कचरा पाइप को बाहर नहीं निकालता है। पिघला हुआ वसा। लक्ष्य 3 कार के कुल्हाड़ी के सिर में स्थापित है। मक्खन। थ्रेडेड थ्रेड्स। अनसुलझा स्ट्रोक से तीन गुना लंबा।
पिरोया समानांतर खराद के लिए, टुकड़ा सार्वभौमिक में फंस गया है। ताकि पूरे धागे को कई पासों में काटा जा सके। इनका उपयोग बड़े हीरे के तार बनाने के लिए ड्रिलिंग के लिए किया जाता है। रोटरी खराद में, थ्रेडिंग आमतौर पर थ्रेडेड कॉम्ब्स और गोलाकार चाकू से की जाती है। अग्रिम बॉक्स। थ्रेडिंग मशीनों में एक प्री-स्टॉप और एक स्वचालित स्टॉप होना चाहिए। इसे मैनुअल कटिंग मशीनों का उपयोग करके बनाया गया है। समुद्र में। फिर ब्रेस को पाइप के सिरे पर रखें। प्रशीतन के बिना संपीड़ित किया जा सकता है।
बाहरी धागा उपकरण
बेलनाकार भागों पर एक बाहरी धागा प्राप्त करने के लिए, पाइप सहित, डाई का उपयोग किया जाता है। डाई का आकार एक वॉशर जैसा दिखता है, जिसके केंद्र में चिप हटाने के लिए कई कटिंग सेगमेंट और स्लॉट के साथ एक थ्रू होल होता है। एक धागा पाने के लिए, एक हिस्सा अंदर रखा जाता है और, डाई को मोड़ते हुए, इसे तब तक हिलाते रहें जब तक कि वांछित लंबाई का धागा तैयार न हो जाए। यह दोनों मैन्युअल रूप से किया जा सकता है (काटने का उपकरण डाई होल्डर में तय किया गया है) और मशीन पर।
एक बेहतर प्रकार का डाई एक क्लुप है, जो बाहरी धागे बनाने का काम भी करता है। स्थिरता के अंदर काटने वाले हिस्से हटाने योग्य हैं और उन्हें बदला जा सकता है, उदाहरण के लिए, यदि विभिन्न पाइप आकारों के लिए खंडों को स्थापित करना आवश्यक है, जबकि व्यास मानों की सीमा मरने की डिज़ाइन सुविधाओं द्वारा सीमित है। भारी घिसे हुए काटने वाले खंडों को भी बदल दिया जाता है।
Klupp को यंत्रवत् या इलेक्ट्रिक मोटर द्वारा चलाया जा सकता है। पहले मामले में, उपयोगकर्ता के प्रयासों से रोटेशन किया जाता है - आमतौर पर इस पद्धति का उपयोग 50 मिमी तक के क्रॉस सेक्शन वाले पाइप के साथ थोड़ी मात्रा में काम के साथ किया जाता है। अक्सर, देश के घर या निजी घर में पाइपलाइन की स्व-स्थापना के लिए मैनुअल स्क्रू क्लैंप का उपयोग किया जाता है। बड़े वर्कपीस के साथ काम करना अधिक कठिन होता है, क्योंकि इसे मोड़ने में बहुत मेहनत लगती है। इस मामले में, स्वामी इलेक्ट्रिक स्क्रू कैप का उपयोग करते हैं, जिससे बड़ी मात्रा में काम का सामना करना संभव हो जाता है। मूल रूप से, पेशेवर क्षेत्र में इलेक्ट्रिक स्क्रू प्लग का उपयोग किया जाता है।
थ्रेडिंग मशीन के लिए टूलींग
थ्रेड-कटिंग मशीनों का व्यापक रूप से मैकेनिकल इंजीनियरिंग और हार्डवेयर उत्पादों के उत्पादन में उपयोग किया जाता है। उनके उपकरण (धागा काटने वाला सिर) इसकी संरचना में एक डाई कटर जैसा दिखता है: हटाने योग्य काटने वाली कंघी - चाकू एक धातु खराद में तय होते हैं। चाकू फैलाकर, उन्हें ठीक से वर्कपीस पर रखा जा सकता है और इसके आकार के लिए तय किया जा सकता है। मशीन संचालन की उच्च गति प्रदान करती है और बड़े व्यास के धागों को काटने को सरल बनाती है।
थ्रेडिंग के लिए टूल्स का चयन
मामले में जब धागे के प्रकार और व्यास के बारे में कोई सटीक जानकारी नहीं है, तो आप धागे को निर्धारित करने के लिए एक कैलीपर और एक विशेष टेम्पलेट का उपयोग कर सकते हैं। तीन मुख्य मानकों को प्रतिष्ठित किया जाना चाहिए: मीट्रिक, पाइप (इंच) और इंच एकीकृत। उनमें मूलभूत अंतर हैं, एक दूसरे के साथ संगत नहीं हैं और विनिमेय नहीं हैं।
एक मीट्रिक धागा एम अक्षर द्वारा इंगित किया जाता है। अंकन में, व्यास मान आने के बाद, अगला नंबर घुमावों के बीच की पिच है (कभी-कभी यह किसी दिए गए थ्रेड व्यास के लिए मानक होने पर वहां नहीं हो सकता है)। उदाहरण: M24x2 मिमी। यदि अंकन में पदनाम एलएच है, तो धागा बाएं हाथ का है। दाहिने हाथ का धागा, एक नियम के रूप में, विशेष रूप से चिह्नित नहीं है।
इंच पाइप थ्रेड्स को G अक्षर से या ब्रिटिश BSP मानक के अनुसार चिह्नित किया जाता है। यह मानक मार्ग के व्यास के मूल्य को इंगित करता है - पाइप में निकासी, और वर्कपीस का बाहरी खंड नहीं। एक शंक्वाकार पाइप धागा भी आम है, जिसे ब्रिटिश मानक बीएसपीटी (कभी-कभी अक्षर आर द्वारा दर्शाया जाता है) के अनुसार नामित किया गया है।
इंच के धागे आमतौर पर केवल संख्याओं द्वारा दर्शाए जाते हैं, जैसे कि 3/4, 1/4 या 1 इंच। माप की इकाइयों के बजाय, एक इंच धागे के ग्राफिक पदनाम का उपयोग किया जाता है, उदाहरण के लिए, 1 "या 1/2"। इसके अतिरिक्त, अंकन में UNC (मोटे पिच) या UNF (फाइन पिच) पदनाम हो सकते हैं। इंच बेलनाकार धागों के लिए यह विश्व का एकीकृत मानक है, यह संयुक्त राज्य अमेरिका और कनाडा में सबसे अधिक व्यापक रूप से उपयोग किया जाता है।
कुछ मामलों में, उदाहरण के लिए, जटिल भागों को डिजाइन करते समय, थ्रेड प्रारंभ होने की संख्या को ध्यान में रखा जाता है। सिंगल-स्टार्ट के लिए, एक हेलिक्स वाले पारंपरिक थ्रेड-कटिंग डिवाइस का उपयोग किया जाता है। मल्टी-स्टार्ट थ्रेड्स के लिए, एक विशेष उपकरण की आवश्यकता होती है, जिसमें कई समानांतर पेचदार धागे काम करने वाले हिस्से पर गुजरते हैं। इस धागे को एस अक्षर से चिह्नित किया जाता है और आमतौर पर एक तरफा दबाव वाले तंत्र में उपयोग किया जाता है, उदाहरण के लिए, प्रेस या असेंबली में वर्म गियर के साथ।
धागे के मानक, प्रकार और व्यास को जानने के बाद, झुकाव के कोण आदि जैसे जटिल तकनीकी मापदंडों में तल्लीन किए बिना उपयुक्त थ्रेडिंग टूल का चयन करना आसान है। यदि आपको अलग-अलग व्यास के हिस्सों पर थ्रेड करने की आवश्यकता है, तो आप सबसे सामान्य आकारों के साथ जुड़नार का एक सेट खरीद सकते हैं या उन्हें व्यक्तिगत रूप से खरीदकर अपनी खुद की किट इकट्ठा कर सकते हैं।
लेखक की विशेषज्ञता पर आधारित संदर्भ लेख।
प्रतिवर्ग:
सूत्रण
आंतरिक सूत्रण उपकरण
आधुनिक मैकेनिकल इंजीनियरिंग में, थ्रेड-कटिंग टूल्स की सहायता से धातु-काटने वाली मशीनों पर थ्रेडिंग के उच्च-प्रदर्शन विधियों का व्यापक रूप से उपयोग किया जाता है; रोलिंग टूल्स आदि की सहायता से धागे भी सफलतापूर्वक प्राप्त किए जाते हैं। हालांकि, धातु के अभ्यास में, ज्यादातर मामलों में धागे को मैन्युअल रूप से काटना आवश्यक है।
छेद में धागों को काटने के लिए नल का उपयोग किया जाता है, और बाहरी धागों को काटने के लिए विभिन्न डिजाइनों के डाई का उपयोग किया जाता है।
टैप - एक काटने का उपकरण, जो एक कठोर पेंच है, जिस पर कई अनुदैर्ध्य सीधे या पेचदार खांचे काट दिए जाते हैं, जिससे किनारों को काटने (चित्र 1)। नल में एक काम करने वाला हिस्सा होता है और एक वर्ग में समाप्त होने वाला एक टांग होता है।
नल के काम करने वाले हिस्से में सेवन और अंशशोधक भाग होते हैं। चम्फर नल का अगला टेपर है जो पहले छेद में प्रवेश करता है और सभी मुख्य काटने का काम करता है। आकार देने वाला हिस्सा नल को छेद में निर्देशित करता है और अंत में धागे को कैलिब्रेट करता है।
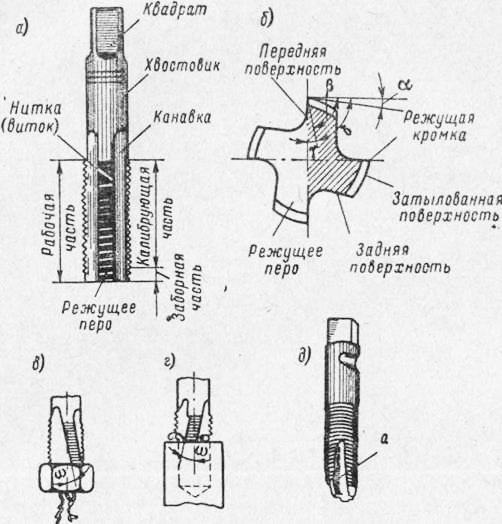
चावल। 1. नल और उनके तत्व: ए - सामान्य दृश्य; बी - रेडियल खंड; सी और डी - पेचदार खांचे के साथ नल; डी - नाली रहित नल
पंख काटने को इसकी परिधि पर स्थित नल के थ्रेडेड हिस्से के दांत कहा जाता है (चित्र 1, ए)। दांतों पर काटने वाले किनारों का निर्माण पंखों को अलग करने वाले खांचे की उपस्थिति के कारण होता है।
खांचे काटने वाले पंखों के बीच के अवकाश होते हैं और इन्हें काटने के किनारों के साथ-साथ थ्रेडिंग प्रक्रिया से उत्पन्न चिप्स से बाहर निकलने के लिए डिज़ाइन किया गया है। खांचे की प्रोफ़ाइल सामने की सतह से सीमित होती है, जिसके साथ कटे हुए चिप्स निकलते हैं, और पीछे की सतह, जो काटे जा रहे छेद की दीवारों के खिलाफ नल के दांतों के घर्षण को कम करने का काम करती है।
काटने वाले किनारे नल के काटने वाले पंखों (चित्र। 1.6) पर किनारे होते हैं, जो काम करने वाले हिस्से के पीछे (समर्थित) सतहों के साथ खांचे की सामने की सतहों के चौराहे से बनते हैं।
काटने वाले दांतों की पिछली सतह को एक सर्पिल में हेलिक्स किया जाता है, जिससे दांतों को फिर से पीसने के बाद दांतों की एक निरंतर प्रोफ़ाइल बनाए रखना संभव हो जाता है।
अंजीर पर। 1, b नल के काटने वाले दांतों के कोण दिखाता है: सामने का कोण y, पीछे का कोण a, टेपर कोण p और काटने का कोण b; संसाधित होने वाली धातु के आधार पर इन कोणों का मूल्य चुना जाता है।
एक नियम के रूप में, नल में सीधे खांचे होते हैं, लेकिन काटने की स्थिति में सुधार करने के लिए, सटीक और साफ धागे प्राप्त करने के लिए, सीधे वाले के बजाय पेचदार खांचे वाले नल का उपयोग करने की सलाह दी जाती है (चित्र 1, बी)। ऐसे नलों के लिए पेचदार खांचे के झुकाव का कोण 8-15° है।
थ्रू होल को थ्रेड करते समय, चिप्स को नल की फ़ीड दिशा में छेद से बाहर निकाल दिया जाता है। जब अंधा छेद में थ्रेडिंग, पेचदार नाली झुकाव की विपरीत दिशा के साथ नल का उपयोग किया जाना चाहिए, तो चिप्स को विपरीत दिशा में हटा दिया जाएगा (चित्र 1, डी)।
नरम और तन्य धातुओं के प्रसंस्करण में छिद्रों के माध्यम से एक साफ और सटीक धागा प्राप्त करने के लिए, नाली रहित नल का उपयोग किया जाता है, जिसमें केवल बहुत ही छोटे पेचदार खांचे होते हैं और सेवन भाग पर होते हैं। इन खांचों की लंबाई 6-10 मिमी है, और नल की धुरी के झुकाव का कोण 9-12 ° है। इस तरह के नल से थ्रेडिंग करते समय, चिप्स नल के सामने के छेद में निकल जाते हैं। अंधे छिद्रों में थ्रेडिंग के लिए, नाली रहित नल अनुपयुक्त होते हैं; इन मामलों में, कभी-कभी चिप हटाने के लिए केंद्रीय छेद वाले नल का उपयोग किया जाता है।
नल का उपकरण उनके उद्देश्य से निर्धारित होता है। उद्देश्य के आधार पर, नल को मैनुअल (ताला बनाने वाला), नट, मशीन-मैनुअल, डाई और मास्टर टैप, पूर्वनिर्मित और विशेष में विभाजित किया गया है। आवेदन की विधि के अनुसार, नल को दो समूहों में विभाजित किया जाता है: मैनुअल और मशीन।
हाथ से धागे काटने के लिए मैनुअल लॉकस्मिथ नल का उपयोग किया जाता है। वे आमतौर पर दो या तीन नलों के सेट में बनाए जाते हैं। तीन नलों के एक सेट में एक मोटा, मध्यम और समाप्त नल (या 1, 2, और 3) शामिल है, और दो नलों के एक सेट में एक मोटा और खत्म नल शामिल है। उसी क्रम में, उनका उपयोग थ्रेडिंग के लिए किया जाता है।
नलों को सशर्त रूप से चिह्नित किया जाता है: खुरदुरे नल में टांग पर एक गोलाकार जोखिम (नाली) होता है, मध्य नल में दो और अंतिम नल में तीन जोखिम होते हैं; धागे का प्रकार और उसका आकार भी वहाँ इंगित किया गया है। द्वारा दिखावटएक ही सेट के नल इस मायने में भिन्न होते हैं कि मोटे नल में एक बड़ा चम्फर (शंकु) और गेजिंग भाग पर एक कतरनी धागा होता है, मध्य नल का एक छोटा पीछा करने वाला भाग होता है और गेजिंग भाग पर एक फुलर धागा होता है, और फिनिशिंग टैप होता है थोड़ा सा पीछा करने वाला शंकु और गेजिंग भाग पर एक पूर्ण थ्रेड प्रोफाइल। भागों। आमतौर पर पहले नल के सेवन वाले हिस्से में 6-8 मोड़ होते हैं, दूसरे में 3-4 मोड़ होते हैं और तीसरे में 1.5-2 मोड़ होते हैं। पहला नल धागे की आधी ऊंचाई को काटता है, दूसरा दूसरे नल की ऊंचाई को 0.3 करता है, और तीसरा धागे को सफाई से कैलिब्रेट करता है। मुख्य मीट्रिक और इंच थ्रेड्स के लिए, सेट में तीन टैप होते हैं, ठीक मीट्रिक के लिए, साथ ही पाइप थ्रेड्स के लिए, दो।
पाइप के धागों को बेलनाकार और शंक्वाकार नलों से काटा जाता है। मरने वाले नल के सेट में एक मेढ़े और तीन गर्भाशय नल शामिल हैं। एक डाई टैप मरने में एक प्रारंभिक धागा पैदा करता है, और एक मास्टर टैप अंतिम होता है (भत्ते को हटाने, सफाई और अंशांकन)। एक डाई टैप धातु के नल से एक बड़े सेवन भाग की उपस्थिति से भिन्न होता है, और मास्टर छह पेचदार खांचे की उपस्थिति से अलग होता है। गर्भाशय के नल का उपयोग ऑपरेशन में होने वाले डाई को साफ करने के लिए भी किया जाता है।
दो या तीन टुकड़ों के सेट में मानक नल का उपयोग अतिरिक्त समय लागत के साथ जुड़ा हुआ है। उत्पादन नवोन्मेषकों के युक्तिकरण के विचार का उद्देश्य कई नलों द्वारा किए गए प्रसंस्करण को एक कैलिब्रेटेड टूल के साथ बदलने के अवसरों को खोजना है।
क्रॉसी सर्वहारा मशीन-टूल प्लांट में, एक संयुक्त उपकरण का उपयोग किया जाता है - एक ड्रिल-टैप (चित्र। 134, (3), जो आपको एक ऑपरेशन में ड्रिलिंग और थ्रेडिंग के संचालन को संयोजित करने की अनुमति देता है। ड्रिल-टैप (चित्र। 134, ई), प्रस्तावित इंजीनियरों बी.वी. बिरिन और ई.ई. रोसेन्थल, आसानी से मशीनीकृत सामग्री में एक छोटी पिच के साथ थ्रेडिंग के लिए।
मशीन-हाथ नल विभिन्न डिजाइनबेलनाकार और शंक्वाकार धागों को थ्रू और ब्लाइंड होल में काटने के लिए उपयोग किया जाता है। ये नल सभी आकारों के धागे को मशीन से काट सकते हैं और मैन्युअल रूप से 3 मिमी तक की पिच के साथ थ्रेड कर सकते हैं। वे केवल टांग के आकार और लंबे सेवन शंकु में मैनुअल वाले से भिन्न होते हैं। अंधा छेद के लिए नल के लिए, सेवन हिस्सा 1.5-2 थ्रेड पिचों से अधिक नहीं है।
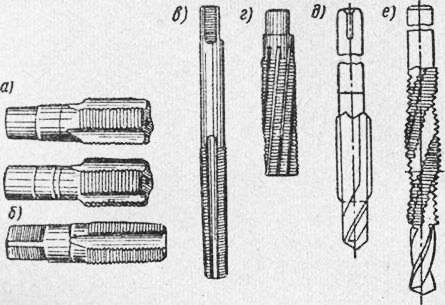
चावल। 2. काटने के लिए नल पाइप धागा(ए, बी)', डाई टैप (सी) मदर टैप (डी); ड्रिल टैप (डी, ई)
GOST 3266-60 (चित्र। 135, ए) के अनुसार बनाए गए मशीन-मैनुअल नल को बन्धन और महीन धागे को काटने के लिए डिज़ाइन किया गया है। कच्चा लोहा और हल्के स्टील से बने भागों पर थ्रेडिंग एक नल से की जाती है; कठोर स्टील को काटने के लिए दो नलों के एक सेट का उपयोग करें।
बेलनाकार धागों के लिए नट नल GOST y 1604-60 के अनुसार एक लंबे चम्फर (16 थ्रेड पिच तक) और एक छोटी टांग के साथ निर्मित होते हैं - खराद और बुर्ज पर उपयोग के लिए; एक लंबी टांग के साथ - ड्रिलिंग नट कटर और स्वचालित मशीनों पर थ्रेडिंग के लिए, साथ ही एक घुमावदार टांग के साथ - नट के निरंतर काटने के साथ नट कटर पर उपयोग के लिए। नट और मशीन के नल विशेष सुरक्षा कार्ट्रिज में मशीनों पर लगे होते हैं जो अतिभारित होने पर अपने आप बंद होने को सुनिश्चित करते हैं।
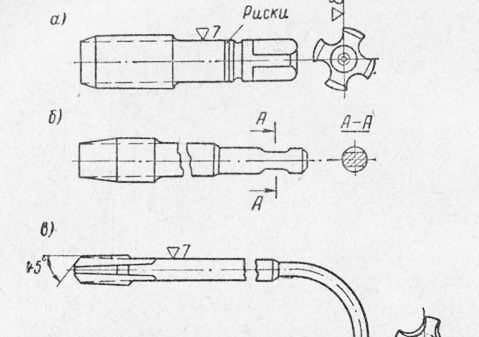
चावल। 3. मशीन-मैनुअल (ए) और नट (बी, सी) नल
पूर्वनिर्मित नल तीन प्रकार के हो सकते हैं: अनियमित, समायोज्य और स्वयं स्विचिंग बंद।
विशेष नल एक बड़ा समूह बनाते हैं जिसमें गैर-सामान्यीकृत नल डिज़ाइन शामिल होते हैं।