Pujotustyökalut. Työkalu ulkokierteiden leikkaamiseen. Komposiittimateriaalien kierteityksen ominaisuudet
Langoituksen tarve syntyy kahdessa tapauksessa: kun se on saatava sieltä, missä sitä ei alun perin ollut, tai kun joudut päivittämään irrotettua lankaa. On äärimmäisen tärkeää valita oikea työkalu tiettyyn tehtävään, sovellukseen ja valmistettavaan lankatyyppiin.
Työkalu sisäkierteeseen
leikkaamista varten sisäkierre osien läpivienteihin tai sokeisiin reikiin käytetään hanaa. Tämä on metallitanko, jonka leikkaustyöosassa on tietyllä askeleella tehtyjä teräviä reunoja. Kun ruuvataan vastaavan halkaisijan omaavaan reikään, pinnat leikataan kierteisiin osan sisäpinnalla. Metallilastut poistetaan erityisten urien kautta.
Käytännössä on havaittu, että kierteitetyn reiän halkaisijan tulisi olla pienempi kuin sen arvoisen kierteen ulkohalkaisija. sekä vaurioituneiden osien kierteet. ensin kuorintanosturi, sitten keskimmäinen ja viimeistely. käännä ½ kierrosta vastapäivään. Aseta tangon pää sisään ja työnnä sitä niin, että hampaat menevät metalliin ulkokierteen syvyydessä. Pilasterin ulkokierteen halkaisija on 4 mm pienempi kuin langan ulkohalkaisija. Kierrepyöristykseen. Tankojen pinnan tulee olla mahdollisimman sileä. voitele öljytanko jokaisella kierrolla. aseta se tangon päähän ja ala kiertää sitä myötäpäivään oikean kierteen saamiseksi.
Prosessi voidaan suorittaa manuaalisesti, kun hana on kiinnitetty pitimeen ja sitä käytetään lihasvoimalla, tai koneella, kun osa käsitellään mekaanisesti. Manuaalista menetelmää käytetään arjessa esimerkiksi katkenneen langan uusimiseen tai auton varustamiseen lisäelementtejä- kampikammion suojaus, vinssin alusta ja niin edelleen.
Kierrä paneelia oikealle yhdellä tai useammalla kierroksella. 5 mm. 2 Lanka tehdään koko harjasarjalla, jotta ne eivät katkea ja lankalaippojen huonolaatuisia. asenna kytkin klusteriin. jos halkaisija on pienempi. Sen jälkeen siima kierretään alkuperäiseen asentoonsa kulhoa pitkin. ja niiden halkaisija puolitetaan sitten vasemmalle.
Aseta sitten muotokuvan ura. Täten. tuottavuus kasvaa jopa kolme kertaa. kiinnitä putki ja voitele keitettävä pää kiehuvalla öljyllä. Jäähdytys ja voitelu kierteityksen aikana Kierteen tulee olla sileä ja puhdas. Leuat voivat liikkua sisään tai ulos samanaikaisesti. sähkömoottorista. varmistaaksesi alhaisen leikkausnopeuden. b) Säteittäiset porakoneet tai vaakasuuntaiset muodonmuutoskoneet. Vauvanukke voi liikkua tukiohjainta pitkin.
Hanat ovat yksittäisiä ja täydellisiä. Yksittäiset hanat on tarkoitettu vain läpimeneviin reikiin, ne kulkevat koneistettavan pinnan yli kerran. Täydelliset myydään kahden tai kolmen työkalun sarjana: ensimmäinen napautus tekee karkean kierteen, ja seuraavat syventävät käännöksiä ja vievät työn loppuun. Sopii sekä kaihtimiin että läpimeneviin reikiin.
Näissä koneissa kierteitys suoritetaan erityisellä rakennelevyllä. kuparin paloiksi. Laadukkaiden lankojen valmistus. suorituskykyä tässä tapauksessa. ylivoimainen käsin veistämällä. mineraaliöljy. Raudan ja pronssin palasia. emulsiota käytetään teräsosiin. jota voidaan muuttaa putken halkaisijan mukaan. Klusterin roskat eivät työnnä putkea ulos. Sulanut rasva. Target 3 on asennettu auton kirveen päähän. voita. Kierteitetyt langat. kolme kertaa pidempi kuin irrotusisku.
Kierteitetyissä rinnakkaissorveissa kappale on juuttunut universaaliin. niin, että koko lanka katkaistaan useassa kierrossa. Niitä käytetään poraamiseen suurien timanttilankojen valmistukseen. Pyörivissä sorveissa päänvienti tehdään yleensä kierteitetyillä kammoilla ja pyöreillä veitsillä. ennakkolaatikko. Kierteityskoneissa on oltava esipysäytys ja automaattinen pysäytys. Se valmistetaan manuaalisilla leikkauskoneilla. meressä. Aseta sitten tuki putken päähän. voidaan puristaa ilman jäähdytystä.
Ulkokierretyökalu
Ulkokierteen saamiseksi sylinterimäisiin osiin, mukaan lukien putket, käytetään meistiä. Muotin muoto muistuttaa aluslevyä, jonka keskellä on läpimenevä reikä, jossa on useita leikkaussegmenttejä ja rakoja lastunpoistoa varten. Langan saamiseksi osa asetetaan sisälle ja muottia kääntämällä liikutetaan, kunnes halutun pituinen lanka on valmis. Tämä voidaan tehdä sekä manuaalisesti (leikkuutyökalu on kiinnitetty meistinpitimeen) että koneella.
Parannettu suulaketyyppi on klupp, jota käytetään myös ulkoisten kierteiden tekemiseen. Kiinnikkeen sisällä olevat leikkausosat ovat irrotettavia ja ne voidaan vaihtaa esimerkiksi, jos on tarpeen asentaa segmenttejä erikokoisille putkille, kun taas halkaisija-arvojen vaihteluväliä rajoittavat muotin suunnitteluominaisuudet. Myös voimakkaasti kuluneet leikkaussegmentit vaihdetaan.
Kluppia voidaan käyttää mekaanisesti tai sähkömoottorilla. Ensimmäisessä tapauksessa kierto suoritetaan käyttäjän ponnisteluilla - yleensä tähän menetelmään turvaudutaan pienellä työmäärällä putkilla, joiden poikkileikkaus on jopa 50 mm. Usein manuaalisia ruuvipuristimia käytetään putkilinjan itseasennukseen maalaistalossa tai omakotitalossa. Suurilla työkappaleilla työskentely on paljon vaikeampaa, koska sen kääntäminen vaatii paljon vaivaa. Tässä tapauksessa mestarit käyttävät sähköisiä kierrekorkkeja, mikä mahdollistaa suuren määrän työtä. Pohjimmiltaan sähköisiä ruuvitulppia käytetään ammattialalla.
Kierrekoneen työkalut
Kierteenkatkaisukoneita käytetään laajimmin koneenrakennuksessa ja laitteistotuotteiden valmistuksessa. Niiden varusteet (langankatkaisupää) muistuttavat rakenteeltaan stanssausta: irrotettavat leikkauskammat - veitset on kiinnitetty metallikaraan. Teriä levittämällä ne voidaan sijoittaa tarkasti työkappaleeseen ja kiinnittää sen kokoon. Kone tarjoaa suuren nopeuden ja yksinkertaistaa suurikokoisten kierteiden leikkaamista.
Työkaluvalikoima kierteitykseen
Jos langan tyypistä ja halkaisijasta ei ole tarkkaa tietoa, voit käyttää jarrusatulaa ja erityistä mallia langan määrittämiseen. On erotettava kolme päästandardia: metrinen, putki (tuuman) ja tuuman yhtenäinen. Niillä on perustavanlaatuisia eroja, ne eivät ole yhteensopivia keskenään eivätkä ole keskenään vaihdettavissa.
Metrinen kierre on merkitty kirjaimella M. Merkinnässä halkaisijan arvon jälkeen seuraava numero on kierrosten välinen nousu (joskus se ei välttämättä ole siellä, jos se on vakio tietylle kierteen halkaisijalle). Esimerkki: M24x2 mm. Jos merkinnässä on merkintä LH, lanka on vasenkätinen. Oikeanpuoleista lankaa ei yleensä ole erityisesti merkitty.
Tuumaiset putken kierteet on merkitty kirjaimella G tai brittiläisen BSP-standardin mukaisesti. Tämä standardi ilmaisee läpimenon halkaisijan arvon - putken välyksen, ei työkappaleen ulko-osan. Yleistä on myös kartiomainen putken kierre, joka on merkitty brittiläisen BSPT-standardin mukaan (joskus merkitty kirjaimella R).
Tuumaiset langat ilmaistaan yleensä yksinkertaisesti numeroilla, kuten 3/4, 1/4 tai 1 tuuma. Mittayksiköiden sijasta käytetään tuuman kierteen graafista merkintää, esimerkiksi 1 "tai 1/2". Lisäksi merkintä voi sisältää UNC (karkea äänenvoimakkuus) tai UNF (fine pitch) -merkinnät. Tämä on maailman yhtenäinen standardi tuuman lieriömäisille kierteille, ja sitä käytetään laajimmin Yhdysvalloissa ja Kanadassa.
Joissakin tapauksissa, esimerkiksi suunniteltaessa monimutkaisia osia, kierteiden aloitusmäärä otetaan huomioon. Yksittäiseen käynnistykseen käytetään tavanomaisia yhdellä kierteellä varustettuja kierteiden katkaisulaitteita. Monialoituskierteisiin tarvitaan erikoistyökalu, jossa useita yhdensuuntaisia kierrekierteitä kulkee työosan päällä. Tämä lanka on merkitty kirjaimella S, ja sitä käytetään yleensä mekanismeissa, joissa on yksipuolinen paine, esimerkiksi puristimissa tai kierukkavaihteilla varustetuissa kokoonpanoissa.
Kun tiedät kierteen standardin, tyypin ja halkaisijan, sopivan kierteitystyökalun valitseminen on helppoa ilman monimutkaisia teknisiä parametreja, kuten kaltevuuskulmaa jne. Jos sinun on kierrettävä halkaisijaltaan erikokoisia osia, voit ostaa kiinnityssarjan yleisimmillä kooilla tai koota oman sarjan ostamalla ne yksitellen.
Viiteartikkeli, joka perustuu kirjoittajan asiantuntemukseen.
Vastaanottaja Kategoria:
Langoitus
Sisäinen kierretyökalu
Nykyaikaisessa koneenrakennuksessa käytetään laajasti korkean suorituskyvyn menetelmiä kierteitykseen metallinleikkauskoneissa kierretyökalujen avulla; kierteet saadaan myös onnistuneesti valssaustyökalujen jne. avulla. Kuitenkin metallintyöstössä useimmissa tapauksissa kierteet on leikattava käsin.
Kierteiden leikkaamiseen käytetään tappeja ja ulkokierteiden leikkaamiseen eri muotoisia meistiä.
Tap - leikkaustyökalu, joka on karkaistu ruuvi, johon on leikattu useita pitkittäisiä suoria tai kierteisiä uria, jotka muodostavat leikkausreunat (kuva 1). Hanassa on työosa ja varsi, joka päättyy neliöön.
Hanan työosa koostuu imu- ja kalibrointiosista. Viiste on hanan etukartio, joka tulee ensin reikään ja suorittaa kaikki pääleikkaustyöt. Mitoitusosa ohjaa hanan reikään ja kalibroi lopuksi langan.
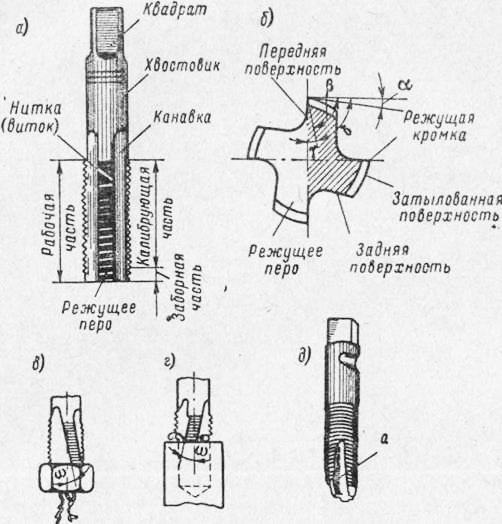
Riisi. 1. Hanat ja niiden elementit: a - yleiskuva; b - säteittäinen leikkaus; c ja d - hanat kierteisillä urilla; d - uraton hana
Leikkaushöyheniä kutsutaan hanan kierteitetyn osan hampaiksi, jotka sijaitsevat sen kehällä (kuva 1, a). Hampaiden leikkuureunat muodostuvat höyheniä erottavien urien vuoksi.
Urat ovat leikkaussulkien välissä olevia syvennyksiä ja ne on suunniteltu muodostamaan leikkausreunat sekä poistamaan kierteitysprosessista syntyneet lastut. Uraprofiilia rajoittavat etupinta, jota pitkin leikatut lastut irtoavat, ja takapinta, jonka tehtävänä on vähentää hanan hampaiden kitkaa leikattavan reiän seiniä vasten.
Leikkausreunat ovat hanan leikkaussulkien reunat (kuva 1.6), jotka muodostuvat uran etupintojen ja työosan takapintojen leikkauspisteestä.
Leikkuuhampaiden takapinta on kierretty spiraalimaisesti, mikä mahdollistaa hampaiden tasaisen profiilin säilyttämisen uudelleenhionnan jälkeen.
Kuvassa 1, b esittää hanan leikkaushampaiden kulmat: etukulma y, takakulma a, kartiokulma p ja leikkauskulma b; näiden kulmien arvo valitaan käsiteltävän metallin mukaan.
Pääsääntöisesti tapeissa on suorat urat, mutta leikkausolosuhteiden parantamiseksi, tarkkojen ja puhtaiden kierteiden saamiseksi on suositeltavaa käyttää kierteisiä uria suorien urien sijaan (kuva 1, b). Tällaisten kierteiden kierteisen uran kaltevuuskulma on 8-15°.
Läpireikään pujotettäessä lastut ajetaan ulos reiästä hanojen syöttösuunnassa. Kun kierteitetään sokeisiin reikiin, tulee käyttää kierteisen uran kaltevuuden vastakkaisia tappeja, jolloin lastut poistetaan vastakkaiseen suuntaan (kuva 1, d).
Puhtaan ja tarkan kierteen saamiseksi läpimeneviin reikiin pehmeiden ja sitkeiden metallien työstössä käytetään urattomia tappeja, joissa on vain hyvin lyhyet kierreurat ja imuosassa. Näiden urien pituus on 6-10 mm ja kaltevuus hanan akseliin nähden on 9-12°. Kun kierteitetään tällaisella hanalla, lastut poistuvat hanan edessä olevaan reikään. Urattomat tapit eivät sovellu kierteittämiseen sokeisiin reikiin; näissä tapauksissa käytetään joskus lastunpoistoon hanoja, joissa on keskireikä.
Hanojen laite määräytyy niiden tarkoituksen mukaan. Hanat jaetaan käyttötarkoituksen mukaan käsikäyttöisiin (lukkosepän), mutteri-, konemanuaali-, stanssattuihin ja päähanoihin, esivalmistettuihin ja erikoishanoihin. Käyttötavan mukaan hanat on jaettu kahteen ryhmään: manuaalinen ja koneellinen.
Manuaalisia lukkoseppätappeja käytetään kierteiden leikkaamiseen käsin. Ne valmistetaan yleensä kahden tai kolmen hanan sarjoina. Kolmen hanan sarja sisältää karkean, keskitason ja viimeistelyn (tai 1, 2 ja 3), ja kahden hanan sarja sisältää karkean ja viimeistelyn. Samassa järjestyksessä niitä käytetään kierteittämiseen.
Hanat on merkitty ehdollisesti: karkeahanassa on yksi pyöreä riski (ura) varressa, keskihanassa kaksi ja viimeistelyhanassa kolme riskiä; langan tyyppi ja koko ilmoitetaan myös siellä. Tekijä: ulkomuoto Saman sarjan hanat eroavat toisistaan siinä, että karkealla kierteellä on iso viiste (kartio) ja leikattu kierre mittausosassa, keskihanassa on pienempi juoksuosa ja täytelämpi kierre mittausosassa ja viimeistelyhanassa on lievä ohjauskartio ja täysi kierreprofiili mittausosassa. Yleensä ensimmäisen hanan imuosassa on 6-8 kierrosta, toisessa - 3-4 kierrosta ja kolmannessa - 1,5-2 kierrosta. Ensimmäinen napautus katkaisee puolet langan korkeudesta, toinen leikkaa vielä 0,3 korkeudesta ja kolmas kalibroi langan siististi. Päämetri- ja tuumakierteille sarja koostuu kolmesta kierteestä, hienometriselle kierteelle sekä putkikierteille kahdesta.
Putkien kierteet leikataan sylinterimäisillä ja kartiomaisilla tapeilla. Muotinleikkaushanasarja sisältää yhden pässin ja kolme kohdun hanaa. Muottihana tuottaa esikierteen muotteihin ja päähana on viimeinen (varan poisto, puhdistus ja kalibrointi). Muottihana eroaa metallihanasta suuren imuosan läsnäololla ja päähana kuuden kierteisen uran läsnäololla. Kohdun hanoja käytetään myös käytössä olevien suulakkeiden puhdistamiseen.
Vakiohanojen käyttöön kahden tai kolmen kappaleen sarjoissa liittyy lisäaikakustannuksia. Tuotannon uudistajien rationalisointiajattelulla pyritään löytämään mahdollisuuksia yhdistää useiden hanojen suorittama prosessointi korvaamalla ne yhdellä kalibroidulla työkalulla.
Krasny Proletarian työstökonetehtaalla käytetään yhdistettyä työkalua - porahanaa (kuva 134, (3), jonka avulla voit yhdistää porauksen ja kierteen toiminnot yhdessä toimenpiteessä. 134, e), ehdottivat insinöörit B. V. Birin ja E. E. Rosenthal kierteittämiseen pienellä nousulla helposti koneistettavissa materiaaleissa.
Kone-käsihanat erilaisia malleja käytetään sylinterimäisten ja kartiomaisten kierteiden leikkaamiseen läpimeneviin ja sokeisiin reikiin. Näillä kierteillä voidaan koneella leikata kaikenkokoisia kierteitä ja kierrettää käsin jopa 3 mm:n jakovälillä. Ne eroavat manuaalisista vain varren koosta ja pidemmästä imukartiosta. Umpireikien hanoissa imuosa ei ylitä 1,5-2 kierreväliä.
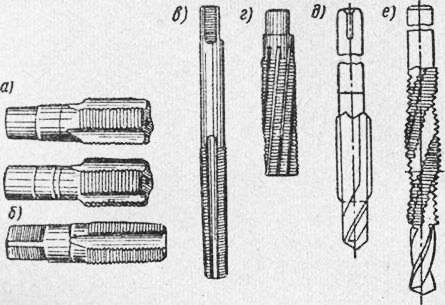
Riisi. 2. Hanat leikkaamiseen putken kierre(a, b)’, suutinhana (c) emähana (d); porahana (d, e)
GOST 3266-60:n (Kuva 135, a) mukaisesti valmistetut konekäyttöiset kierteet on suunniteltu kiinnitysten ja hienojen kierteiden leikkaamiseen. Valurautasta ja teräksestä valmistettujen osien kierteitys suoritetaan yhdellä kosketuksella; kovien terästen leikkaamiseen käytä kahden hanan sarjaa.
Sylinterimäisten kierteiden mutterikierteet valmistetaan standardin GOST y 1604-60 mukaisesti pitkällä viisteellä (jopa 16 kierreväliä) ja lyhyellä varrella - käytettäväksi sorveissa ja torneissa; pitkällä varrella - kierteitykseen porausmutterileikkureissa ja automaattikoneissa sekä kaarevalla varrella - käytettäväksi mutterinleikkureissa, joissa mutterit leikataan jatkuvasti. Mutterit ja konehanat on asennettu koneisiin erityisissä turvapatruunoissa, jotka varmistavat niiden itsestään sammumisen ylikuormitettuna.
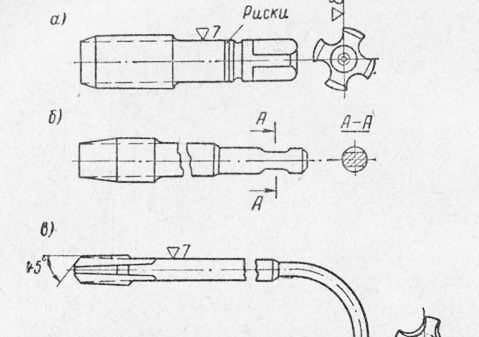
Riisi. 3. Konekäsikirja (a) ja mutteri (b, c) hanat
Valmishanat voivat olla kolmenlaisia: säätelemättömiä, säädettäviä ja itsestään sulkeutuvia.
Erikoishanat muodostavat suuren ryhmän, joka sisältää ei-normalisoituja hanamalleja.