Nástroj pro řezání vnějších závitů. Nástroje pro řezání vnitřních a vnějších závitů. Kohoutky. zemře. Co je řezání závitů
Přidat do záložek
Řezání trubkový závit ručně
Co je řezání závitů?
Závitování je zpracování díry nebo dříku v součásti pomocí speciálního závitového nástroje k získání vnitřního nebo vnějšího šroubového závitu, který se skládá z výstupků-cívek a střídavých šroubových drážek.
Přední strany sítě jsou opatřeny zúženými obvazy a sametovými kulatými mašlemi na vnější straně a lícem nahoru. Obráběcí stroje Obráběcí stroje jsou soustruhy, revolvery a soustružnické automaty, ve kterých nože používají čepele, cívky, oční víčka, čelenky a osnovní hlavy. Šité interiérové kresby se často provádějí na vrtačkách. Abychom vytvořili výrazné tóny, používáme na hřbetě kabátek. Pro broušení sít používáme brusku na závěsy.
První je označen jedním pruhem, další dva, u ráží najdete buď pruhy tři nebo zvukové signály bez označení. To usnadňuje postupný výběr jednotlivých položek během provozu. V jemnozrnných zrcadlech jsou pouze dva nástroje. Používají se pro sešívání tenkých materiálů jako je plech. Stejná tloušťka materiálu bude pracovat tvrději, takže bude více povrchu pro držení šroubu a nosného materiálu.
Závitování je zpracování otvoru nebo stopky v součásti pomocí speciálního závitového nástroje.
Řezání se provádí na trubkách, maticích, šroubech používaných v rozebíratelných spojích potrubí a různých částí zařízení. Pokud instalujete potrubí ručně z trubek, které nemají závit, bude pro vás užitečné vědět, jak závity na trubce řezat ručně.
Porovnává jednotlivé materiály. „Nejlevnější pásy z nástrojové oceli, ale pokud je v domě používáte jen jednou za čas, pravděpodobně nebudete používat kvalitu HSS,“ říká. Podle následující funkce najdete další specifikace, ze kterých si můžete vybrat. Protože se to týká hlavně mírných útesů, v sadě jsou pouze dva nástroje. Pouze pokud chcete opravit nějaký zahraniční výrobek, setkáte se v praxi s případnými americkými pouzdry s jemným pádem více používanými strojníky, kteří vytvoří svazek pro Ameriku, ale použijí více mechanických výkresů, ale je pravda, že I v této oblasti je velké vytížení, takže není problém pořídit si nástroje pro ruční výrobu oděvů, stejně jako anglická bitva, která je stále sestavována podle jejich tradičních standardů, od metrického oparu po inverzní geometrii, vysvětluje Pesl.
Hlavní prvky vlákna jsou:
- hloubka;
- profil;
- úhel profilu;
- vnitřní, střední a vnější průměry.
Nezbytné pojmy o řezbářství
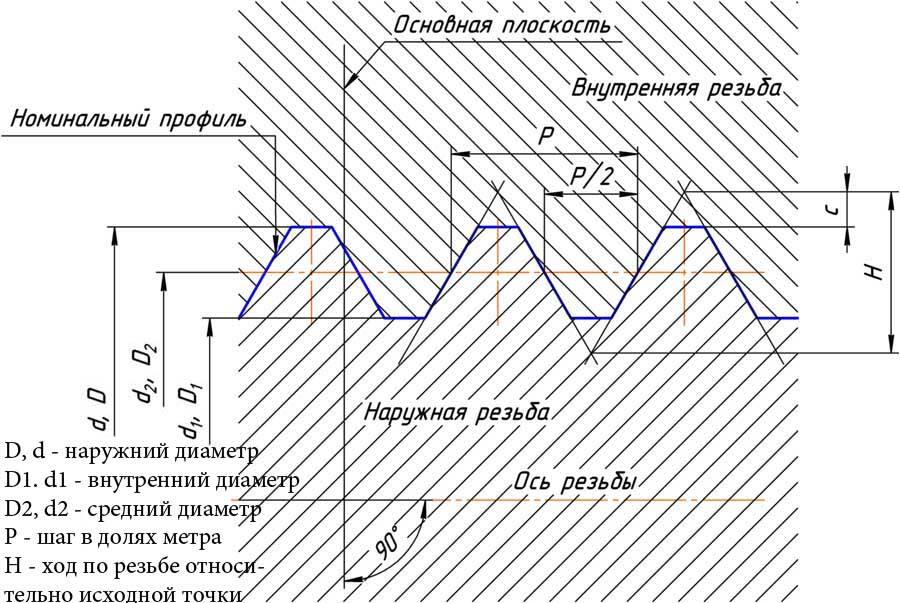
Schéma řezání vnějšího válcového závitu na základě metrického závitu ve vrcholu s úhlem rovným 60 stupňů.
Válcování závitů je metoda tváření za studena nebo za tepla. Pomocí této metody můžete vytvářet vnitřní i vnější závity, metriky a palce s různými tvary obrysů toku. V závislosti na vašich potřebách musíte vybrat správný nástroj.
Zpracování závitů se provádí pomocí hlav, plochých čelistí nebo planetových zvlnění. Je velmi důležité zvolit průměr tyče, ze které budou vyrobeny závity. Na tom závisí průměr konečného produktu. Působí na něj špička závitu, tvarovaná tokem materiálu vytlačovaného nástrojem. Je-li průměr obrobku příliš malý, hrot nebude zcela vytvarován. Je-li příliš velký, hrozí nebezpečí poškození nástroje nebo zhotovení závitů s rozměry, které neodpovídají provedení.
Profil je tvar příčného řezu cívky. V závislosti na profilu se rozlišují obdélníkové, trojúhelníkové, lichoběžníkové atd. Trojúhelníkový se používá pouze při montáži sanitárního systému a dílů.
Také je závit rozdělen v závislosti na směru zatáčky na levou a pravou.
V závislosti na účelu závitu existují speciální a upevňovací závity. Spojovací prvky jsou trojúhelníkové a speciální - obdélníkové atd. Trojúhelníkové je spojovací prvek, protože je rozřezán na spojovací prvky: šrouby, matice, šrouby. Stoupání závitu je vzdálenost mezi základnami nebo vrcholy sousedních závitů.
Hlavní výhodou válcování závitů je absence třísek přítomných v procesu obrábění. Díky tomu je hotový produkt zbaven nečistot. Takové nitě mají také vysokou pevnost, protože vlákna materiálu se při zpracování nepoškodí ani neřežou a materiál se dále zpevňuje drcením. To vede ke zvýšení pevnosti závitu. Mají také velmi nízkou drsnost povrchu, což v případě obrábění není možné.
Nevýhodou zpracování plastů je schopnost válcovat pouze snadno deformovatelné materiály. To způsobuje potíže při zpracování některých materiálů. V jejich případě je lepší využít dutinu. V naší společnosti se s vámi zabýváme válcováním závitů na profesionálních válcovacích stolicích. To vám umožní optimalizovat proces. Použití specializovaných nástrojů také zaručuje rychlost výroby, takže můžeme zajistit krátký čas provedení. Takto vyrobené nitě zůstanou zachovány vysoká kvalita a přesnost.
Profilový úhel - úhel, který tvoří protínající se boční plochy (strany) zatáček.
Vzdálenost od základny k vrcholu se nazývá hloubka závitu.
Vnější průměr - vzdálenost mezi body obou stran závitu, ležících naproti. Vnitřní průměr je vzdálenost mezi základnami protilehlých stran. Vzdálenost mezi základnou a vrcholem protější strany se nazývá střední průměr.
Tato stránka používá soubory cookie a podobné technologie
Aniž byste změnili nastavení prohlížeče, souhlasíte s tím. Používání Stránek nevyžaduje, aby Uživatel poskytoval jakékoli údaje, které by jej mohly identifikovat. Zejména není možné, aby viry nebo jiný nežádoucí nebo škodlivý software pronikly do uživatelských zařízení. Ukončení relace prohlížeče nebo vypnutí zařízení neodstraní zařízení ze zařízení uživatele.
- Uložené informace budou trvale odstraněny z paměti zařízení.
- Tato pravidla si můžete přečíst.
Vztah mezi hloubkou závitu, jeho stoupáním a počtem závitů je následující: čím menší stoupání, tím menší hloubka a tím větší počet závitů (závitů) na jednotku délky závitu, a podle toho naopak.
Podle systému měr je trojúhelníková varieta palcová a metrická. Metrický - to je ten, který má v profilu tvar rovnostranného trojúhelníku na vrcholu s úhlem rovným 60 stupňů. Tento typ se používá ve strojírenství a výrobě nástrojů. Vnitřní průměr Vrtání nebo vnější průměr šroubu metrického typu se měří v milimetrech, zatímco stoupání lze měřit jak v milimetrech, tak ve zlomcích.
Ocelová ocel používaná na střižné nástroje, razníky a matrice pro ražení a děrování, válcování závitů, matrice a matrice pro jemné a hluboké ražení nástroje pro raznice a vytlačovací matrice - vysoká mechanická pevnost oceli a velmi dobrá odolnost vůči adhezním jevům.
Vyráběná standardní nástrojová ocel s 8% obsahem chromu s velmi dobrou obrobitelností, dobrou rozměrovou stálostí při tepelném zpracování. Další čištění 8% chromové oceli po roztavení elektrolýzou, velmi pevná a odolná ocel s vysokou otěruvzdorností a přilnavostí.
Z profilu vypadá palcová varieta stejně jako metrická, ale vrcholový úhel je 55 stupňů. Měří se v palcích a od metrického typu se liší velkými přírůstky.
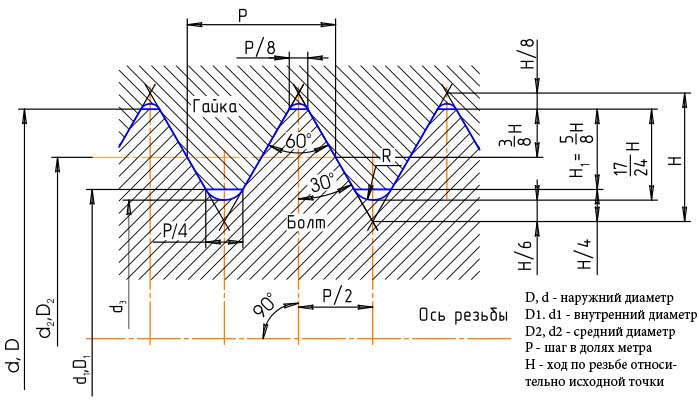
Metrický závit v profilu má na vrcholu tvar rovnostranného trojúhelníku s úhlem rovným 60 stupňům.
Prášková ocel pro vysoce kvalitní řezné nástroje Řezačky gilotinové pro řezání tenkých materiálů, matrice a matrice pro děrování, lisování pro jemné a hluboké lisování pro studené a polotuhé protlačování. Nástroje pro válcování závitů, hnětení, válcování za studena, vložky pro výrobu plastových výrobků, kde je vyžadována vysoká odolnost proti otěru. Válce pro vytlačování plastů, šnekové dopravníky.
Ocel pro pneumatické nářadí, strojní nože, razidla na mince. Vyznačuje se vysokou tvrdostí, tvrdostí a vysokou houževnatostí. Ocel používaná k děrování a děrování. Řezací nože, dřevěné a papírové nástroje a malé formy pro recyklaci plastů.
Paleta se používá při montáži sanitárních armatur. Dělí se na fixační a trubkové. Tyto dvě varianty se liší tím, že spojovací prvek má větší rozteč, což zajišťuje pevné spojení, a používá se k řezání matic, tyčí, šroubů a otvorů. Pro potrubní spoje se používá trubka. Je menší než upevňovací, protože jeho hloubka je omezena tloušťkou stěny trubky. Hustota trubkového závitu je mnohem větší než u upevňovacího závitu v důsledku velkého počtu závitů na palec délky závitu.
Prášková ocel, která kombinuje vysokou odolnost proti oděru a vysokou odolnost proti nárazu. Zákazník: Výborná zpracovatelnost v kaleném stavu, flexibilita při tepelném zpracování a prodloužená životnost nástroje. Ocel se používá na děrovací nástroje, děrovací a děrovací mlýny používané při výrobě příborů, nožů na řezání velkých materiálů. Lisované vložky - vysoká odolnost proti nárazu, vysoká rozměrová stálost, zrcadlová úprava.
Austenitická ocel s velmi vysokou tendencí ke konsolidaci při drcení. Ocel používaná na řezné nástroje, vysekávací a lisovací raznice a raznice, malé formy na plastové výrobky, kde není vyžadována vysoká odolnost proti otěru, dřevoobráběcí nástroje, papírové a řezací nože na dřevo s vysokou prokalitelností, odolností proti otěru a tvrdostí.
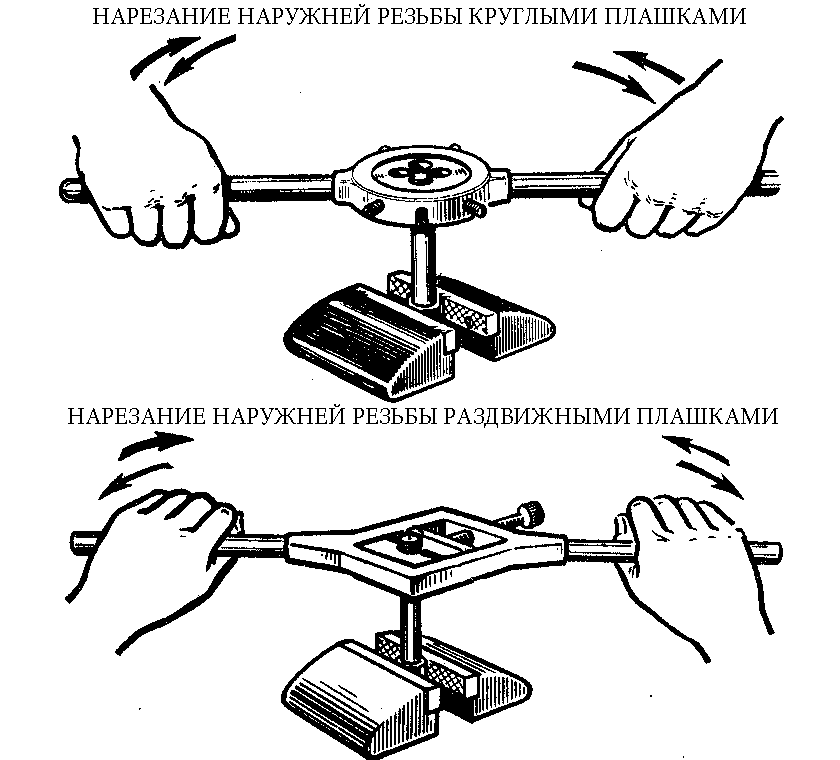
Řezání vnějšího závitu
Vnější závity na svornících, tyčích a šroubech se ručně vyřezávají do matric.
Oddělte je v závislosti na zařízení:
- hranolový;
- kolo;
- posuvné;
- Celý.
Ty hranolové mají dvojici shodných polovin, které jsou osazeny ve šroubovacím uzávěru v podobě rámu s madly. Na dvou vnějších stranách těchto průvlaků jsou hranolové drážky určené pro prizmatické výstupky kluppu.
Vysoce pevný ocelový prášek používaný jako nástrojová ocel pro tváření za studena a řezání. V případě šroubů upevňujících různé prvky nemá šetřit přetržené závity smysl. Tento šroub je nahrazen maticí jinou a problém přestává existovat. Horší je, když praskne závit v bloku motoru, skříni převodovky nebo jiné důležité a drahé součásti. Pokud je ve slepé díře, tedy slepá, a průměr šroubu, který s ní interaguje, není kritický, můžete jej zkusit vložit do větší "velikosti" série.
Prizmatické matrice mají dvojici stejných polovin, které jsou připevněny ke šroubu ve formě rámu s úchyty.
Posuvné matrice jsou instalovány v kluppu tak, aby čísla na jejích částech byla proti stejným číslům na rámu. Jinak to dopadne špatně. Upevňují se pevným šroubem. Mezi matrici a dorazový šroub je umístěna ocelová krakovací deska, aby při stlačení šroubem nepraskla.
Nedělejte průchozí otvory, např. pro doplňování nebo vypouštění převodového oleje, kontrolní body hladiny oleje u převodovek a diferenciálů, vypouštěcí otvory motorový olej atd. výsledná nit může způsobit vážné zranění během impregnace penetrací. poškození.
Šrouby a matice, které nelze vyměnit, například kvůli jejich specifickému tvaru nebo použití, lze ušetřit dvěma způsoby. Někdy mohou mechanici získat to, čemu se říká nadrozměrné šrouby a matice, jejichž závitová část je o něco větší než běžný šroub. Jak šrouby, tak matice celkové rozměry mají stejné stoupání závitu jako obvykle, takže je lze bez problémů použít. Při jejich kroucení to musíte dělat velmi opatrně, inteligentně a snažit se zasáhnout zbytky nitě.
Kruhová matrice je upevněna v klíči se snadným držením pomocí páru nebo dvou párů přítlačných šroubů.
Pomocí posuvné odrůdy lze provádět závitování, pokud existují mírné odchylky v průměru tyče, což by nemělo být povoleno při řezání na kulaté plné raznice. S menším průměrem tyče se získá neúplný závit, s větším - rovnoměrný.
Šroubujte je nejlépe ručně, bez klíčů nebo jiných nástrojů, abyste je cítili pod prsty, bez ohledu na to, zda jsou závity a otvory šroubů zachyceny. Pokud nefungují, může příliš velký šroub odstranit zbytky závitu, čímž se otvor zvětší, a jeho oprava pak může být velmi nákladná. Jakmile zjistíte, že prameny nití jsou na sobě, můžete dotahování dokončit pomocí správného nástroje. To musí být provedeno s velkou citlivostí.
Taková regenerace závitu je nepřijatelná při velkém zatížení šroubu, například připevněním podložky, na které spočívá. Závitořezné nástroje lze zakoupit v každém dobrém nástrojářství. Dalším způsobem, jak ušetřit zlomené závity, zejména u vypouštěcích šroubů oleje, jsou zbytky závitů pomocí několika vrstev teflonové pásky používané k utěsnění plynu a hydraulické systémy. Použijte silnější pásky. U běžného nebo pravotočivého závitu přejeďte po směru hodinových ručiček.
Řezání vnitřního závitu
Ručně se vnitřní závit řeže pomocí závitníků, které se vkládají do límce.
Závitník má zkosení (jeho konec), který je nutný pro řezání, kalibrační část (uprostřed) - pro vedení při kalibraci a řezání otvoru a ocas, se čtvercovou hlavou v řezu, pro držení závitníku v límci. při řezání.
Počet vrstev teflonové pásky musíte experimentálně zvolit tak, aby se šrouby zašroubovaly do otvoru se znatelným odporem. Po otočení je třeba pásku vyměnit za novou. Starý není vhodný k opětovnému použití!
Montážní práce nebudou tak pracné jako použití kvalitních specializovaných nástrojů. Montéři nejvíce oceňují osvědčené nástroje tradičních firem. Nejdůležitějším pracovním prvkem kláves jsou čelisti. Vysoce kvalitní čelisti jsou vyrobeny ze speciálně kalené nástrojové oceli. Vzhledem k tomu, že to nelze ověřit pouhým okem, je lepší kupovat klíče od renomovaných firem. Nezapomeňte vyměnit čelisti v klíčích. Neméně důležitá je i kvalita tlačné pružiny pod dolní čelistí.
Při přechodu z neúplného upevnění na palcové nebo plné metrické varianty se používá sada závitníků: tři závitníky pro různé hloubky.
Základy vláken
Připojení vodovodního potrubí a potrubí pro přívod plynu se provádí tak, že na jejich koncích jsou válcované nebo řezané válcové závity potrubí. Konce trubek jsou navzájem spojeny pomocí tvarovek.
Při spojování vodovodního a plynového potrubí se používá dlouhý a krátký válcový závit. Poslední dvě zatáčky se nazývají běh. Vzniká díky konstrukci matrice, jejíž první závity jsou zapuštěny. Odtok umožňuje zaseknutí spojky na potrubí, což zaručuje těsnost spoje s těsnícím materiálem.
Délka krátkého typu by měla být o něco menší než polovina délky spojky. V tomto případě zůstane mezi konci spojovaných trubek mezera 2-3 mm, což umožní zaseknutí spojky na odtoku. Pro trvalé připojení pomocí armatur se používá krátká verze. Takové spojení lze na instalovaném potrubí rozpojit pouze řezáním trubek.
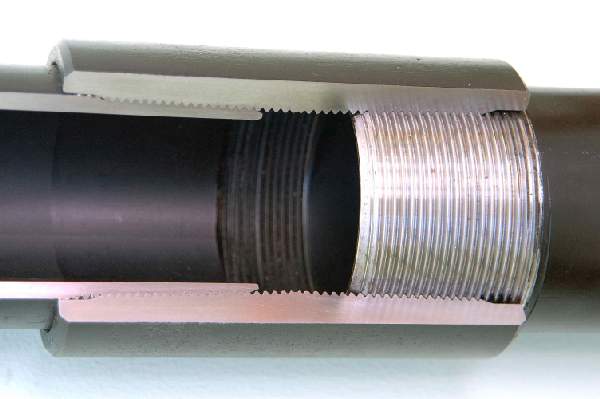
Sloučenina vodovodní potrubí a trubky pro přívod plynu jsou vyrobeny tak, že válcové trubkové závity jsou na jejich koncích válcovány nebo řezány. Konce trubek jsou navzájem spojeny pomocí tvarovek.
K oddělení sestavených trubek bez jejich současného řezání se používá stěrka. Skládá se z pojistné matice, spojky a dlouhého závitu. Ten by měl mít takovou délku, aby se na něj při připojení pohonu dala volně našroubovat spojka a pojistné matice.
Rozměry dlouhých a krátkých závitů se liší v závislosti na průměru trubek.
Pro úsporu kovu se v systémech zásobování plynem a vytápění používají tenkostěnné trubky. Vzhledem k tomu, že tyto trubky mají menší tloušťku stěny než vodovodní trubky, závity se na trubky navalují, přičemž kritická tloušťka stěny těchto trubek by neměla být menší než při řezání trubkových závitů na vodovodních a plynových trubkách.
Nástroj pro ruční řezání závitů
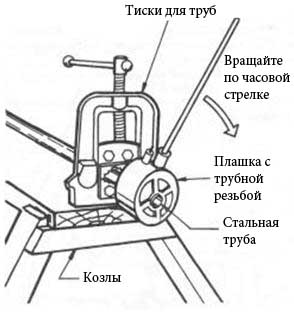
Svorky pro závitování trubek
U trubek s malým objemem se vnější závity řežou ručně pomocí trubkových vysekávacích nástrojů, pomocí posuvných a neposuvných matric. Za tímto účelem se trubka upne do objímky, konec trubky se očistí od okují pilníkem, načež se odříznutá část namaže vysoušecím olejem nebo sulfofresolem. Na trubku se nasadí speciální nástroj - klupp s posuvnými čelistmi a lehkými údery paličky na rukojeť podložky se vodicí čelisti přiblíží k trubce a zafixují se zajišťovacími šrouby. Se zaměřením na riziko čelní desky jsou také připojeny řezné nástroje. Poté začnou nástrojem otáčet ve směru hodinových ručiček a přitom na něj tlačit.
V těle průvlaku na trubky jsou na jedné straně čtyři otvory pro průstřižník a na druhé straně tři otvory pro vedení.
V těle průvlaku na trubky jsou na jedné straně čtyři otvory pro průstřižník a na druhé straně tři otvory pro vedení. Vodicí raznice se roztáhnou a spojí plošné podložky, které jsou upevněny upínacími kroužky na tělese. V rovinách, které přiléhají k tělesu, mají rovinné podložky spirálové drážky, do kterých vstupují kolíky matrice. Pokud otočíte podložkou, čepy se posouvají po spirálových drážkách a matrice se přibližují (pokud otočíte podložkou doleva) nebo se naopak rozcházejí (pokud otočíte podložku doprava). Když jsou matrice nastaveny do požadované polohy, rovinná podložka je upevněna upínacími šrouby.
Sady trubkových matric jsou vyráběny s dvojicí sad vysekávacích matric: pro řezání na trubky o průměru 15 nebo 20 mm a pro řezání o průměru 25, 32, 38 a 50 mm.
Pro trubkové průvlaky se používají radiální jednostranné nebo radiální oboustranné průvlaky. Raznice se vyrábí po 4 ks. zahrnuta. Každý má označení s průměrem a sériovým číslem od 1 do 4. Každá drážka na těle šroubové sady má odpovídající čísla. Trubka má pro každý průměr trubky vyměnitelné manžety, které jsou umístěny ve vodicí přírubě a upevněny šroubem. Ten je připevněn šrouby k tělu, kde jsou instalovány odpovídající štítky.
Výseky trubek mají výhodu - čistotu výsledného závitu na trubkách a pevnost konstrukce. Jejich nevýhodou je nutnost pečlivé údržby a velká hmota.
Při řezání závitu 50 mm je třeba změnit uspořádání vodicích matric tak, že je otočíte o 180 ͦ, to znamená uvnitř matrice krátkou stranou (od čepu).
Kluppy Mayevsky pro řezání trubkových závitů
Používá se také nástroj, jako je Mayevského klupp. V Mayevského kluppsech jsou dělené raznice, které se skládají ze dvou částí. Samostatná sada průvlaků odpovídá konkrétnímu průměru trubky. Zápustky, v souladu s číslem uvedeným na zápustkách a v objímce, se instalují do objímky těla šrouby podle rizik vyznačených na těle a na zápustkách pro požadovanou velikost. Na matrici je umístěn trvalý kryt upevněný šrouby.
Tento nástroj se vyrábí ve dvou velikostech: pro závitování o průměru 15 a 20 mm (č. 1) a pro průměry 25 a 32 mm (č. 2).
Takový nástroj má tyto výhody: jednoduchost konstrukce a údržby, nízká hmotnost, možnost rychlé výměny matric.
Řezačky s ráčnou pro závitování trubek
Tento nástroj se používá pro řezání závitů o průměru 25, 20 a 15 mm. K jeho tělu je připevněna hlava s výměnnými raznicemi. Na spodní polovině hlavy je rohatkové kolečko, které při otáčení otáčí hlavou matrice a matrice.
K tělu kluppa je připevněna dvojice ráčen, které jsou uzavřeny lícnicemi. Pomocí rukojeti se hlava šroubu otáčí. Řezání probíhá pomocí kývavého pohybu rukojeti se zapnutou ráčnou. Na konci řezání se zapne ráčna, která se při kývání rukojetí zachytí o zuby ráčnového kola a pohání kruhovou matrici. Řezání je možné pomocí ráčnového razníku v místech, kde nelze použít klasický nástroj. To platí zejména při renovačních pracích.
Pro řezání trubkového závitu je trubka ve svorce upnuta tak, že její odříznutý vyčnívající konec je krátký. Dlouhý konec trubky se může při řezání ohnout. Čelo závitového konce musí být v pravém úhlu k ose závitové trubky. Nástroj se instaluje na trubku s vodícími kroužky nebo vodícími čelistmi tak, že na trubce jsou řezné čelisti pro 1-2 závity (otočky). Závity na trubkách jsou mazány olejem za účelem chlazení matric a jejich udržování v čistotě. Před zahájením řezání matricí je třeba zkontrolovat správnou instalaci řezací matrice, to znamená, zda číslo matrice souhlasí s číslem zásuvky v těle.
Při řezání se nástroj otáčí a posouvá dopředu. V jednom průchodu dochází k řezání na trubkách o průměru do 25 mm, ve dvou průchodech - o průměru větším než 25 mm. Zápustky v zápustce se spojují šrouby nebo planžetou.
Na konci práce by měly být svorky potrubí rozebrány, očištěny od nečistot a třísek a namazány minerálním olejem. Jednou týdně se doporučuje vyčistit nástroj od zaschlého a ulpělého oleje a nečistot: k tomu je třeba naředit 0,5 kg suché louhu sodného do jednoho kbelíku s vodou.
Díly se závitovými prvky patří ve strojírenství k nejrozšířenějším, jejich podíl tvoří 60-70 % z celkového počtu dílů a použité závity jsou velmi rozmanité.
Vlákna se liší:
podle tvaru hlavní plochy:
Válcové (vnější a vnitřní) a kuželové (vnější a vnitřní);
profilový formulář:
Trojúhelníkový (metrický a palcový), lichoběžníkový, obdélníkový, příčný, kulatý a speciální;
ve směru vláken:
Pravá a levá;
podle sklonu:
Jednoduché a vícenásobné;
podle stupně přesnosti (GOST 16093-81):
Pro vnější závity - 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g a 8h;
Pro vnitřní závity - 4H, 4H5H, 5H, 6H, 7H a 8H.
Kromě toho existují závity, které pracují s kluzným třením a valivým třením. První zahrnují všechny konvenční válcové a kuželové závity a druhé zahrnují kuličkové a válečkové závity. V závislosti na druhu závitu, jeho rozměrech, požadavcích na přesnost a kvalitu obrobené plochy se používají různé způsoby získání závitu.
Základní metody řezání závitů
Závit se získává třemi hlavními metodami: řezáním čepelovým nástrojem, řezáním abrazivním nástrojem a plastickou deformací (rýhováním). V závislosti na přijatém způsobu získávání závitu existuje několik způsobů, jak závit vytvořit (obr. 1).
1
Rýže. 1. Základní metody řezání závitů: A- závitořez; b - kotoučová řezačka s jedním závitem; c - jednozávitová stopková fréza; g - jednovláknová stopková fréza
2. Způsob jednoprůchodového řezání vícezávitovými nástroji: hřebeny, kruhové matrice, závitníky, závitořezné hlavy, vícezávitové brusné kotouče (válcové a kuželové).
3. Způsob jednoprůchodového řezání rotačními nástroji: závitové jednozávitové frézy (kotouč obr. b, prst, konec obr. d), vírové hlavy.
4. Způsob frézování vícezávitovými frézami, jejichž délka je větší než délka řezaného závitu, válcování závitů širokými válečky nebo plochými matricemi.
Řezačky závitů
Tento typ nástroje je jedním z nejběžnějších závitořezných nástrojů používaných pro řezání vnějších i vnitřních závitů různých profilů na šroubořezných soustruzích, automatech a poloautomatických strojích. Nejjednodušší v designu, široce používané v průmyslu, jsou jádrové frézy.
V horní části závitových fréz je úhel hřbetu α=8…15 0 ; úhel nahoře ε=60 0 - pro metrické závity a ε=55 0 - pro palcové a trubkové závity. U tvrdokovových fréz je úhel na vrcholu o 1 0 -30 ' menší než úhel profilu závitu kvůli skutečnosti, že při vysokorychlostním řezání dochází k určitému „přerušení“ závitu.
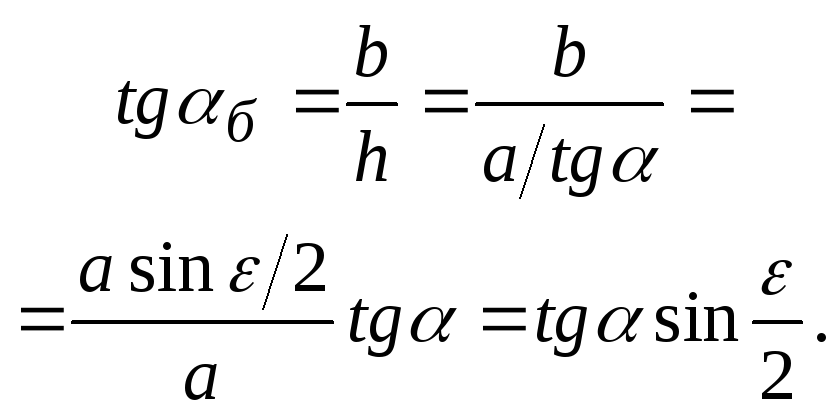
B 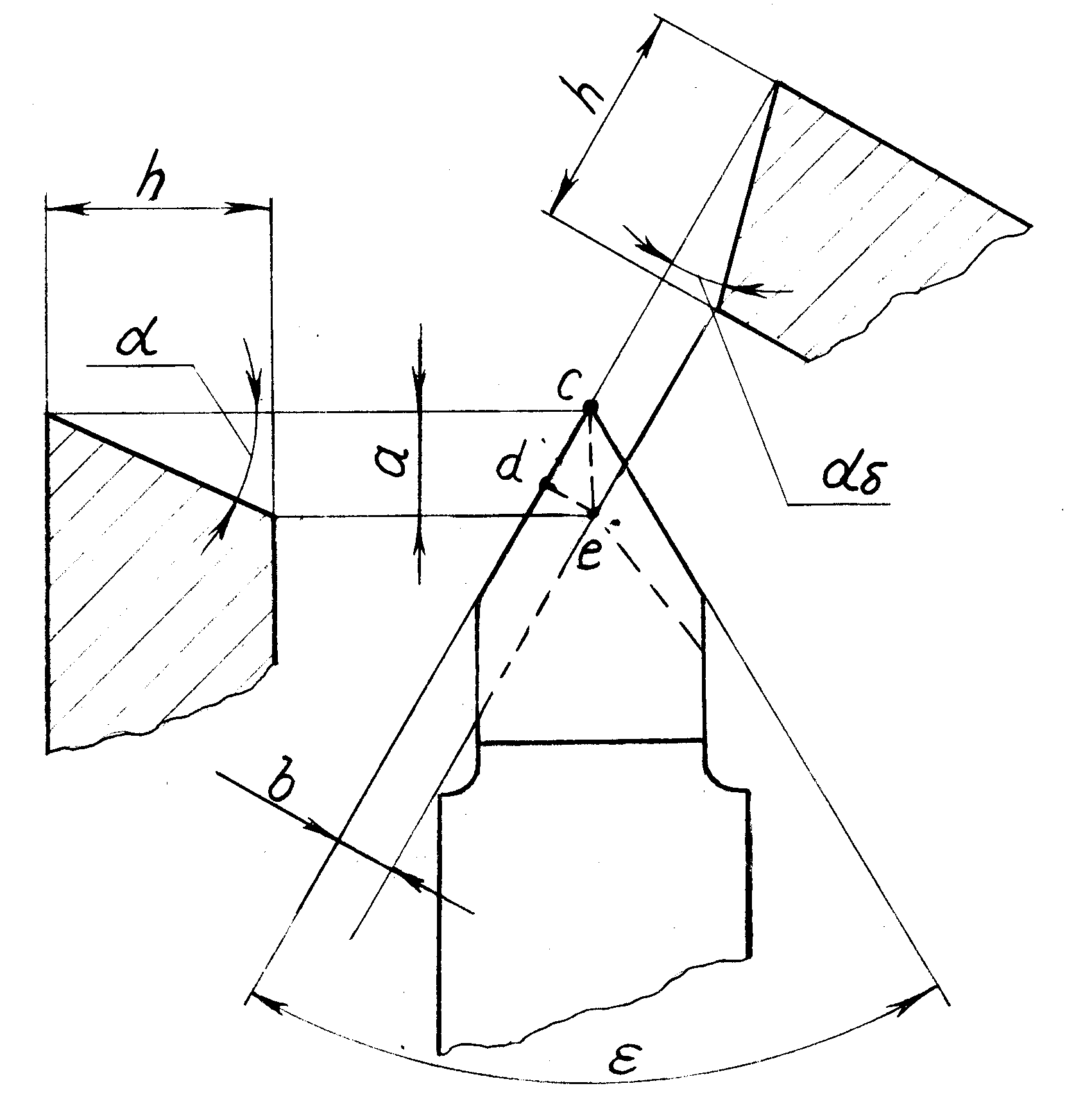 boční zadní úhly α b závisí na úhlu
boční zadní úhly α b závisí na úhlu  a jsou určeny ve statické poloze vzorcem (obr. 2):
a jsou určeny ve statické poloze vzorcem (obr. 2):
Rýže. 2. Schéma pro stanovení úhlu boční vůle závitové frézy
Přitom se zadní úhly α b mění v důsledku relativního pohybu břitů podél úhlu závitu. Při řezání pravého závitu se úhel bočního odlehčení α b na levé čepeli zmenšuje, na pravé se zvětšuje o úhel μ (obr. 3, Obr. A) (pro levé vlákno - naopak):Zde je úhel μ úhel závitu na vnitřním průměru závitu (obr. 3, c).
Hodnota úhlu μ se určí ze vztahu (obr. 3,b):
 .
.
Normálně při závitování malých stoupání a středních průměrů nejsou úhly vůle na bocích korigovány. Na svobodě R(vícechodé závity), na malém průměru d, při řezání trapézových a pravoúhlých závitů (úhel elevace μ dosahuje značných hodnot) je nutné počítat se změnou bočních úhlů α b a tuto okolnost zohlednit při ostření.
Na 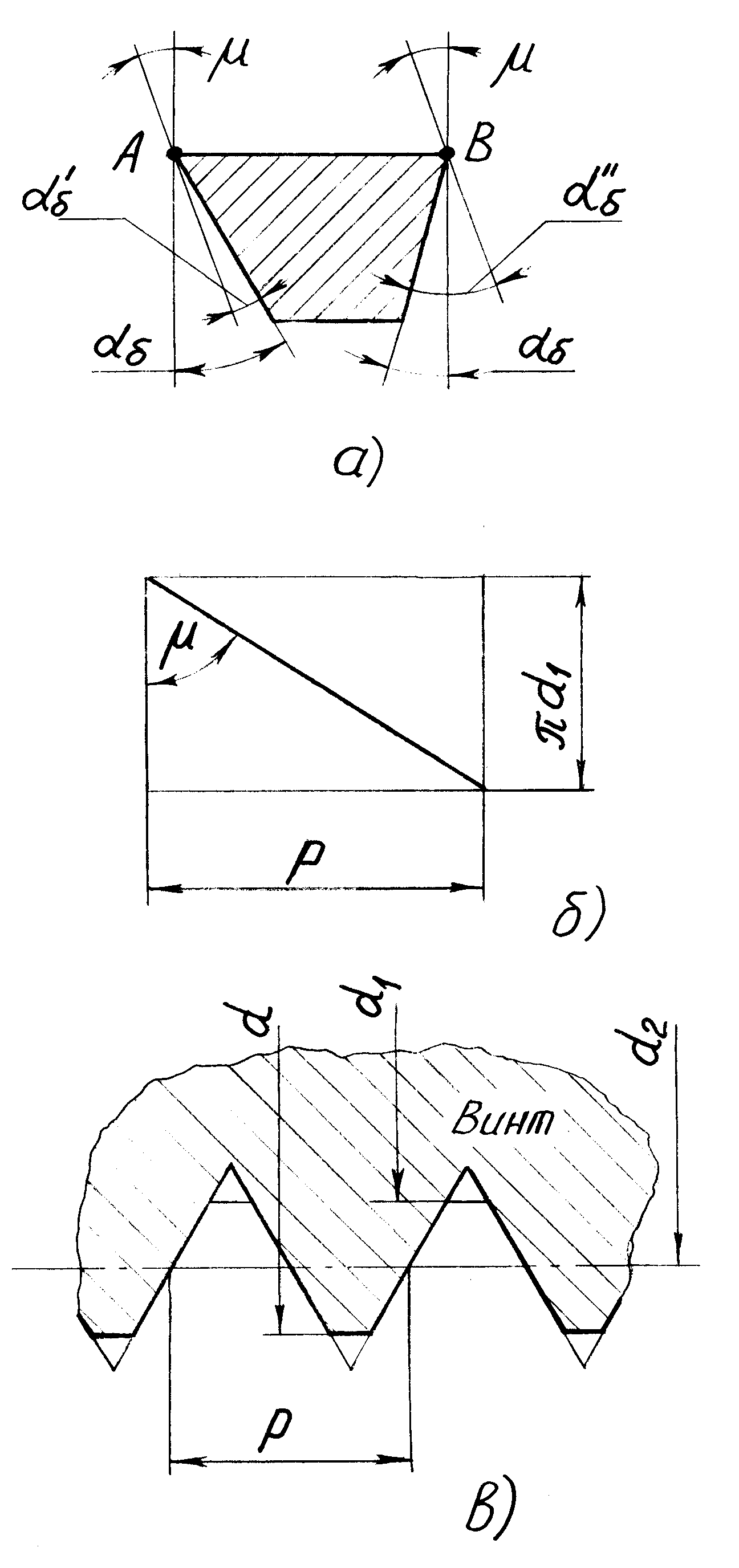 frézy na ostroúhlé závity, vzhledem k malosti μ jsou úhly na obou bočních břitech shodné.
frézy na ostroúhlé závity, vzhledem k malosti μ jsou úhly na obou bočních břitech shodné.
Čelní úhel závitových fréz pro předřezání se volí v závislosti na zpracovávaném materiálu a nastavuje se v rozmezí γ=5…25 0 .
U dokončovacích fréz, aby se zabránilo deformaci profilu závitu, je úhel čela γ=0. Profil závitových fréz s úhlem čela, který není roven nule, se liší od profilu řezaného závitu a musí být specifikován v řezu kolmém ke směru zadní plochy (obr. 4). V tomto případě je nutné vypočítat výšku profilu frézy a úhel profilu v sekce B-B.
Jako výchozí údaje pro výpočet jsou uvedeny:
α a γ - zadní a přední rohy frézy,
Rýže. 3. Schéma pro stanovení bočních zadních úhlů závitových fréz
H- teoretická výška profilu závitu v průměru sekce A-A závit do ostrého hrotu,ε ![]() - úhel profilu závitu,
- úhel profilu závitu,
R- stoupání závitu.
H p = před naším letopočtem= AB hřích= ABcos(α + γ ) ; (1)
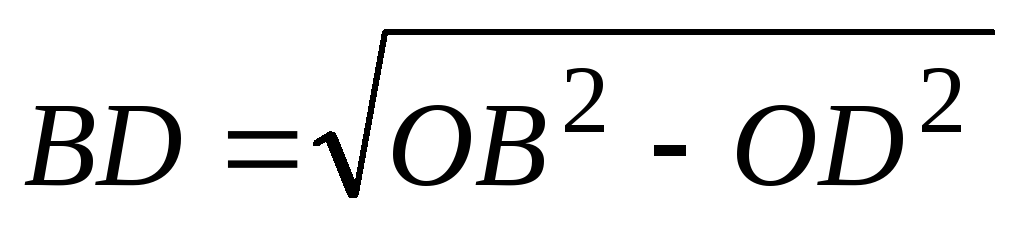
AB=BD-AD (Δ-kiODBaODA); (2)
AD=r 1 cos (∆-NaODA); (3)
 ;
(4)
;
(4)
OB=r; OD=r 1 sinγ; (Δ- Naoficiální rozvojová pomoc) (5)
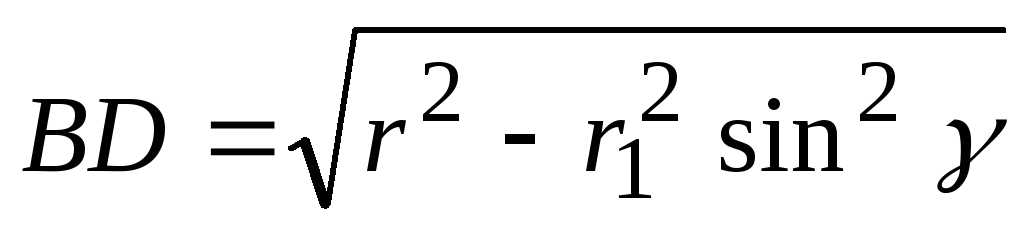 (6)
(6)
Nahraďte (6) a (3) za (2):
Vezmeme-li v úvahu (7) a (1), získáme:
Rýže. 4. Kótování profilu závitové frézy
Z trojúhelníku abc(oblast řezu B-B na obr. 3.4) máme:
 (9)
(9)
Ve vzorcích (8) a (9): H p- teoretická výška závitu v úseku В-В (až po ostrý vrchol); r a r 1 - poloměry tvořící vnější a vnitřní průměr závitu; p- stoupání závitu.
Pokud λ=0 0 , pak rozměry H p a ε p v sekci В-В jsou určeny vzorcem:
 (10)
(10)
Podobně (9) pro profilový úhel v řezu A-A máme:
 (11)
(11)
Porovnání (9) a (11) a dosazení v (9) místo H p jeho význam Hcosγ, dostaneme:
 ;
;
 ,
,
 (12)
(12)
 .
.
PROTI 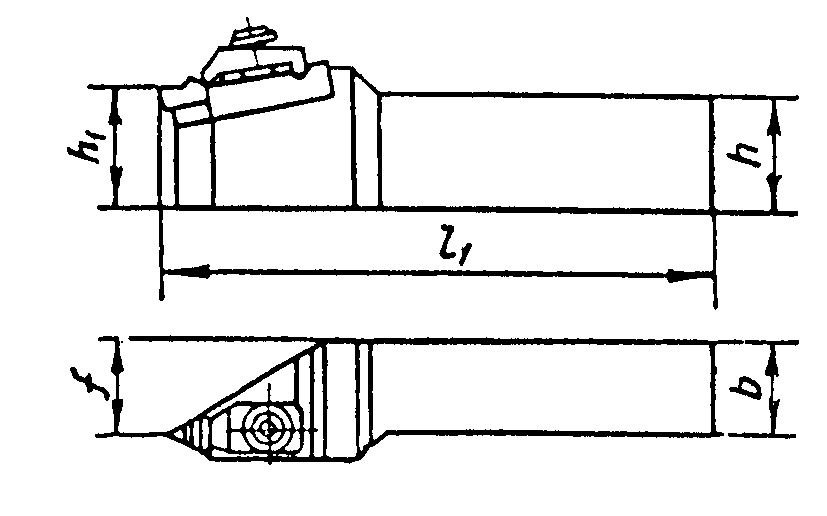 V tuzemském i zahraničním průmyslu jsou široce používány prefabrikované závitové frézy s mechanickým upevněním vyměnitelných karbidových destiček.
V tuzemském i zahraničním průmyslu jsou široce používány prefabrikované závitové frézy s mechanickým upevněním vyměnitelných karbidových destiček.
R
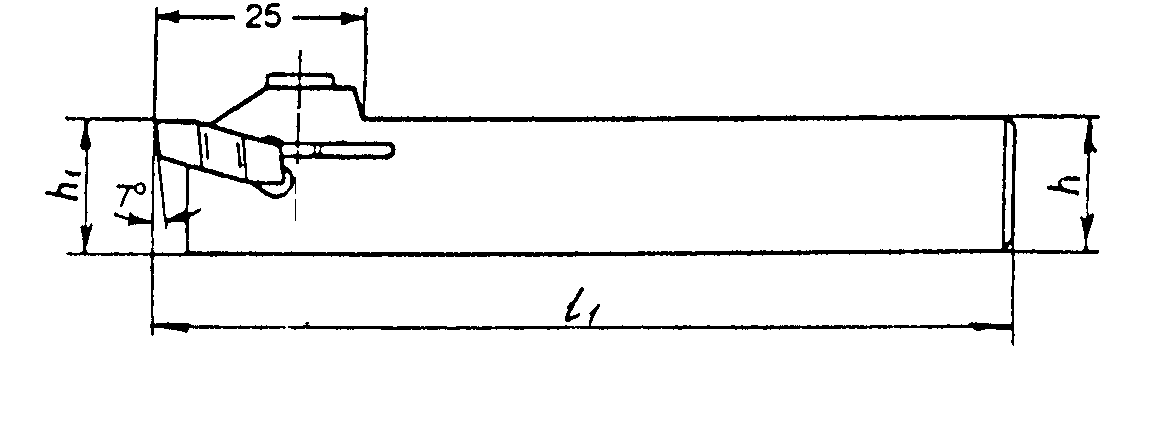
Rýže. 5. Řezačka závitů s mechanickým upevněním kosočtvercových destiček pro řezání metrických závitů
Kosočtverečná karbidová destička je instalována v zaslepovaném lůžku držáku, upevněna pomocí hřebíku na dvou bočních základních plochách a přitlačena k karbidové podpěře.
Frézy tohoto provedení jsou určeny pro řezání metrických závitů se stoupáním p=1,5...6,0 mm a mají celkové rozměry b× h=(16x20)...(25x40)mm a l 1 = 125...200 mm.
Švédská společnost Sandvik Coromant vyrábí závitořezné frézy s vyměnitelnými nebroušenými břitovými destičkami (SRI) dvou typů: mechanicky upevněné pomocí šroubu (obr. 6, a) a se zapínáním na cvočky (obr. 6, b).
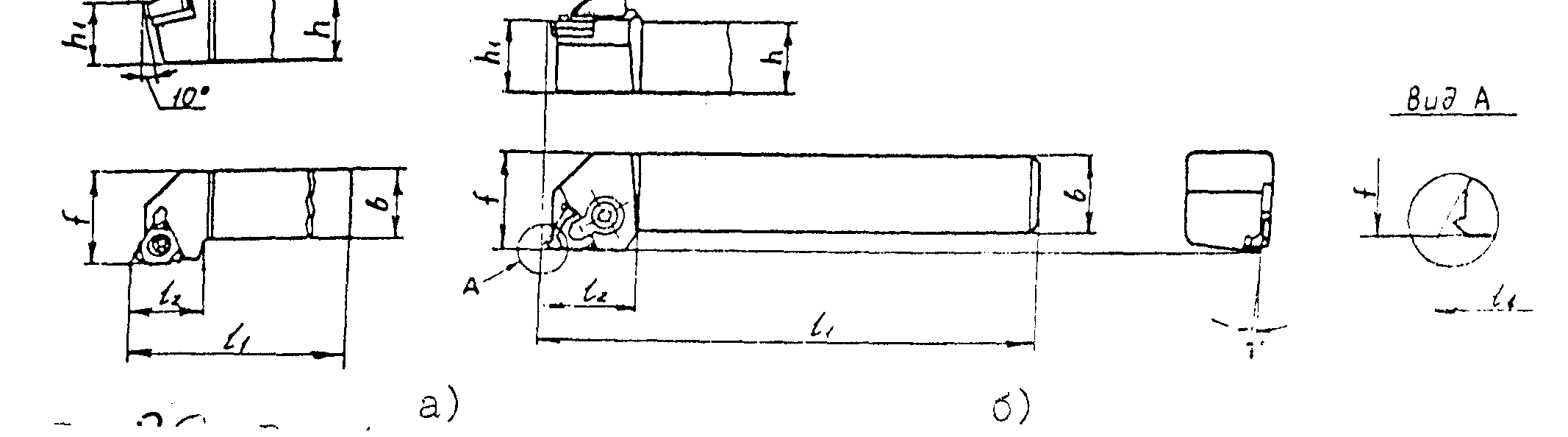
Rýže. 6. Řezačky závitů s mechanickým upevněním SNP: upevnění šroubem (a) a upevnění cvočkem (b)
Břitové destičky fréz této společnosti mají tři pracovní desky; na každém z nich je závitový zub s úhlem 60 0 (obr. 6b, pohled A), s drážkami pro lámání třísek a bez nich. Desky se upevňují buď šroubem nebo svorkou.
A Rýže. 7. Řezačka závitů s mechanickým upevněním tangenciálně umístěných SNP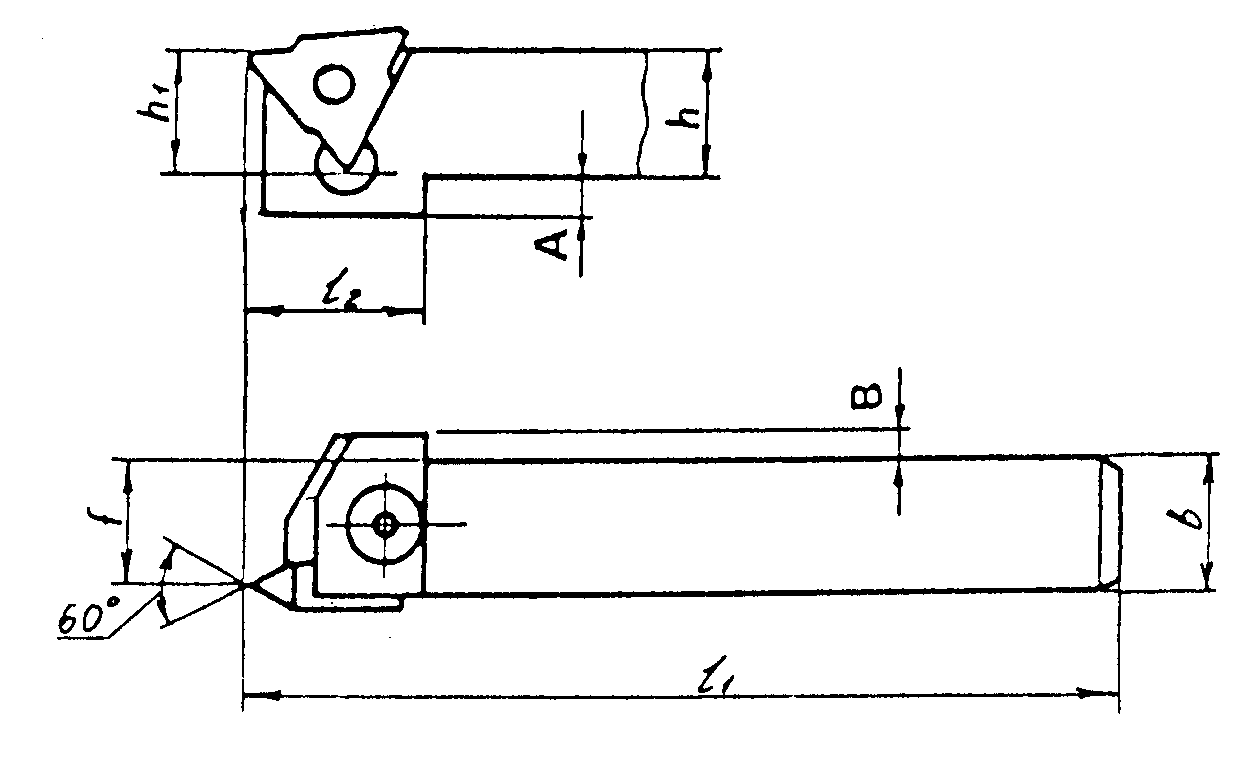
W Rýže. 8 Závitořez pro vnější obrábění s mech upevnění SNP