Külső menetvágó szerszám
NAK NEK Kategória:
Menetelés
Külső menetvágó szerszám
A szerszám kialakítása - a külső menetek vágására használt szerszám - alapvetően hasonló a csap kialakításához. Ha a menetfúró edzett acélcsavar a rúd mentén kivágott hornyokkal, akkor a matrica ugyanaz az edzett anya, vágóéleket képező forgácshornyokkal (1. ábra).
A szerszám munkarésze a szívó- és kalibráló részekből áll (1a. ábra). A szívórésznek cp = 40-n60° szögű kúpja van. A csavar vállában való ütközésig történő befűzésnél φ = 90°. A szívórész a matrica mindkét oldalán található: hossza P/g-2 fordulat. Az I. hosszúságú kalibráló rész (1. ábra, d) általában 3-5 fordulatot tartalmaz.
A kerek szerszámok hátsó szöge 7-8 °. Az y elülső szög az acél feldolgozása során 10-t-25 °, öntöttvasnál y \u003d 10-t-12 °, sárgaréznél y -20 °.
Különböző kialakítású szerszámokat használnak: kerek (ezeket a szerszámokat néha lerksnek is nevezik), csúszó (klupp) és speciális csövek vágására szolgáló szerszámokat. A kerek matricákat viszont szilárd és hasított (rugós) részekre osztják.
A tömör szerszámokat legfeljebb 52 mm átmérőjű menetek egy menetben történő vágásakor használják (1. ábra, a).

Rizs. 1. Matricák: a - szilárd; b - osztott (tavaszi); in - csúszó (prizmás); d - a szerszám geometriai paraméterei
Nagy merevséggel rendelkeznek, és tiszta menetet biztosítanak, de viszonylag gyorsan elhasználódnak.
Az osztott (rugós) szerszámok 0,5-1,5 mm-es résekkel rendelkeznek (1.6. ábra), amely lehetővé teszi a menetek átmérőjének 0,1-0,25 mm közötti beállítását. A szerszámok csökkentett merevsége miatt az általuk elvágott menetek profilja nem kellően pontos.
A csúszó (prizmás) matricák a kerekekkel ellentétben két félből állnak, ezeket félszerszámoknak nevezzük (1.b ábra). Mindegyikük menetátmérővel, valamint 1-es és 2-es számmal van jelölve, jelezve a rögzítéskori helyzetüket. A félszerszámok külső oldalán 120 ° -os szögű szögletes hornyok (hornyok) vannak, amelyekkel be vannak szerelve a szerszám megfelelő párkányaiba (vezetőibe). A fél matrica és a csavar között van egy repesztő, amely a csavar nyomásának egyenletes elosztására szolgál a fél matricákon.
A csúszó félszerszámok egyenként 4-5 páros készletekben készülnek, mindegyik párt szükség szerint beillesztjük a matricába.
Meghal. Ez a szerszám egy tömör vagy hasított gyűrű, amelynek belső üregében csavarmenet van, amellyel egy külső menetet vágnak, rácsavarozva az alkatrészre. A matricáknak szívó- és kalibráló részei vannak.
Sokféle lemez létezik. A vízvezetékeknél kör-, négyzet- és hatszögletű matricákat, valamint lakatoscsavarokhoz csúszószerszámokat használnak.
A kerek matrica vagy lerka egy kerek gyűrű menetes furattal és több hornygal a vágóélek kialakításához és a forgács eltávolításához menet közben. A kerek matricák tömörek és hasadtak (rugós). A rudak meneteit egy menetben egy csavarkulccsal kézzel vagy esztergagépen kör alakú szerszámokra vágják. A hasítószerszámok rugós tulajdonságuk miatt lehetővé teszik az ezzel a szerszámmal elvágott menet méretének kis tartományon belüli megváltoztatását.
A négyzet alakú és hatszögletű matricák csak külső formájukban különböznek a kerekektől.
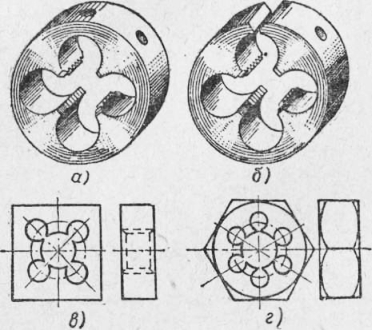
Rizs. 2. Formák: a - kerek (lerka) osztott, b - körbevágott, c - négyzet, d - hatszögletű
ábrán A 3. ábra egy csúszó prizmás szerszámot mutat. Két félből áll, amelyek klupp-ba vannak rögzítve (egy speciális keret fogantyúkkal). A klupp szögletes nyúlványai rendre bemennek a szerszám hornyaiba, megtartva a felét. Az egyik fél mozgatható, hogy a szerszámot a kívánt menetátmérőre állítsa. A lemezt csavarral rögzítjük.
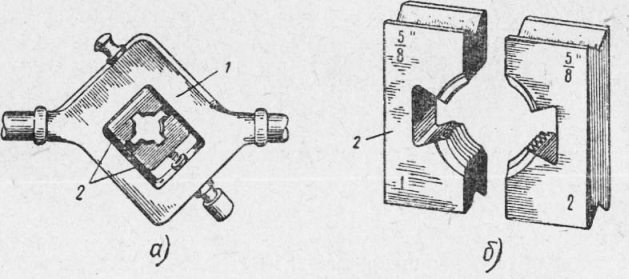
Rizs. 3. Klupp matricákkal: 1 - klupp, 2 - csúszó matricák