Csőmenet - szükséges eszközök és technológia
A különböző alkatrészek csuklósításának hagyományos módja mechanikus. A csövek esetében ez azt jelenti, hogy menetes csatlakozásokkal és megfelelő idomokkal összeillesztik őket. Alapvetően ezt a technikát fémből vagy egyes kompozit anyagokból készült minták összeillesztésekor alkalmazzák. A javasolt cikk témája, hogy milyen eszközöket használnak a csövek menetének vágásához, hogyan történik ez pontosan.
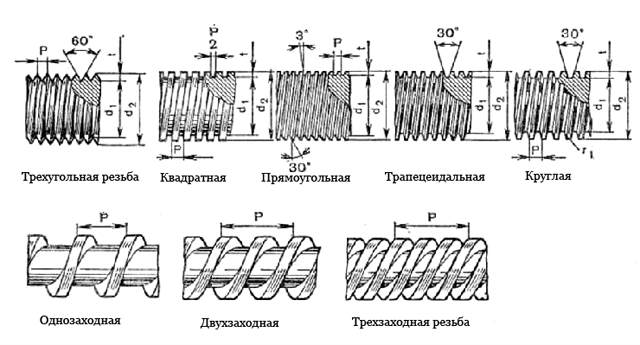
Az alábbi táblázat alapján könnyen kitalálható, miben különbözik az egyik száltípus a másiktól.
A fő menetparaméterek - menetemelkedés, átmérők, profilmagasság stb. - az ábrákon láthatók.
Menetvágási technológia és szükséges szerszámok
A menet manuálisan és szerszámgépekkel is beszerezhető. Nincs értelme az utóbbi lehetőséget megfontolni, mivel az ilyen munka minden árnyalata jól ismert a szakember számára. Ezen túlmenően, a menetfúrás különféle beépítési modelleken végezhető el, egyik vagy másik szerszámmal, a gép típusától függően.
De a mindennapi életben vagy egy tárgyon végzett szerelési munkák során a szálat ritka kivételekkel a legegyszerűbb eszközökkel vágják le, vagy ahogy mondják, saját kezűleg. Ez érdekesebb az olvasó számára, ezért a kézi vágási módszereknél megállunk.
Külső menet
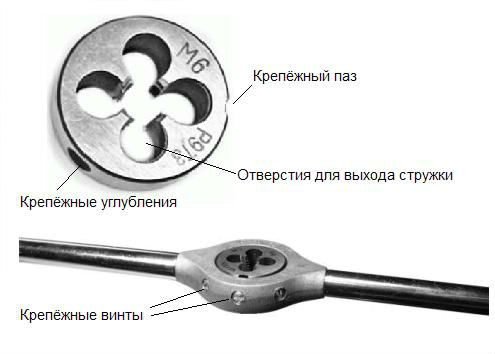
Meghal (lerks). Ezeknek a termékeknek a választéka jelentős. Minden minta megfelel a cső egy bizonyos átmérőjének, amelyen a vágást végezzük.

A matricák különböznek a fémfeldolgozás minőségétől, és "durva" (durva) és "finom" (befejező) vágásra szánt termékekre oszthatók. Ár - 68 rubeltől mintánként.
Die-tartók. Különféle változatokban kapható - hagyományos, univerzális, racsnis. Ár - 139 rubeltől.

Az ábrán jól látható, hogyan kell összeszerelni a menetvágó eszközt.
Menetvágási eljárás
- A cső végének levágása. A szög egyenes a hossztengelyhez képest. Szerszámok - csővágó ill.
- A helyszín felületének előkészítése. A területet, ahol a szálat el kell vágni, gondosan meg kell tisztítani az idegen lerakódásoktól.
- Első befűzés. A csőre egy "durva" szerszám van felszerelve. A jobb siklás érdekében vékony olajréteget kell felvinni a kezelt területre.
- Második menet. A "befejező" eszköz telepítve van. Fokozatosan, szisztematikus mozgásirány-változtatással (mentén, majd az óramutató járásával ellentétes irányban) tekerjük fel a csőre. A szál tisztaságát vizuálisan ellenőrzik, és bizonyos műveletek elegendőségét meghatározzák.
- Minőség ellenőrzés. A vágás helyességének (hiba hiánya, görbület stb. hiánya) megállapítása érdekében bármilyen terméket (megfelelő menetparaméterekkel) felszerelnek a csőre, amely adott átmérőre csavarozható - meghajtó, egy tengelykapcsoló, anya. Ha a minta könnyen áthaladt a teljes területen, akkor a munka befejezettnek tekinthető.
Van egy másik eszköz a külső menetek vágására - klupp. Nem is olyan régen volt a piacon, és nem minden lakatos, még tapasztalattal sem büszkélkedhet azzal, hogy dolgozott vele. A készülék meglehetősen egyszerű.

Az alap egy jól ismert szerszámból származik. De a vágóélek bedughatóak. Valójában ez egy szerelvény, míg a lerka egy monolit termék. A Klupp-okat kézi mintákra és elektromos modellekre osztják. Ezért a termelékenység növelése érdekében hazai körülmények között a gépet nem kell megvásárolni (bérelni). A klupps ára 479 rubeltől származik. Szettben is árulják, így van választék.

A készletek ára 14 570 rubel (mechanikus) és 32 800 rubel (elektromos). A gyártók cserélhető vágószerszámokkal is szállítanak mintákat, ami kényelmesebbé teszi a használatát (798 rubel / darabtól). Vannak termékek, amelyekhez nincs szükség tartóra. Nyíltvégű (gáz)kulccsal könnyen forgathatók.

Belső menet
Csapok. A szerszámokhoz hasonlóan minden átmérőhöz saját szerszám tartozik.
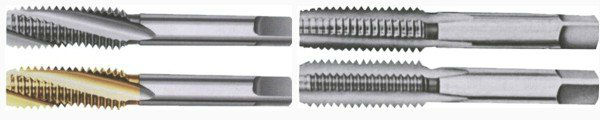
Ár - 412 rubeltől.
Csaptartók. A cél egyértelmű. A második használt név a gallér. Ár - 170 rubeltől.

- A vég levágása és tisztítása (de ebben az esetben - a cső belsejéből).
- A munkaterület kenése.
- Elsődleges és másodlagos menetezés.
- Minőségellenőrzés megfelelő csavar becsavarásával.

A kompozit anyagokon történő menetvágás jellemzői
Ez elsősorban az üvegszálas csövekre vonatkozik, mivel a PP, PE, fém-műanyag termékek teljesen eltérő módon vannak csatlakoztatva. A szerszámmal történő menetvágás technológiája némileg eltér a fémtermékeken végzett hasonló művelettől. Az ilyen csatlakozásnak nincs nagy szilárdsága, de az üvegszál esetében ezt tekintik a főnek, és sokkal gyakrabban használják, mint a vegyület öntésének, préselésének, profilképzésének és számos más módszerét.
Mit kell figyelembe venni a szál vágásakor?
- Üvegszálas megerősítés sémája. Ez alapján határozzák meg a mintafeldolgozás irányát.
- A kompozit alacsony hővezető képessége. A szerszám túlmelegedésének elkerülése érdekében gondoskodni kell a hatékony hőelvezetésről. Az ilyen anyagokkal végzett munka során a speciális folyadékkal történő hűtés módszere nem alkalmazható, mivel sok közülük megnövekszik a nedvességfelvétel.
- Alacsony menetvágási pontosság. Mindenekelőtt az üvegszál rugalmassága és sajátos szerkezete miatt. Ha ennek a paraméternek a követelményei magasak, akkor más feldolgozási módszert kell kiválasztani.
- Az anyag réteges szerkezete. Ez különösen nyilvánvaló a vágószerszám fokozott kopása esetén. Mindenesetre a befűzés után a munkaterületet megtisztítják.
- A TB speciális követelményei. Először is - a fokozott porképződés miatt.
Önmagában a szál vágásának technológiája nem valami bonyolult. Minden művelet egyszerű. A megfelelő eszközválasztás, a műveletek algoritmusának való megfelelés és a feldolgozott hardver jellemzőinek figyelembevétele kiváló eredményt garantál.