Menetfúrók - típusok, mérettáblázat, a GOST 3266-81 követelményei
Számos műszaki eszköz, valamint a legtöbb háztartási cikk rendelkezik menetes csatlakozásokkal, amelyeket az emberiség ősidők óta használ. A fő eszközök, amelyekkel az ilyen csatlakozások elemei készülnek, egy csap. Használata lehetővé teszi, hogy gyorsan és különösebb nehézség nélkül pontos és jó minőségű szálat vághasson a lyuk belső felületén.
Tervezési jellemzők
A belső menetek vágására szolgáló első szerszámok primitív kialakításukkal tűntek ki, és egy tetraéderes rúd voltak, amelynek szelíd kúpra kihegyezett munkavégén vágófogakat fűrészeltek ki. Ilyen csap használatakor a menetet az anya belsejébe vagy a munkadarabon lévő előre elkészített lyukba csavarva vágták el. Természetesen egy ilyen szerszámnak számos hátránya volt, amelyek közül a legjelentősebb a hátsó felület hiánya a vágórészen, valamint a negatív szög. Az idő múlásával a menetfúrók kialakítása átgondoltabbá vált, és ma már pontos és jó minőségű belső menetek létrehozását teszik lehetővé.
A munkadarabok belső felületén történő menetfúráshoz, geometriai paramétereitől és céljától függetlenül, a következő elemek vannak:
- oldalsó hornyok (2-6 lehet);
- kúpos szívórész;
- kalibráló rész, amely hengeres alakú.
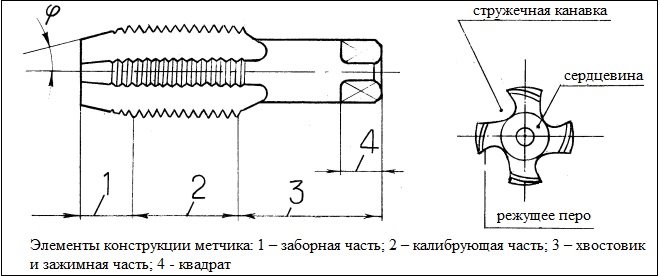
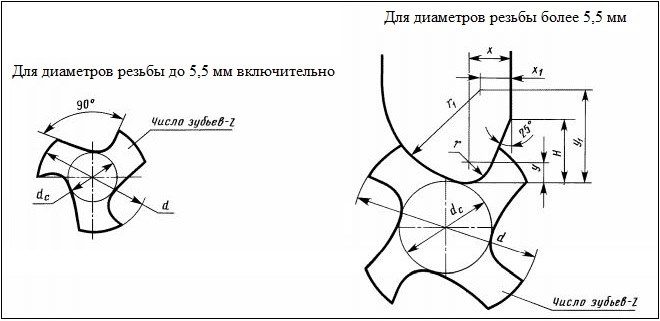
A szerszám oldalfelületén, teljes hosszában elhelyezkedő hornyok egyidejűleg két funkciót látnak el: biztosítják a forgácsok eltávolítását a feldolgozási zónából, és megkönnyítik a vágófolyadék (hűtőfolyadék) ellátását egy ilyen zónába. A menetes horony keresztmetszeti alakját annak két felülete határozza meg, amelyek közül az egyik a szerszám vágófogának elülső felülete, a másik pedig a hátlapja. A profil típusától függően a forgácshornyok a következő típusúak:
- egysugarú (ilyen alakú hornyokkal főleg mérőcsapokat gyártanak);
- egyenes elülső és hátsó felülettel (az ilyen alakú hornyokkal rendelkező szerszámokat a belső anyák menetéhez használják);
- egyenes elülső és rádiuszos hátsó felülettel (a legtöbb menetfúró ilyen típusú forgácshornyokkal készül).
A hornyok különböző módon helyezhetők el: egyenesen, valamint spirálisan jobbra vagy balra. Egyenes vonalú hornyokkal általános célú menetfúrók készülnek. A spirális bal oldali hornyokkal menetfúrók készülnek, amelyek egy menet befűzésére szolgálnak. Az ilyen szerszám által létrehozott forgácsok a megmunkálás alatt álló furat mentén elõre mozognak, ezáltal kiküszöbölve a már elvágott menet sérülésének kockázatát. A hornyok megfelelő csavarodási irányú menetfúróinak használatakor a forgácsok a megmunkálási zónából a szerszámszárra kerülnek. Emiatt a jobb oldali menetfúrók ideálisak zsákfuratok megfúrására.
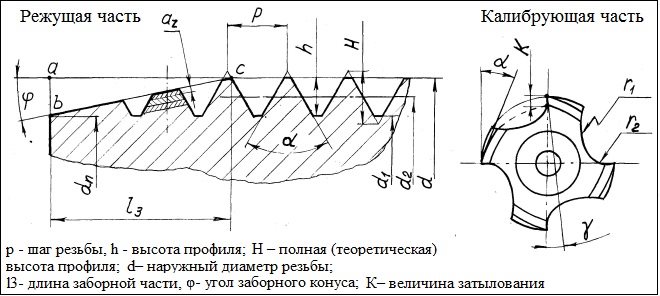
A csap beszívó része, mint fentebb említettük, kúpos alakú, ami megkönnyíti a szerszámnak a megmunkálás alatti furatba való bejutását. A szívórész dőlésszögének specifikus értékét, amely 3–20 ° tartományban lehet, attól függően kell kiválasztani, hogy a szerszámot milyen típusú feldolgozáshoz használják - nagyolás, közbenső vagy simítás.
A hengeres kalibrációs rész fordított, legfeljebb 0,1 mm-es alulbecsléssel készül, ami a menetvágás során fellépő súrlódási erők csökkentése érdekében szükséges. A menetfúró munkarésze és a megmunkálandó felület közötti súrlódási erő csökkentését a vágófogak hátsó felülete is lehetővé teszi, amelyet a szélességük 1/3-ával felülről hajtanak végre. Így a vágófogak hátsó felületének alulbecslése jön létre, amelynek értéke a 12-30 mm átmérőjű szerszámoknál körülbelül 0,1 mm.
Faj cél szerint
A modern ipar különféle típusú csapokat gyárt, amelyek kialakításában és funkcionalitásában különböznek egymástól. Tehát rendeltetésük szerint a csapok az alábbi típusok valamelyike lehetnek.
LakatosokEzeket a szerszámokat leggyakrabban kézben tartják, és egy speciális kulccsal együtt használják, amellyel a csap forgatható. Általában két vagy három szerszámból álló készletekben gyártják és használják, amelyek mindegyike csak a ráhagyás egy részét távolítja el a kezelt felületről. Az ilyen készletben található csapok méretei (különösen a munkaátmérőjük) különböznek. A szerszámok közül az első, amelynek a szárán egy kötőjel formájában található megjelölés, nagyoláshoz, a második (két kötőjel a száron) a közteshez, a harmadik (illetve három kötőjellel) szolgál. a vágott cérna befejezéséhez.

Ezek olyan szerszámok, amelyekkel kézzel és különféle gépeken (esztergáló, fúró, aggregátum stb.) is lehet meneteket vágni. Az ilyen csapok csak enyhén lerövidített szívórészükben és nagyobb mechanikai igénybevétellel szemben különböznek a fémmegmunkáló csapoktól.

csavarkulcs
Az ilyen szerszámok segítségével, ahogy a nevük is sugallja, csavarmenetet hajtanak végre az anyákban. Azok az anyák, amelyekben a meneteket ilyen csappal már elvágták, nem csavarják le a szerszámot, hanem a hosszúkás farokhoz költöznek. Az anyacsavarok szárai, amelyekkel a meneteket fúrógépeken vágják, egyenes alakúak. Az ilyen szárra mozgatott, már menetes menettel rendelkező anyákat egyszerűen lerázzuk, miután eltávolítjuk a szerszámot a gépi tokmányból. A menetvágó gépeken az anyák vágásához menetfúrókat használnak, amelyek szárai ívelt alakúak. Az ilyen módon történő befűzéskor az anyák egymás nyomására a szerszám ívelt szára mentén nyomódnak, elérik a végét és az előkészített edénybe esnek.
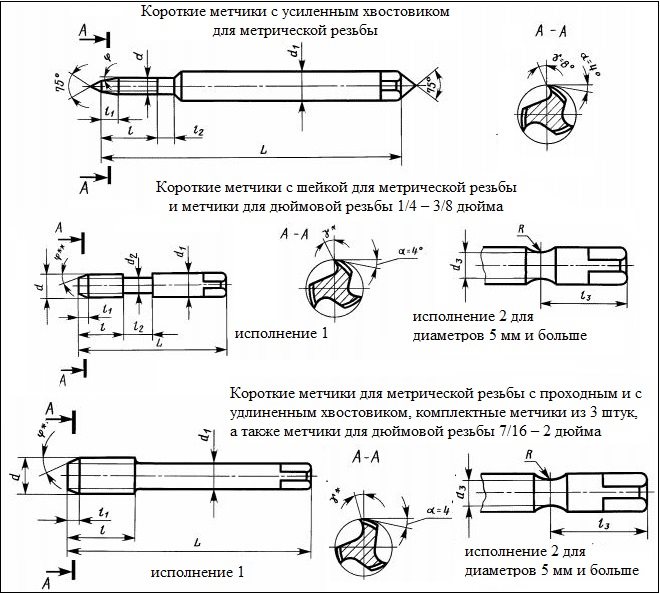
A metrikus menetek vágására szolgáló kézi és gépi menetfúrók kialakítására és méreteire vonatkozó követelményeket a GOST 3266-81 írja elő, melynek neve: „Gépi és kézi menetfúrók. Tervezés és méretek.
A kézi és gépi menetfúrók GOST követelményeivel ismerkedhet meg, ha letölti a dokumentumot pdf formátumban az alábbi linkről.
Típusok kialakítás szerint
Kialakításuk szerint a csapokat is különféle típusokra osztják. Tehát ettől a paramétertől függően az eszközöket megkülönböztetik:
- rövidített hornyokkal, amelyeket fuvolamentesnek is neveznek (az ilyen menetfúrók kialakítása kifejezetten a képlékeny, alacsony széntartalmú acélokból, alumíniumötvözetekből és nagy szilárdságú ötvözött acélokból készült részek menetének vágására szolgál);
- csavarvonal mentén elhelyezkedő hornyokkal (az ilyen szerszámokat a megmunkálóközpontokra szerelje fel és használja vakmenetek vágására);
- sakktábla-mintában elhelyezett vágófogakkal (annak köszönhetően, hogy egy ilyen szerszám kalibráló részének vágófogai át vannak vágva, a feldolgozás során csökkenthető a súrlódási erő);
- lépcsős típus, két részre osztott munkarésszel, amelyek mindegyike saját funkcióját látja el (például vannak lépcsős csapok, amelyek első szakasza a generátor áramköre szerint működik, a második pedig a profil szerint; másokhoz típusú lépcsős szerszámok, az első szakasz a vágási funkciót végzi, a második pedig a simítást);
- kombinált (ez tulajdonképpen két szerszám egyben: egyetlen kivitelben készült vágórészük fúróval kezdődik és csappal végződik);
- tetszőleges átmérőjű átmenő furatban történő menetfúráshoz használt vágófúrók (segítségükkel esztergagépeken meneteket vágnak, amelyek tokmányában a munkadarab rögzítve van, a szerszámtartóban pedig - a használt szerszám szára; a szerszám mozgása a menet közbeni csapot a géptámasz automatikus előtolása és a munkadarab forgatása - az orsó forgása biztosítja);
- belső üreggel, amelynek köszönhetően a szerszám a feldolgozás során lehűl (az ilyen speciális vagy több műveletet végző berendezésekre szerelt csapok használata jelentősen növelheti a menetvágás termelékenységét);
- harangcsapok (az ilyen menetfúrók nagy átmérőjű (50–400 mm) belső menetek vágására szolgálnak, és egyedi vágóelemekből álló előregyártott szerkezettel rendelkeznek).
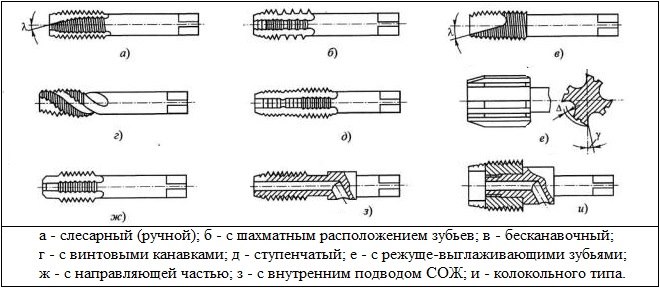
Szerkezetileg az összes fent felsorolt csap annyira különbözik egymástól, hogy akár a fénykép alapján is meg lehet különböztetni őket egymástól.
Száltípusok
Különböző kategóriájú menetfúrók, valamint különböző típusú matricák segítségével különböző típusú meneteket lehet kialakítani az alkatrészek belső felületén. A vágott menet típusától függően a menetfúrók a következő kategóriákba sorolhatók.
MetrikusEzek menetfúrók, amelyekkel metrikus meneteket vágnak. A vágott menetelem ilyen esetekben egyenlő szárú háromszög alakú, és minden paraméterét milliméterben mérik. Az ilyen csapok jelölése "M" betűt tartalmaz. A metrikus csapok és az előkészítő furat átmérőjének kiválasztásához speciális referenciatáblázatot használnak.
HüvelykAz ilyen csapok munkarésze kúpos alakú. A hüvelykes szerszámok átmérőjét hüvelykben, a menetemelkedést pedig hüvelykenkénti menetszámban (25,4 mm) mérik. Az ilyen típusú csapok átlagos felületének lejtése 1°47’24”.
CsőIde tartoznak a csőszerelvények menetvágására használt hengeres és kúpos menetfúrók.
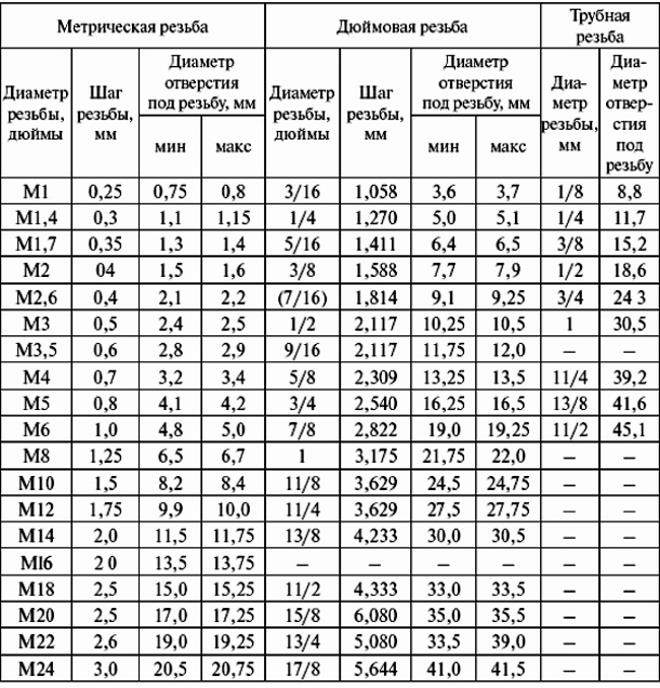
1. táblázat A menetfúró paraméterei és a menetfúró furat mérete
A menetfúrókkal jobb- és balmenetes lyukakat is lehet készíteni. A balkezes menetekhez való menetfúrók a valóságban vagy a fényképen a megfelelő típusú szerszámokkal összehasonlítva csak a vágórészük csavarmenetének irányában különböznek az utóbbiaktól.