डू-इट-खुद पीएनडी पाइप वेल्डिंग
20 से 1200 मिमी व्यास वाले पॉलीथीन पाइप (एचडीपीई) का व्यापक रूप से उनके फायदे और स्थापना में आसानी के कारण उपयोग किया जाता है। उनका उपयोग गैस और पानी के पाइप, आंतरिक, बाहरी, तूफान सीवर बिछाने के लिए किया जाता है। लक्ष्यों के आधार पर, पॉलीथीन पाइप दबाव या गैर-दबाव हो सकते हैं। बाद वाले का उपयोग सिर्फ सीवर सिस्टम के लिए किया जाता है।
पॉलीइथाइलीन पाइप को तीन तरीकों से जोड़ा जा सकता है, जिनमें से एक वियोज्य है (फ्लैग्स और फिटिंग के माध्यम से कनेक्शन), जबकि अन्य दो को एक-टुकड़ा (विशेष उपकरण के साथ बट वेल्डिंग या इलेक्ट्रिक कपलिंग का उपयोग करके) वेल्डेड किया जाता है। वेल्डेड संयुक्त सबसे टिकाऊ है, सीम को सील कर दिया गया है और रासायनिक रूप से आक्रामक वातावरण के लिए प्रतिरोधी है।
एचडीपीई पाइप वेल्डिंग से पहले प्रारंभिक प्रक्रिया
एचडीपीई पाइप वेल्डिंग के प्रकार के बावजूद, काम से पहले कई प्रारंभिक उपाय किए जाने चाहिए। अर्थात्:
- खरीद और कार्य स्थल पर स्वयं पाइप और फास्टनरों (सीधी फिटिंग, कोण फिटिंग, टीज़ और अन्य कनेक्टिंग तत्व), क्लैंप और पाइप के व्यास के अनुरूप कम करने वाले आवेषण को वेल्डेड करने के लिए;
- विदेशी वस्तुओं से लैस और मुक्त करने के लिए कार्य मंच जिस पर वेल्डिंग उपकरण रखा जाएगा;
- एचडीपीई पाइप और सभी फिटिंग के सिरों को यांत्रिक रूप से संसाधित करें।
काम से पहले वेल्डिंग उपकरण की सेवाक्षमता और प्रदर्शन के लिए सावधानीपूर्वक जाँच की जानी चाहिए। उपकरण तैयार करने की प्रक्रिया इस प्रकार है:
- वेल्डिंग मशीन के नोड्स का नेत्रहीन निरीक्षण किया जाता है, ग्राउंड इलेक्ट्रोड और बिजली के तारों को सेवाक्षमता के लिए जांचा जाता है, ट्रिमर चाकू को तेज करने की डिग्री के लिए जांचा जाता है;
- फिर विद्युत जनरेटर तैयार करें, इसे ईंधन से भर दें और परीक्षण चलाएँ;
- काम से पहले उपकरण भागों (स्क्रैपर, ट्रिमर, हीटर) को मौजूदा दूषित पदार्थों और पॉलीइथाइलीन का पालन करने के निशान से साफ किया जाता है, फिर सभी सतहों को एक विलायक के साथ घटाया जाता है;
- वेल्डिंग उपकरण की हाइड्रोलिक प्रणाली पर, तेल की उपस्थिति और उसके स्तर की जांच करना, जंगम क्लैंप की संचालन क्षमता के लिए एक परीक्षण करना अनिवार्य है, जिसके बाद उपकरण के सभी रगड़ भागों को विशेष यौगिकों के साथ चिकनाई की जाती है;
- सभी उपलब्ध नियंत्रण और माप उपकरणों की जाँच करें।

यदि हम इलेक्ट्रोफ्यूजन और बट वेल्डिंग की तुलना करते हैं, तो पहला आर्थिक रूप से कम लाभदायक है, लेकिन उन मामलों में इसका उत्पादन करना बहुत सुविधाजनक है जहां काम करने की जगह कम से कम काम करने की जगह के साथ तंग परिस्थितियों में की जाती है। इलेक्ट्रोफ्यूजन वेल्डिंग का उपयोग अक्सर एचडीपीई पाइप (विशेषकर 160 मिमी व्यास तक के पाइप के लिए) की मरम्मत और मौजूदा पाइपलाइन में एक शाखा स्थापित करने के लिए किया जाता है। उच्च गुणवत्ता वाले काम के बाद वेल्डेड सीम 16 वायुमंडल तक दबाव का सामना कर सकते हैं।
इलेक्ट्रोफ्यूजन वेल्डिंग विधि का सिद्धांत

विद्युत युग्मन पॉलीइथाइलीन से बना एक आकार का टुकड़ा होता है जिसमें विद्युत सर्पिल युग्मन शरीर में प्रत्यारोपित होते हैं। विभिन्न व्यास के पाइपों के लिए कपलिंग का उत्पादन किया जाता है और एक बारकोड के साथ कैलिब्रेट किया जाता है, जो तापमान की स्थिति, हीटिंग की अवधि और काम के लिए अन्य जानकारी को इंगित करता है। यदि एचडीपीई पाइपों की सीधी-रेखा वेल्डिंग की जाती है, तो युग्मन का उपयोग सरल रूप में किया जाता है; अन्य संरचनाओं की स्थापना के लिए, इलेक्ट्रोफ्यूजन टीज़, सैडल बेंड और समान इलेक्ट्रोस्पिरल के साथ पॉलीइथाइलीन से बने अन्य भाग होते हैं।

सिद्धांत इस प्रकार है: युग्मन सर्पिल में विद्युत प्रवाह लगाने के बाद, पास की पॉलीइथाइलीन परत का तापमान बढ़ जाता है और पिघल जाता है। उसके बाद, युग्मन के तहत पॉलीथीन पाइप के सिरों को गरम किया जाता है। इस मामले में, पाइप फैलता है, उच्च गुणवत्ता वाले वेल्डिंग के लिए आवश्यक दबाव बनता है। बिजली बंद होने के बाद, पाइप ठंडा हो जाता है, और वेल्डेड आस्तीन के साथ वेल्डेड संयुक्त, सख्त, एक कठोर भली भांति बंद जोड़ बनाता है।

विद्युत युग्मन के साथ एचडीपीई पाइप वेल्डिंग के लिए प्रौद्योगिकी
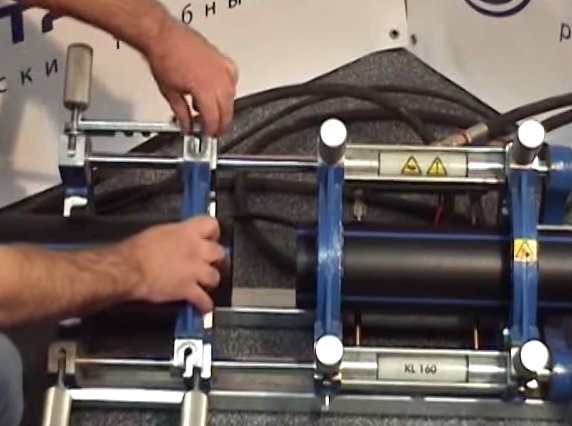
वेल्डिंग प्रक्रिया से पहले, तैयारी की जाती है: पाइप से गंदगी हटा दी जाती है, उनके किनारों को साफ किया जाता है, और विद्युत युग्मन की आंतरिक सतह को घटाया जाता है।
उसके बाद, पाइप के किनारों को कपलिंग में डाला जाता है और पूरी संरचना पोजिशनर में तय की जाती है।
वेल्डिंग मापदंडों का पता लगाने के लिए, फिटिंग पर बार कोड पढ़ें या इलेक्ट्रिक वेल्डिंग मशीन पर मैन्युअल रूप से निर्दिष्ट मान दर्ज करें।
विद्युत युग्मन और वेल्डिंग मशीन के संपर्क आपस में जुड़े हुए हैं और वोल्टेज लगाया जाता है।
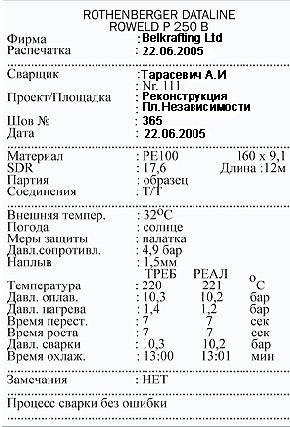
युग्मन और पाइप के सिरों को जोड़ने की प्रक्रिया के अंत के बाद, बिजली बंद कर दी जाती है, और संरचना को ठंडा करने के लिए छोड़ दिया जाता है, सख्ती से इसकी गतिहीनता को देखते हुए। पाइप के ठंडा होने के बाद, इसे पोजिशनर से हटा दिया जाता है और वेल्डिंग प्रोटोकॉल का प्रिंट आउट ले लिया जाता है।
यदि वेल्डेड किए जाने वाले पाइप का व्यास बड़ा है, तो भागों के अतिरिक्त हीटिंग के लिए एक बिंदु प्रौद्योगिकी में जोड़ा जा सकता है।
वीडियो - एचडीपीई पाइपों की इलेक्ट्रोफ्यूजन वेल्डिंग
एचडीपीई पाइपों की DIY बट वेल्डिंग
एचडीपीई पाइप को इलेक्ट्रिक कपलिंग से जोड़ने की तुलना में बट वेल्डिंग तकनीकी रूप से अधिक जटिल प्रक्रिया है। वेल्डर की योग्यता और प्रासंगिक कार्य अनुभव के साथ ही काम लिया जा सकता है।

बट वेल्डिंग के दौरान, एक अखंड सीम का निर्माण होता है, जो संरचना के लचीलेपन का उल्लंघन किए बिना, पॉलीइथाइलीन पाइप की अन्य सतहों के लिए तकनीकी मापदंडों में नीच नहीं है। इस तरह, पाइप एक दूसरे से जुड़े होते हैं, और फिटिंग और अन्य भाग भी स्थापित होते हैं।
बट वेल्डिंग केवल 4.5 मिमी से अधिक की दीवार मोटाई और 50 मिमी से अधिक के व्यास के साथ पॉलीथीन, व्यास, एसडीआर के समान ग्रेड के हिस्सों में शामिल होने के लिए लागू है। ऑपरेशन के लिए तापमान शासन -15 डिग्री सेल्सियस से + 45 डिग्री सेल्सियस की सीमा के अनुरूप होना चाहिए।
पॉलीथीन पाइप के बट वेल्डिंग की तकनीक
प्रारंभिक चरण में, पॉलीइथाइलीन पाइपों की अंडाकारता की जाँच की जाती है, उनकी दीवार की मोटाई की तुलना की जाती है, और वेल्डेड किए जाने वाले भागों के एसडीआर के अनुपालन की जाँच की जाती है। उसके बाद, चिप्स, धक्कों को सिरों से मारा जाता है (आप एक इलेक्ट्रिक ट्रिमर का उपयोग कर सकते हैं जो पाइप को 90 ° के कोण पर काटता है), दूषित पदार्थों (धूल, रेत, नमी, आदि) से साफ किया जाता है।
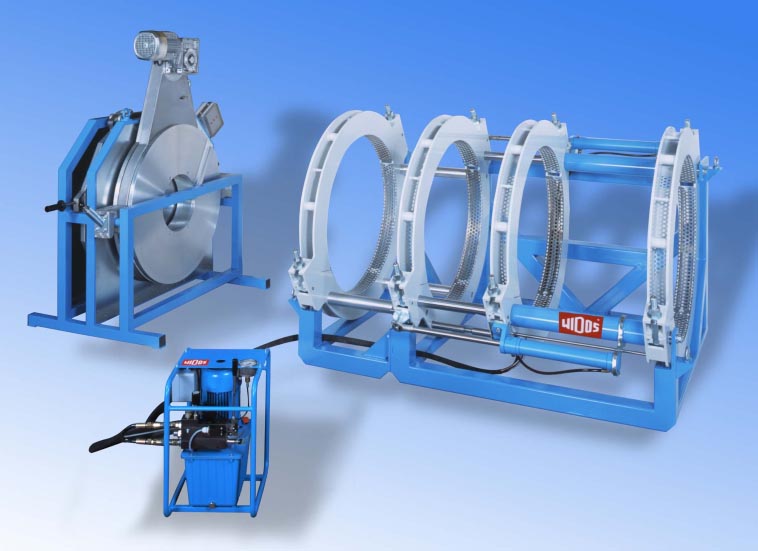
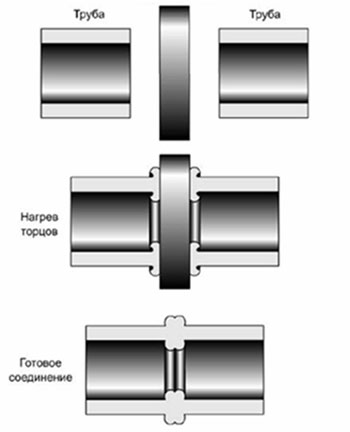
उसके बाद, वेल्डिंग मशीन पर पाइप के सिरों को पिघलाकर प्राथमिक फ्लैश बनाया जाता है।
हीटर एचडीपीई पाइप के सिरों पर कार्य करता है। ऐसे में पॉलीथीन में गर्मी गहराई तक फैल जाती है, इसके पिघलने की प्रक्रिया शुरू हो जाती है।
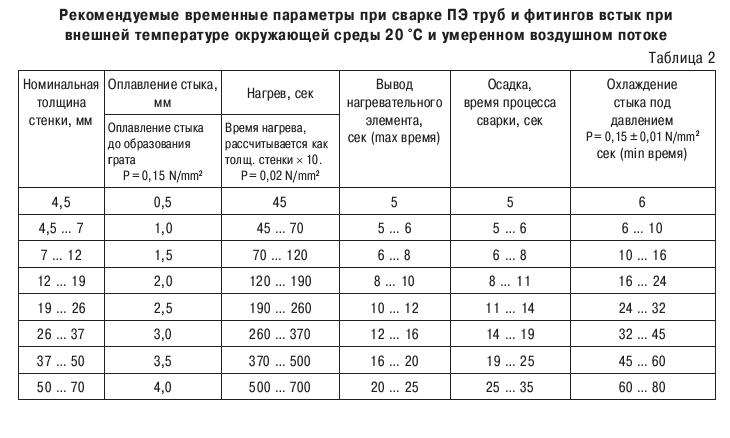
एक निश्चित समय के लिए पाइप के सिरों पर वेल्डिंग मशीन के हीटिंग भाग को रखने के बाद, जिसे उत्पादों के आकार और मोटाई के आधार पर चुना जाता है, इसे सावधानीपूर्वक हटा दिया जाता है, और गर्म पाइप एक साथ जुड़ जाते हैं। यह महत्वपूर्ण है कि वेल्डिंग मशीन को हटाने और पाइपों के गर्म सिरों को जोड़ने में लगने वाला समय कम से कम हो।
गर्म पॉलीथीन पर, जुड़ने के बाद, एक अंतिम फ्लैश बनता है। हाइड्रोडायनामिक मूवर वाली मशीन द्वारा उचित दबाव प्रदान किया जाता है।
जब पॉलीइथाइलीन ठंडा हो जाता है, तो आपको एक समान सीलबंद सीम - एक कंधा मिलता है। तकनीकी प्रक्रिया / स्थापना में त्रुटियों की स्थिति में, सीम अमानवीय या घुमावदार हो जाता है। यह महत्वपूर्ण है कि पाइप की दीवारों को उनकी दीवार की मोटाई के 10% से अधिक एक दूसरे के सापेक्ष स्थानांतरित न होने दें।
वीडियो - पॉलीथीन पाइप की बट वेल्डिंग