पाइप थ्रेडिंग - आवश्यक उपकरण और तकनीक
विभिन्न भागों को जोड़ने का पारंपरिक तरीका यांत्रिक है। पाइप के मामले में, इसका मतलब है कि थ्रेडेड कनेक्शन और उपयुक्त फिटिंग का उपयोग करके उन्हें एक साथ जोड़ना। मूल रूप से, इस तकनीक का उपयोग धातुओं या कुछ मिश्रित सामग्री से बने नमूनों को मिलाते समय किया जाता है। पाइप पर धागे काटने के लिए कौन से उपकरण का उपयोग किया जाता है, यह वास्तव में कैसे किया जाता है यह प्रस्तावित लेख का विषय है।
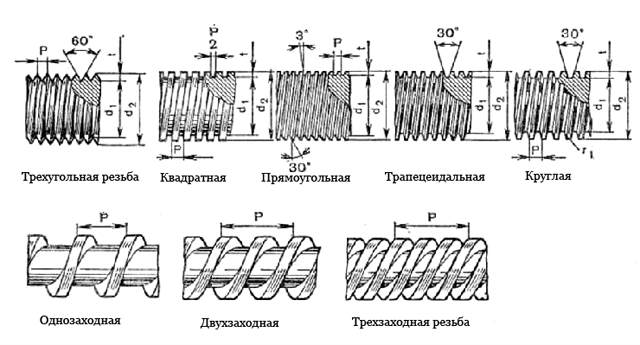
नीचे दी गई तालिका के अनुसार, यह पता लगाना आसान है कि एक प्रकार का धागा दूसरे से कैसे भिन्न होता है।
मुख्य थ्रेड पैरामीटर - पिच, व्यास, प्रोफ़ाइल ऊंचाई, आदि - आरेखों में दिखाए जाते हैं।
धागा काटने की तकनीक और आवश्यक उपकरण
धागे को मैन्युअल रूप से और मशीन टूल्स का उपयोग करके प्राप्त किया जा सकता है। बाद वाले विकल्प पर विचार करने का कोई मतलब नहीं है, क्योंकि इस तरह के काम की सभी बारीकियां एक विशेषज्ञ को अच्छी तरह से पता हैं। इसके अलावा, मशीन के प्रकार के आधार पर, एक उपकरण या किसी अन्य का उपयोग करके, स्थापना के विभिन्न मॉडलों पर थ्रेडिंग किया जा सकता है।
लेकिन रोजमर्रा की जिंदगी में या किसी वस्तु पर स्थापना कार्य के दौरान, दुर्लभ अपवादों के साथ, सबसे सरल उपकरणों का उपयोग करके, या, जैसा कि वे कहते हैं, अपने हाथों से धागा काट दिया जाता है। यह पाठक के लिए अधिक दिलचस्प है, इसलिए हम मैन्युअल काटने के तरीकों पर रोक लगाएंगे।
बाह्य कड़ी
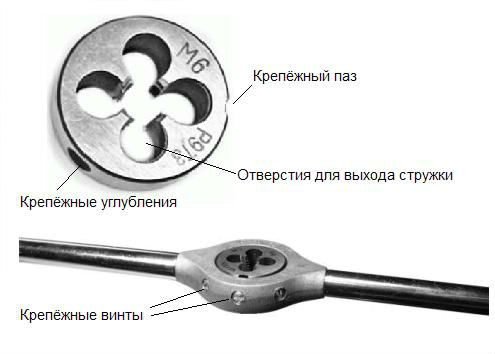
मर जाता है (लर्क)। इन उत्पादों की श्रेणी महत्वपूर्ण है। प्रत्येक नमूना पाइप के एक निश्चित व्यास से मेल खाता है जिस पर कटिंग की जाती है।

डाई धातु प्रसंस्करण की गुणवत्ता में भिन्न होती है और इसे "रफ" (रफ) और "फाइन" (परिष्करण) काटने के लिए उत्पादों में वर्गीकृत किया जाता है। मूल्य - प्रति नमूना 68 रूबल से।
धारक मरो।विभिन्न संशोधनों में उपलब्ध - पारंपरिक, सार्वभौमिक, शाफ़्ट के साथ। मूल्य - 139 रूबल से।

थ्रेडिंग के लिए उपकरण कैसे इकट्ठा किया जाता है यह चित्र से स्पष्ट है।
धागा काटने की प्रक्रिया
- पाइप का अंत काटना। कोण अनुदैर्ध्य अक्ष के संबंध में सही है। उपकरण - पाइप कटर या।
- साइट की सतह की तैयारी। जिस क्षेत्र में धागे को काटा जाना है, उसे विदेशी जमा से सावधानीपूर्वक साफ किया जाता है।
- पहला थ्रेडिंग। पाइप पर एक "रफ" डाई लगाई जाती है। बेहतर ग्लाइड के लिए, उपचारित क्षेत्र पर तेल की एक पतली परत लगाई जाती है।
- दूसरा पास। "परिष्करण" उपकरण स्थापित है। पाइप पर इसकी वाइंडिंग धीरे-धीरे की जाती है, आंदोलन की दिशा में एक व्यवस्थित परिवर्तन के साथ (साथ में, फिर वामावर्त)। धागे की सफाई को नेत्रहीन नियंत्रित किया जाता है और कुछ क्रियाओं की पर्याप्तता निर्धारित की जाती है।
- गुणवत्ता नियंत्रण। काटने की शुद्धता (दोष, वक्रता, और इसी तरह की अनुपस्थिति) को निर्धारित करने के लिए, किसी भी उत्पाद (उपयुक्त थ्रेड पैरामीटर के साथ) को पाइप पर स्थापित किया जाता है, जिसे किसी दिए गए व्यास पर खराब किया जा सकता है - एक ड्राइव, ए युग्मन, एक अखरोट। यदि नमूना आसानी से पूरे क्षेत्र से गुजर गया, तो कार्य समाप्त माना जा सकता है।
बाहरी धागे काटने के लिए एक और उपकरण है - klupp। वह बहुत पहले से बाजार में नहीं आया है, और सभी ताला बनाने वाले, यहां तक कि अनुभव के साथ, उसके साथ काम करने का दावा नहीं कर सकते। डिवाइस काफी सरल है।

आधार एक प्रसिद्ध मरने से लिया गया है। लेकिन काटने के किनारे प्लग-इन हैं। वास्तव में, यह एक असेंबली है, जबकि लेरका एक मोनोलिथिक उत्पाद है। Klupps को मैनुअल नमूने और इलेक्ट्रिक मॉडल में विभाजित किया गया है। इसलिए घरेलू परिस्थितियों में उत्पादकता बढ़ाने के लिए मशीन को खरीदना (किराए पर) नहीं लेना पड़ेगा। klupps की कीमत 479 रूबल से है। उन्हें सेट में भी बेचा जाता है, इसलिए एक विकल्प है।

किट की लागत 14,570 रूबल (मैकेनिकल) और 32,800 रूबल (इलेक्ट्रिक) से है। निर्माता विनिमेय कटर के साथ नमूनों की आपूर्ति भी करते हैं, जो उन्हें उपयोग करने के लिए अधिक सुविधाजनक बनाता है (798 रूबल / टुकड़ा से)। ऐसे उत्पाद हैं जिनके लिए किसी धारक की आवश्यकता नहीं है। उन्हें एक ओपन-एंड (गैस) रिंच के साथ आसानी से घुमाया जाता है।

आंतरिक धागा
नल। जैसा कि मर जाता है, प्रत्येक व्यास का अपना उपकरण होता है।
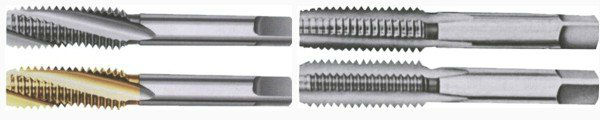
मूल्य - 412 रूबल से।
धारकों को टैप करें।उद्देश्य स्पष्ट है। इस्तेमाल किया जाने वाला दूसरा नाम कॉलर है। मूल्य - 170 रूबल से।

- अंत और सफाई को ट्रिम करना (लेकिन इस मामले में - पाइप के अंदर से)।
- कार्य क्षेत्र का स्नेहन।
- प्राथमिक और माध्यमिक थ्रेडिंग।
- एक उपयुक्त पेंच में पेंच करके गुणवत्ता की जाँच करें।

मिश्रित सामग्री पर थ्रेडिंग की विशेषताएं
यह मुख्य रूप से फाइबरग्लास पाइप पर लागू होता है, क्योंकि पीपी, पीई, धातु-प्लास्टिक से बने उत्पाद पूरी तरह से अलग तरीके से जुड़े होते हैं। एक उपकरण के साथ थ्रेडिंग की तकनीक धातु उत्पादों पर किए गए समान ऑपरेशन से कुछ अलग है। इस तरह के कनेक्शन में उच्च शक्ति नहीं होती है, लेकिन फाइबरग्लास के लिए इसे मुख्य माना जाता है और इसका उपयोग यौगिक डालने, दबाने, प्रोफ़ाइल बनाने और कई अन्य तरीकों की तुलना में बहुत अधिक बार किया जाता है।
धागा काटते समय क्या ध्यान रखा जाता है?
- शीसे रेशा सुदृढीकरण की योजना। इसके आधार पर, नमूना प्रसंस्करण की दिशा निर्धारित की जाती है।
- समग्र की कम तापीय चालकता। उपकरण के अधिक गरम होने से बचने के लिए, प्रभावी गर्मी लंपटता सुनिश्चित करना आवश्यक है। ऐसी सामग्रियों के साथ काम करते समय एक विशेष तरल के साथ ठंडा करने की विधि उनमें से कई के नमी अवशोषण में वृद्धि के कारण लागू नहीं होती है।
- कम धागा काटने सटीकता। सबसे पहले, शीसे रेशा की लोच और इसकी विशिष्ट संरचना के कारण। यदि इस पैरामीटर की आवश्यकताएं अधिक हैं, तो एक अलग प्रसंस्करण विधि का चयन किया जाता है।
- सामग्री की स्तरित संरचना। यह विशेष रूप से काटने के उपकरण के बढ़ते पहनने के साथ स्पष्ट है। किसी भी मामले में, थ्रेडिंग के बाद, कार्य क्षेत्र को साफ किया जाता है।
- टीबी के लिए विशेष आवश्यकताएं। सबसे पहले - धूल के बढ़ते गठन के कारण।
अपने आप में, किसी भी धागे को काटने की तकनीक कुछ जटिल नहीं है। सभी ऑपरेशन सरल हैं। उपकरण का सही विकल्प, क्रियाओं के एल्गोरिथ्म का अनुपालन और संसाधित हार्डवेयर की विशेषताओं को ध्यान में रखते हुए एक उत्कृष्ट परिणाम की गारंटी देता है।