थ्रेडिंग के लिए नल - प्रकार, आकार तालिका, GOST 3266-81 . की आवश्यकताएं
कई तकनीकी उपकरणों के साथ-साथ अधिकांश घरेलू सामानों में थ्रेडेड कनेक्शन होते हैं जिनका उपयोग मानव जाति प्राचीन काल से करती आ रही है। मुख्य उपकरण जिनके साथ ऐसे कनेक्शन के तत्व बनाए जाते हैं उनमें एक टैप शामिल है। इसका उपयोग आपको छेद की आंतरिक सतह पर एक सटीक और उच्च गुणवत्ता वाले धागे को जल्दी और बिना किसी कठिनाई के काटने की अनुमति देता है।
प्रारुप सुविधाये
आंतरिक धागों को काटने के लिए पहले उपकरण एक आदिम डिजाइन के थे और इसमें एक टेट्राहेड्रल रॉड शामिल था, जिसके काम के अंत में, एक कोमल शंकु के लिए तेज किया गया था, दांतों को काटकर देखा गया था। इस तरह के एक नल का उपयोग करते समय, धागे को अखरोट के अंदर या वर्कपीस में पहले से तैयार छेद में पेंच करके काट दिया जाता है। स्वाभाविक रूप से, इस तरह के उपकरण के कई नुकसान थे, जिनमें से सबसे महत्वपूर्ण में काटने वाले हिस्से पर पीछे की सतह की अनुपस्थिति, साथ ही साथ एक नकारात्मक रेक कोण भी शामिल है। समय के साथ, नल का डिज़ाइन अधिक विचारशील हो गया है, और आज वे आपको सटीक और उच्च गुणवत्ता वाले आंतरिक धागे बनाने की अनुमति देते हैं।
वर्कपीस की आंतरिक सतहों पर थ्रेडिंग के लिए किसी भी नल में, इसके ज्यामितीय मापदंडों और उद्देश्य की परवाह किए बिना, निम्नलिखित तत्व होते हैं:
- पार्श्व खांचे (2 से 6 तक हो सकते हैं);
- शंक्वाकार सेवन भाग;
- कैलिब्रेटिंग भाग, जिसमें एक बेलनाकार आकार होता है।
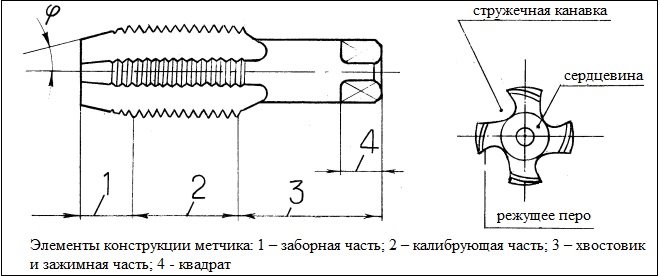
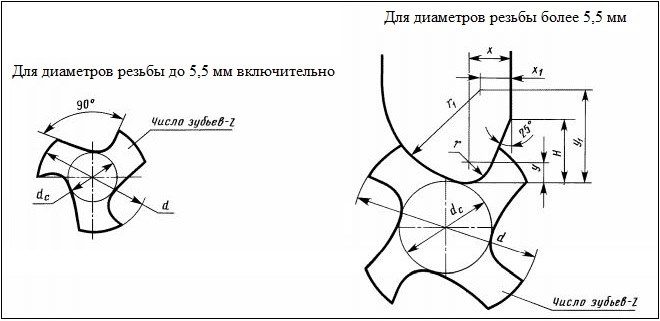
इसकी पूरी लंबाई के साथ उपकरण की पार्श्व सतह पर स्थित खांचे एक साथ दो कार्य करते हैं: प्रसंस्करण क्षेत्र से चिप्स को हटाना सुनिश्चित करना और ऐसे क्षेत्र में काटने वाले द्रव (शीतलक) की आपूर्ति की सुविधा प्रदान करना। क्रॉस सेक्शन में नल के खांचे का आकार इसकी दो सतहों द्वारा निर्धारित किया जाता है, जिनमें से एक उपकरण के काटने वाले दांत का सामने का चेहरा होता है, और दूसरा इसका पिछला भाग होता है। प्रोफ़ाइल के प्रकार के अनुसार, चिप खांचे निम्न प्रकार के होते हैं:
- एकल-त्रिज्या (इस आकार के खांचे के साथ, मुख्य रूप से गेज-प्रकार के नल का उत्पादन होता है);
- सीधे सामने और पीछे की सतहों के साथ (इस आकार के खांचे वाले उपकरण नट के अंदर थ्रेडिंग के लिए उपयोग किए जाते हैं);
- सीधे सामने और त्रिज्या पीछे की सतहों के साथ (अधिकांश नल इस प्रकार के चिप खांचे से बने होते हैं)।
खांचे को अलग-अलग तरीकों से व्यवस्थित किया जा सकता है: सीधे, साथ ही सर्पिल दाएं या बाएं। सीधी-रेखा वाले खांचे के साथ, सामान्य प्रयोजन के नल बनाए जाते हैं। पेचदार बाएं हाथ के खांचे के साथ, नल का उत्पादन किया जाता है जिसका उपयोग पास को फैलाने के लिए किया जाता है। इस तरह के एक उपकरण द्वारा बनाए गए चिप्स मशीनी होने वाले छेद के साथ आगे बढ़ते हैं, जिससे पहले से कटे हुए धागे को नुकसान का जोखिम समाप्त हो जाता है। खांचे को घुमाने की सही दिशा के साथ नल का उपयोग करते समय, चिप्स को मशीनिंग ज़ोन से टूल शैंक में हटा दिया जाता है। इस कारण से, दाहिने हाथ के नल अंधे छेदों को टैप करने के लिए आदर्श होते हैं।
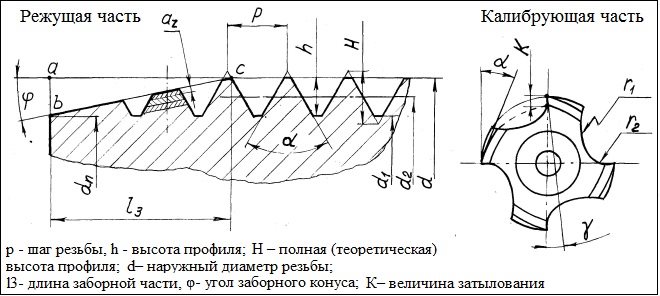
जैसा कि ऊपर उल्लेख किया गया है, नल का अंतर्ग्रहण भाग एक शंक्वाकार आकार का होता है, जो उपकरण को मशीनीकृत किए जा रहे छेद में प्रवेश करने की प्रक्रिया को सुविधाजनक बनाता है। सेवन भाग के झुकाव के कोण का विशिष्ट मूल्य, जो कि 3-20 ° की सीमा में हो सकता है, इस आधार पर चुना जाता है कि किस प्रकार के प्रसंस्करण के लिए उपकरण का उपयोग किया जाएगा - खुरदरापन, मध्यवर्ती या परिष्करण।
बेलनाकार अंशांकन भाग 0.1 मिमी तक के रिवर्स कम करके आंका जाता है, जो थ्रेडिंग प्रक्रिया के दौरान होने वाले घर्षण बलों को कम करने के लिए आवश्यक है। नल के काम करने वाले हिस्से और मशीन की जा रही सतह के बीच घर्षण बल को कम करने के लिए, काटने वाले दांतों की पिछली सतह, उनके ऊपर से उनकी चौड़ाई के 1/3 द्वारा की जाती है, यह भी अनुमति देता है। इस प्रकार, काटने वाले दांतों की पिछली सतह को कम करके आंका जाता है, जिसका मूल्य 12-30 मिमी के व्यास वाले उपकरणों के लिए लगभग 0.1 मिमी है।
उद्देश्य से प्रजाति
आधुनिक उद्योग विभिन्न प्रकार के नलों का उत्पादन करता है, जो डिजाइन और कार्यक्षमता में एक दूसरे से भिन्न होते हैं। तो, उनके उद्देश्य के अनुसार, नल निम्न प्रकारों में से एक हो सकते हैं।
तालाये उपकरण अक्सर हाथ से पकड़े जाते हैं और एक विशेष रिंच के साथ संयोजन में उपयोग किए जाते हैं, जिसके साथ नल को घुमाया जाता है। एक नियम के रूप में, वे दो या तीन उपकरणों से युक्त सेट में उत्पादित और उपयोग किए जाते हैं, जिनमें से प्रत्येक उपचारित सतह से भत्ते का केवल एक हिस्सा निकालता है। ऐसी किट में शामिल नल के आयाम (विशेष रूप से, उनके काम करने वाले व्यास) भिन्न होते हैं। पहला उपकरण, जिसके टांग पर एक डैश के रूप में एक पदनाम लगाया जाता है, का उपयोग रफिंग के लिए किया जाता है, दूसरा (शैंक पर दो डैश के साथ) मध्यवर्ती के लिए, और तीसरा (क्रमशः, तीन डैश के साथ) काटे जा रहे धागे को खत्म करने के लिए।

ये ऐसे उपकरण हैं जिनके साथ धागे को मैन्युअल रूप से और विभिन्न प्रकार की मशीनों (लट्ठे, ड्रिलिंग, मॉड्यूलर, आदि) पर काटा जा सकता है। इस तरह के नल धातु के नल से केवल थोड़े छोटे सेवन वाले हिस्से और यांत्रिक तनाव के उच्च प्रतिरोध में भिन्न होते हैं।

नापनेवाला
जैसा कि उनके नाम का तात्पर्य है, ऐसे उपकरणों की मदद से, वे नट्स में थ्रेडिंग करते हैं। नट, जिसमें पहले से ही इस तरह के नल से धागे काटे जाते हैं, उपकरण को बंद न करें, बल्कि इसकी लम्बी पूंछ पर जाएं। अखरोट के नल के शंकु, जिसके साथ ड्रिलिंग मशीनों पर धागे काटे जाते हैं, में एक आयताकार आकार होता है। पहले से ही थ्रेडेड धागे वाले नट, इस तरह के एक टांग में चले गए, मशीन चक से उपकरण को हटाने के बाद बस हिल जाते हैं। थ्रेडिंग मशीनों पर नट काटने के लिए नल का उपयोग किया जाता है, जिसके टांगों का आकार घुमावदार होता है। इस तरह से थ्रेडिंग करते समय, नट, एक दूसरे के दबाव में, उपकरण के घुमावदार टांग के साथ धकेले जाते हैं, इसके अंतिम भाग तक पहुँचते हैं और तैयार कंटेनर में गिर जाते हैं।
मीट्रिक थ्रेड्स को काटने के लिए मैनुअल और मशीन टैप दोनों के डिज़ाइन और आयामों के लिए आवश्यकताएं GOST 3266-81 द्वारा निर्धारित की जाती हैं, जिसे कहा जाता है: "मशीन और मैनुअल टैप। डिजाइन और आयाम।
आप नीचे दिए गए लिंक से पीडीएफ प्रारूप में दस्तावेज़ डाउनलोड करके मैनुअल और मशीन टैप के लिए GOST आवश्यकताओं से परिचित हो सकते हैं।
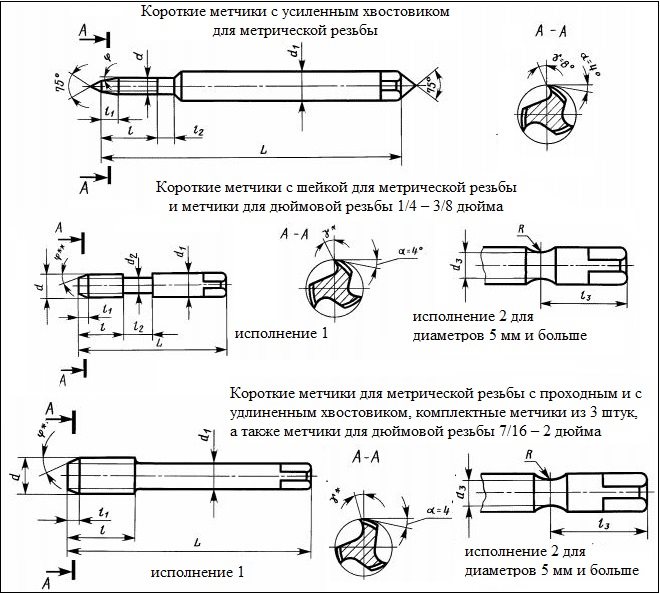
डिजाइन द्वारा प्रकार
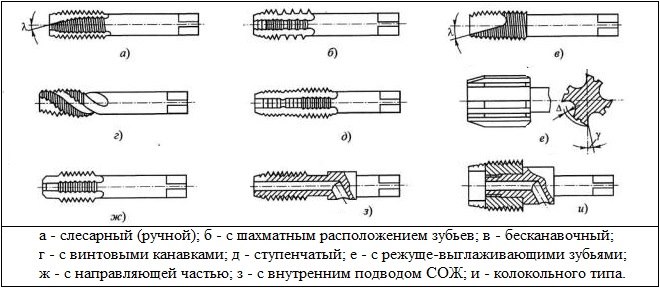
उनके डिजाइन के अनुसार नलों को भी अलग-अलग प्रकारों में बांटा गया है। तो, इस पैरामीटर के आधार पर, उपकरण प्रतिष्ठित हैं:
- छोटी बांसुरी के साथ, जिसे बांसुरी रहित भी कहा जाता है (ऐसे नलों का डिज़ाइन विशेष रूप से तन्य कम कार्बन स्टील्स, एल्यूमीनियम मिश्र धातु और उच्च शक्ति मिश्र धातु स्टील्स से बने भागों में धागे को काटने के लिए डिज़ाइन किया गया है);
- एक पेचदार रेखा के साथ स्थित खांचे के साथ (मशीनिंग केंद्रों पर ऐसे उपकरण स्थापित करें और अंधा धागे काटने के लिए उनका उपयोग करें);
- एक बिसात पैटर्न में रखे दांतों को काटने के साथ (इस तथ्य के कारण कि इस तरह के उपकरण के अंशांकन भाग पर काटने वाले दांतों को एक के माध्यम से काटा जाता है, प्रसंस्करण के दौरान घर्षण बल को कम करना संभव है);
- चरणबद्ध प्रकार एक कार्यशील भाग के साथ दो खंडों में विभाजित होता है, जिनमें से प्रत्येक अपना कार्य करता है (उदाहरण के लिए, चरणबद्ध नल हैं, जिनमें से पहला खंड जनरेटर सर्किट के अनुसार काम करता है, और दूसरा - प्रोफ़ाइल के अनुसार; अन्य के लिए चरणबद्ध उपकरण के प्रकार, पहला खंड काटने का कार्य करता है, और दूसरा - चौरसाई);
- संयुक्त (ये वास्तव में एक में दो उपकरण हैं: उनका काटने वाला हिस्सा, एक ही डिज़ाइन में बनाया गया, एक ड्रिल से शुरू होता है और एक टैप से समाप्त होता है);
- किसी भी व्यास के छेद में धागे को काटने के लिए उपयोग किए जाने वाले ब्रोच नल (उनकी मदद से, धागे को खराद पर काटा जाता है, जिसमें चक में वर्कपीस तय होता है, और उपकरण धारक में - उपयोग किए गए उपकरण की टांग; की आवाजाही थ्रेडिंग के दौरान नल मशीन समर्थन के स्वचालित फ़ीड द्वारा सुनिश्चित किया जाता है, और वर्कपीस का रोटेशन - स्पिंडल का रोटेशन);
- एक आंतरिक गुहा के साथ, जिसके कारण प्रसंस्करण के दौरान उपकरण को ठंडा किया जाता है (विशेष या बहु-परिचालन उपकरणों पर स्थापित ऐसे नल का उपयोग थ्रेडिंग की उत्पादकता में काफी वृद्धि कर सकता है);
- घंटी के नल (ऐसे नल बड़े व्यास (50-400 मिमी) के आंतरिक धागे को काटने के लिए उपयोग किए जाते हैं और एक पूर्वनिर्मित संरचना होती है जिसमें व्यक्तिगत काटने वाले तत्व होते हैं)।
संरचनात्मक रूप से, ऊपर सूचीबद्ध सभी नल एक दूसरे से इतने अलग हैं कि आप उन्हें फोटो द्वारा एक दूसरे से अलग भी बता सकते हैं।
धागे के प्रकार
विभिन्न श्रेणियों के नलों के साथ-साथ विभिन्न प्रकार के डाई का उपयोग करके, भागों की आंतरिक सतहों पर विभिन्न प्रकार के धागे बनाना संभव है। काटे जाने वाले धागे के प्रकार के आधार पर, नलों को निम्नलिखित श्रेणियों में विभाजित किया जाता है।
मीट्रिकये वे नल हैं जिनसे मीट्रिक धागे काटे जाते हैं। ऐसे मामलों में कटे हुए धागे के तत्व में एक समद्विबाहु त्रिभुज का आकार होता है, और इसके सभी मापदंडों को मिलीमीटर में मापा जाता है। ऐसे नलों के अंकन में "M" अक्षर होता है। मीट्रिक नल और प्रारंभिक छेद के व्यास के चयन के लिए, एक विशेष संदर्भ तालिका का उपयोग किया जाता है।
इंचऐसे नलों के काम करने वाले हिस्से में शंक्वाकार आकृति होती है। इंच के औजारों का व्यास इंच में मापा जाता है, और पिच को थ्रेड प्रति इंच (25.4 मिमी) की संख्या में मापा जाता है। इस प्रकार के नलों की औसत सतह का ढाल 1°47'24" होता है।
पाइपइसमें पाइप फिटिंग में धागे काटने के लिए उपयोग किए जाने वाले बेलनाकार और शंक्वाकार नल शामिल हैं।
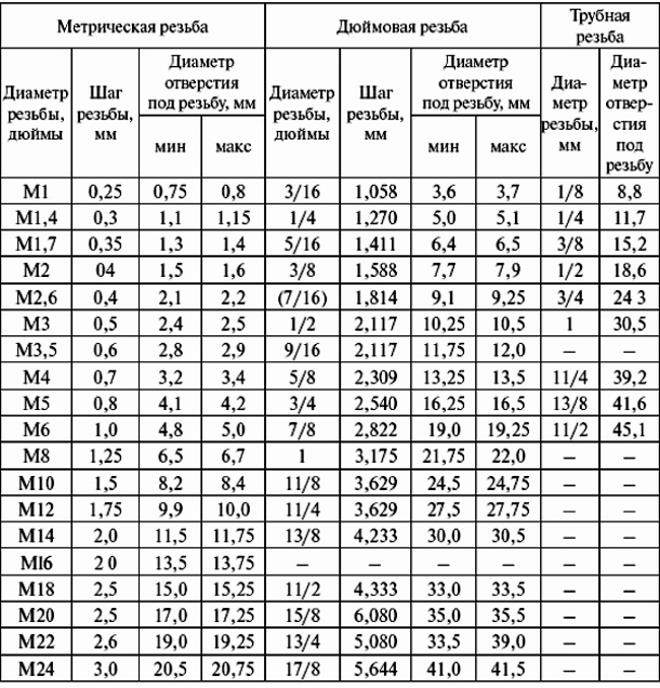
तालिका 1. पैरामीटर टैप करें और छेद का आकार टैप करें
नल का उपयोग दाएँ हाथ और बाएँ हाथ के धागों से छेद बनाने के लिए किया जा सकता है। बाएं हाथ के धागों के लिए नल, जब वास्तविकता में या सही प्रकार के उपकरणों के साथ एक तस्वीर में तुलना की जाती है, तो बाद वाले से केवल उनके काटने वाले हिस्से के हेलिक्स की दिशा में भिन्न होते हैं।