एचडीपीई पाइप वेल्डिंग मशीन
सीवर सिस्टम की स्थापना विशेष पाइपलाइनों का उपयोग करके की जाती है, जो प्लास्टिक, सिरेमिक या धातु से बना हो सकता है। कई प्लास्टिक कोहनी की तरह, एचडीपीई पाइपों को हीट टूल्स या कोल्ड-प्रेस्ड स्लीव्स से वेल्ड किया जा सकता है।
तकनीकी रूप से, एचडीपीई पाइप को वेल्डिंग के बिना या एक विशेष वेल्डिंग मशीन का उपयोग करके कनेक्ट करना संभव है। दोनों विधियों के अपने फायदे और नुकसान हैं, बन्धन की प्रत्येक विधि के फायदों पर विचार करें।
शीत वेल्डिंग या प्रेसिंग सबसे सरल विकल्प है, यह एक बहुत ही सस्ता और सुलभ तरीका है, जो विशेष कपलिंग के उपयोग के माध्यम से किया जाता है। यह तकनीक मुख्य रूप से बड़े व्यास की पाइपलाइनों के लिए उपयोग की जाती है - 20 से 300 मिमी तक। शीत वेल्ड संपीड़न फिटिंग में निम्नलिखित हैं पेशेवरों:
- उपयोग में आसानी;
- आकार का बड़ा चयन;
- उच्च सीलिंग प्रदर्शन के साथ एक तंग कनेक्शन प्रदान करना।
लेकिन दबाने का उपयोग मुख्य रूप से केवल गैर-दबाव वाले पानी के कनेक्शन को ठीक करने के लिए किया जाता है। प्लास्टिक पाइप में अपेक्षाकृत कम कठोरता होती है, जिसके कारण, मजबूत आंतरिक दबाव के साथ, सीम आसानी से फैल सकता है, वेल्डिंग फास्टनरों के विपरीत, जिन्हें "मृत" माना जाता है।
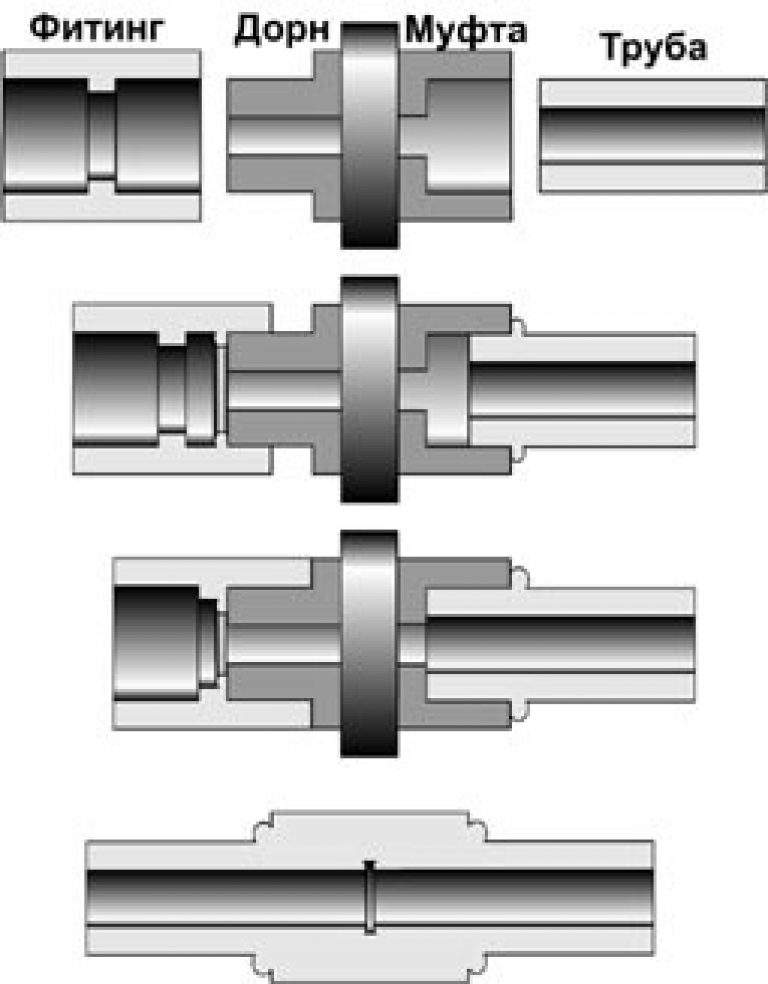
शास्त्रीय वेल्डिंग, या, जैसा कि वे कहते हैं, एचडीपीई पाइपों का सोल्डरिंग इलेक्ट्रोफ्यूजन विधि का उपयोग करके किया जा सकता है, या इसके कार्यान्वयन के लिए एक विशिष्ट वेल्डिंग मशीन का उपयोग किया जाता है। इलेक्ट्रिक कपलिंग धातु गैस पाइप, साथ ही प्लास्टिक जल आपूर्ति संचार को जोड़ने का एक बहुत ही व्यावहारिक तरीका है। आउटलेट के मुक्त खंड पर एक निश्चित व्यास का एक युग्मन स्थापित किया जाता है, जिसके बाद दूसरा पाइप खंड इसमें धकेल दिया जाता है। इस तरह के सोल्डरिंग को बट सोल्डरिंग भी कहा जाता है, इस तथ्य के कारण कि सबसे टिकाऊ और तंग बन्धन प्राप्त करने के लिए, न्यूनतम अंतराल के साथ पाइपलाइन के कुछ हिस्सों को बहुत कसकर स्थापित करना आवश्यक है।
 फोटो - फिटिंग
फोटो - फिटिंग बड़े व्यास पर कपलिंग के साथ काम करना सुविधाजनक है, लेकिन वॉशबेसिन या हीटिंग संचार के तहत नल के लिए यह सबसे अच्छा समाधान नहीं है। लेकिन दूसरी ओर, यदि आवश्यक हो तो एचडीपीई निकला हुआ किनारा कनेक्शन हटाया जा सकता है और तत्काल मरम्मत की जा सकती है।
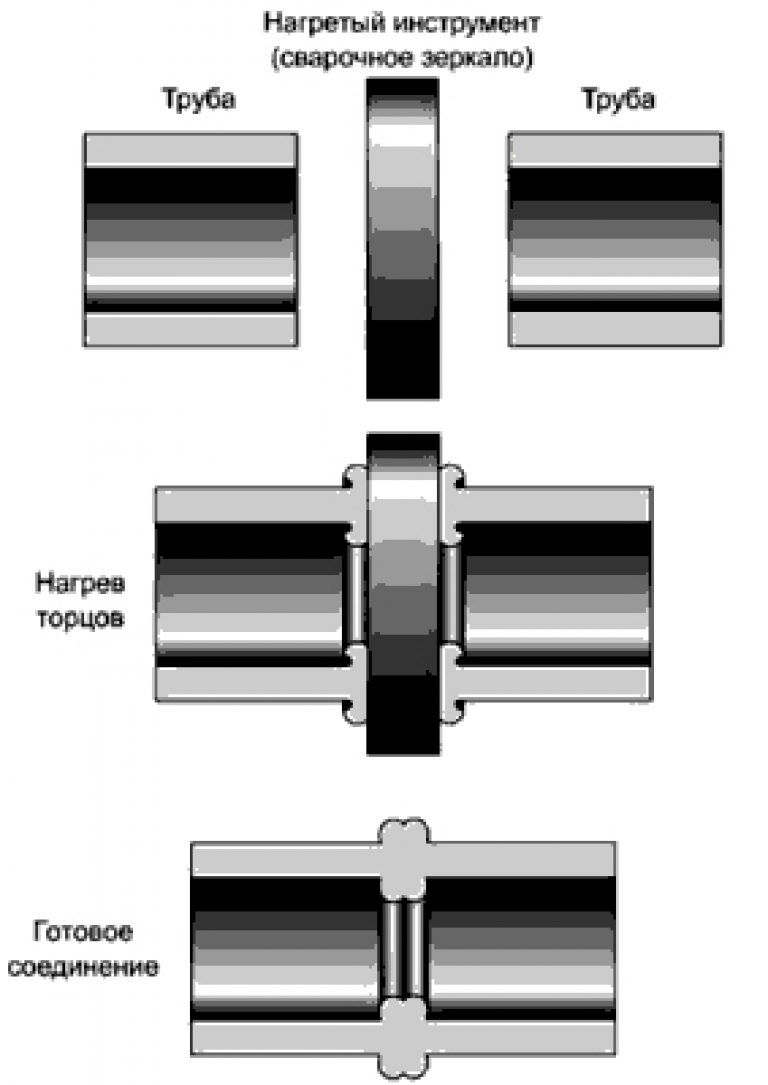
 फोटो - बट
फोटो - बट टांका लगाने वाले लोहे का उपयोग करके पाइपों की मैनुअल सोल्डरिंग की जाती है, इसमें एचडीपीई कनेक्शन के आयोजन के लिए विशेष उपकरण की आवश्यकता होती है। ऐसे काम के लिए, हीटिंग तत्वों का तापमान और एक्सपोज़र का समय बहुत महत्वपूर्ण है। कृपया ध्यान दें कि इन मापदंडों को टांका लगाने वाले उपकरण की तकनीकी विशेषताओं, एचडीपीई की मोटाई और नल के व्यास के आधार पर चुना जाता है।
तकनीक के लाभ:
- यह सबसे टिकाऊ और विश्वसनीय विकल्प है। एक-टुकड़ा बन्धन के कार्यान्वयन के कारण, इसका उपयोग दबाव सिर दबाव वाल्व और वाल्व के गैर-दबाव कनेक्शन दोनों के लिए किया जा सकता है;
- बाहरी सिस्टम को संलग्न करते समय और आंतरिक मुख्य पाइप स्थापित करते समय निकला हुआ किनारा कनेक्शन दोनों का उपयोग किया जा सकता है;
- कोई पूर्व प्रशिक्षण की आवश्यकता नहीं है। यह वीडियो देखने और एसएनआईपी मानकों को पढ़ने के लिए काफी है, जो विस्तार से इंगित करता है कि ट्रिम, इंस्टॉल और फास्ट कैसे करें।
लेकिन नुकसान में यह तथ्य शामिल है कि यदि आवश्यक हो तो कनेक्शन को हटाया नहीं जा सकता है। इसके तमाम फायदों के बावजूद, कभी-कभी पाइप को खोलना और साफ करना आवश्यक होता है।
सॉकेट स्थापना
यह ध्यान दिया जाना चाहिए कि घरेलू दस्तावेजों में आपको सॉकेट सोल्डरिंग के लिए कोई मानक नहीं मिलेगा। यह केवल यूरोपीय मानकों DVS 2207-15 में वर्णित है। चरण-दर-चरण निर्देश, कपलिंग के साथ एचडीपीई पाइप को वेल्ड कैसे करें:
हीटिंग और वेल्डिंग खत्म करने के बाद, कपलिंग को हटा दें और एक ठोस सतह पर पाइप को ठीक करें।
Flanges के साथ काम करना और भी आसान है। वे स्थापना के लिए थ्रेडेड कनेक्शन हैं। तदनुसार, संचार के एक छोर पर एक धागा काट दिया जाता है, जिसमें तत्व खराब हो जाता है, और उस पर पहले से ही एक पाइप लगाया जाता है। जंक्शन को हेअर ड्रायर या मफ से गरम किया जाता है।
 फोटो - पीएनडी निकला हुआ किनारा
फोटो - पीएनडी निकला हुआ किनारा एक्सट्रूडर वेल्डिंग
हैंडहेल्ड हेअर ड्रायर या सोल्डरिंग आयरन के साथ काम करना थोड़ा अधिक कठिन है, क्योंकि आपको न केवल वार्म-अप समय, बल्कि अपने स्वयं के आंदोलनों को भी अतिरिक्त रूप से नियंत्रित करने की आवश्यकता है। यदि वेल्डिंग सही ढंग से नहीं की जाती है, तो एचडीपीई पाइप की अखंडता का उल्लंघन किया जा सकता है या सीवन खराब हो सकता है।
 फोटो - पेशेवर इन्वर्टर
फोटो - पेशेवर इन्वर्टर इन्वर्टर के साथ वेल्डिंग के लिए चरण-दर-चरण निर्देश:
यह बहुत महत्वपूर्ण है कि बन्धन को अधिक न करें, यदि वेल्डिंग बहुत कड़ा हो जाता है, तो एचडीपीई बहुत पतला हो जाएगा या आंतरिक व्यास पर पॉलीथीन का प्रवाह होगा। इस क्षण को नियंत्रित करने के लिए, एक विशेष तालिका का उपयोग किया जाता है:
| बाहरी व्यास, मिमी | वेल्ड सीम, मिमी | ताप, सेकंड | कनेक्शन, सेकंड | कूलिंग, सेकंड |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
वीडियो: एचडीपीई पाइपों की इलेक्ट्रोफ्यूजन वेल्डिंग
मूल्य अवलोकन
आप किसी भी शहर में एचडीपीई पाइप वेल्डिंग के लिए एक मशीन खरीद सकते हैं, अगर कीमत उपयुक्त नहीं है, तो अब कई कंपनियां उपकरण किराए पर देती हैं। वी-वेल्ड R063 मॉडल की लागत पर विचार करें:
| कस्बा | मूल्य, यू. इ। |
| वोरोनिश | 28 |
| येकातेरिनबर्ग | 28 |
| कज़ान | 30 |
| क्रास्नोडार | 28 |
| मास्को | 33 |
| नोवोसिबिर्स्क | 30 |
| सेंट पीटर्सबर्ग | 33 |