Laippatyypit
Laippa on tapa yhdistää putkia, venttiileitä, pumppuja ja muita laitteita putkistojärjestelmän muodostamiseksi. Tämä liitäntätapa mahdollistaa helpon pääsyn puhdistusta, tarkastusta tai muokkausta varten. Laipat ovat yleensä kierteitettyjä tai hitsattuja. Laippaliitos koostuu kahdesta pulteilla kiinnitetystä laipasta ja niiden välissä olevasta tiivisteestä tiiviyden varmistamiseksi.
Putken laipat on valmistettu erilaisista materiaaleista. Laipat ovat pintakoneistettuja, valurautaa ja pallorautaa, mutta yleisimmin käytetty materiaali on taottu hiiliteräs.
Eniten käytetyt laipat öljy- ja kemianteollisuudessa:
- hitsauskaulalla
- laipan läpi
- hitsattu syvennyksellä hitsausta varten
- hitsattu limitys (vapaasti pyörivä)
- kierteinen laippa
- laippatulppa

Kaiken tyyppisissä laipoissa, paitsi vapaassa, on vahvistettu pinta.
Erikoislaipat
Lukuun ottamatta yllä mainittuja laippoja on useita erikoislaippoja, kuten:
- kalvon laippa
- pitkät hitsatut kauluslaipat
- laajennuslaippa
- sovittimen laippa
- rengastulppa (osa laippaliitosta)
- levytulpat ja välirenkaat (osa laippaliitäntää)
Yleisimmät laippojen materiaalit ovat hiiliteräs, ruostumaton teräs, valurauta, alumiini, messinki, pronssi, muovi jne. Lisäksi laipat, kuten liittimet ja putket erikoissovelluksiin, on joskus päällystetty sisältä materiaalikerroksella, joka on täysin erilaatuista kuin itse laipat. Nämä ovat vuorattuja laippoja. Laippojen materiaali asetetaan useimmiten putkia valittaessa. Pääsääntöisesti laippa on valmistettu samasta materiaalista kuin itse putket.
Esimerkki 6" kaulushitsauslaipasta - 150#-S40
Jokaisella ASME B16.5 -laipalla on useita vakiokokoja. Jos suunnittelija Japanissa tai henkilö, joka valmistelee projektia käynnistysyritykselle Kanadassa tai putkiasentaja Australiassa, puhuu 6"-150#-S40 hitsauslaipasta ASME B16.5:n mukaan, hän tarkoittaa laippa, joka näkyy alla. 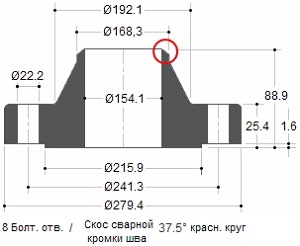
Laipan tilauksen yhteydessä toimittaja haluaa tietää materiaalin laadun. Esimerkiksi ASTM A105 on leimattu hiiliteräslaippa, kun taas A182 on leimattu seosteräslaippa. Siten määräysten mukaan molemmat standardit on määriteltävä toimittajalle: Hitsauslaippa 6"-150#-S40-ASME B16.5/ASTM A105.
PAINELUOKKA
Laippojen paineluokka tai arvosana ilmoitetaan punoissa. Paineluokkaa käytetään eri nimillä. Esimerkiksi: 150 Lb tai 150 Lbs tai 150# tai luokka 150 tarkoittavat samaa.
Taotuilla teräslaipoilla on 7 pääluokitusta:
150 lbs - 300 paunaa - 400 paunaa - 600 paunaa - 900 paunaa - 1500 paunaa - 2500 paunaa
Laippaluokituksen käsite on selkeä ja ilmeinen. Luokan 300 laippa kestää suurempia paineita kuin luokan 150 laippa, koska luokan 300 laipassa on enemmän metallia ja se kestää korkeampia paineita. On kuitenkin useita tekijöitä, jotka voivat vaikuttaa laipan painerajaan.
ESIMERKKI
Laipat kestävät erilaisia paineita eri lämpötiloissa. Lämpötilan noustessa laipan paineluokka laskee. Esimerkiksi luokan 150 laipan mitoitus on noin 270 PSIG ympäristön lämpötilassa, 180 PSIG 200 °C:ssa, 150 PSIG 315 °C:ssa ja 75 PSIG 426 °C:ssa.
Muita tekijöitä ovat, että laipat voidaan valmistaa erilaisista materiaaleista, kuten seosteräksestä, valu- ja pallografiittiraudasta jne. Jokaisella materiaalilla on eri paineluokat.
PARAMETRI "PAINE-LÄMPÖTILA"
Paine-lämpötilaluokka määrittelee toiminnallisen, suurimman sallitun ylipaineen baareina lämpötilassa Celsius-asteina. Välilämpötiloissa lineaarinen interpolointi on sallittu. Interpolointi merkintäluokkien välillä ei ole sallittua.
Lämpötila-paineluokitukset
Lämpötila-paineluokka koskee laippaliitoksia, jotka täyttävät ruuviliitosten rajoitukset ja tiivisteet, jotka on tehty hyvän asennuksen ja linjauksen käytäntöjen mukaisesti. Näiden luokkien käyttö laippaliitoksissa, jotka eivät täytä näitä rajoja, on käyttäjän vastuulla.
Vastaavalle paineluokalle esitetty lämpötila on osan sisävaipan lämpötila. Periaatteessa tämä lämpötila on sama kuin sisällä olevan nesteen lämpötila. Voimassa olevien määräysten ja määräysten vaatimusten mukaisesti virtaavan nesteen lämpötilasta poikkeavaa lämpötilaa vastaavaa paineluokkaa käytettäessä kaikki vastuu on asiakkaalla. Alle -29 °C lämpötiloissa arvo ei saa olla korkeampi kuin käytettäessä -29 °C.
Esimerkkinä alta löydät kaksi taulukkoa materiaaliryhmistä ASTM:n mukaisesti ja kaksi muuta taulukkoa, joissa on näiden materiaalien lämpötila-paineluokka ASME B16.5:n mukaisesti.
| Materiaalit ASTM ryhmä 2-1.1 |
|||
| Nimellinen nimitys |
Leimaaminen |
Valu |
levyt |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
HUOMAUTUKSET:
|
|||
| Lämpötila-paineluokka ASTM-ryhmän 2-1.1 materiaaleille Käyttöpaine luokittain |
|||||||
| Lämpötila °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Lämpötila-paineluokka ASTM-ryhmän 2-2.3 materiaaleille Käyttöpaine luokittain |
|||||||
| Lämpötila °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| 29-38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
LAIPAPINTA
Laippapinnan muoto ja rakenne määräävät, missä tiivisterengas tai tiiviste sijoitetaan.
Eniten käytetyt tyypit:
- kohotettu pinta (RF)
- tasainen pinta (FF)
- O-renkaan ura (RTJ)
- ulko- ja ulkokierteellä (M&F)
- kieleke ja ura (T&G)
Korotettu pinta, sopivin laippatyyppi, helppo tunnistaa. Tätä tyyppiä kutsutaan ns. siksi, että tiivisteen pinta työntyy ruuviliitoksen pinnan yläpuolelle. 
Halkaisija ja korkeus määritellään ASME B16.5:n mukaisesti käyttäen paineluokkaa ja halkaisijaa. Paineluokassa 300 Lbs asti korkeus on noin 1,6 mm ja paineluokassa 400 - 2500 Lbs noin 6,4 mm. Laipan paineluokka määrittää kohotetun pinnan korkeuden. (RF) laipan tarkoituksena on keskittää enemmän painetta pienemmälle tiivistealueelle ja siten nostaa liitoksen painerajaa.
Kaikkien tässä artikkelissa kuvattujen laippojen korkeusparametreissa käytetään mittoja H ja B, lukuun ottamatta nivelliitoksen laippaa, tämä on ymmärrettävä ja muistettava seuraavasti:
Paineluokissa 150 ja 300 Lbs ulkoneman korkeus on noin 1,6 mm (1/16 tuumaa). Melkein kaikki näiden kahden luokan laippojen toimittajat ilmoittavat esitteissään tai luetteloissaan mitat H ja B, mukaan lukien pinta (katso kuva 1 alla) 
Paineluokissa 400, 600, 900, 1500 ja 2500 Lbs ulkoneman korkeus on 1/4 tuumaa (6,4 mm). Näissä luokissa monet toimittajat ilmoittavat H- ja B-mitat, eivät sisällä ulkoneman korkeutta (katso kuva 2 yllä).
Tästä artikkelista löydät kaksi kokoa. Ylärivin mitat eivät sisällä ulkoneman korkeutta, ja alarivin mitat sisältävät ulkoneman korkeuden.
Tasainen pinta (FF - tasainen pinta)
Tasaisessa (täyspintaisessa) laipassa tiiviste on samassa tasossa pulttiliitoksen kanssa. Useimmiten litteitä pintalaippoja käytetään silloin, kun vastalaippa tai liitin on valettu. 
Tasainen laippa ei koskaan liity kohotettuun laippaan. ASME B31.1:n mukaan valurautaisia litteitä laippoja liitetään hiiliteräslaippoihin, teräslaipan ulkonema on poistettava ja koko pinta tiivistettävä tiivisteellä. Tämä tehdään, jotta ohut, hauras valurautalaippa ei halkeile teräslaipan ulkoneman vuoksi.
JUURALAIPA O-RENKASTIIVISTEEN (RTJ - rengastyyppinen liitos)
RTJ-laipoissa on pintaan leikatut urat, joihin työnnetään teräksiset O-renkaat. Laipat on tiivistetty johtuen siitä, että kun pultit kiristetään, laippojen välinen tiiviste puristuu uriin, muotoutuu, jolloin syntyy tiivis metalli-metalli-kontakti. 
RTJ-laipassa voi olla huuli, johon on tehty rengasmainen ura. Tämä ulkonema ei toimi minkäänlaisena sinettinä. O-renkailla tiivistetyissä RTJ-laippoissa yhteenliitettyjen ja kiristettyjen laippojen kohotetut pinnat voivat joutua kosketuksiin toistensa kanssa. Tässä tapauksessa puristettu tiiviste ei enää kanna ylimääräistä kuormaa, pultin kiristys, tärinä ja siirtyminen eivät enää murskaa tiivistettä ja vähennä kiristysvoimaa.
Metalliset O-renkaat soveltuvat käytettäväksi korkeissa lämpötiloissa ja paineissa. Ne on valmistettu oikealla materiaali- ja profiilivalinnalla ja niitä käytetään aina asianmukaisissa laipoissa, mikä takaa hyvän ja luotettavan tiivistyksen.
O-renkaat on suunniteltu siten, että tiivistys saadaan aikaan "johtavalla kosketuslinjalla" tai kiilauksella vastalaipan ja tiivisteen väliin. Kohdistamalla tiivisteeseen pulttien kautta painetta tiivisteen pehmeämpi metalli tunkeutuu jäykemmän laippamateriaalin hienon rakenteen läpi ja muodostaa erittäin tiukan ja tehokkaan tiivisteen. 
Eniten käytetyt sormukset:
Tyyppi R-Oval ASME B16.20:n mukaan
Sopii ASME B16.5 laippoihin paineluokissa 150-2500.
Tyyppi R-Octagonal ASME 16.20:n mukaan
Parannettu muotoilu alkuperäiseen R-Ovaliin verrattuna. Niitä voidaan kuitenkin käyttää vain litteisiin laippoihin, joissa on ura. Sopii ASME B16.5 laippoihin paineluokissa 15-2500.
TIIVISTETTYJÄ JA PINTATYYPPI LUG-ALUS (LMF - Large Male Face; LFF - Large Female Face)
Tämän tyyppisten laippojen on oltava yhteensopivia. Yhdessä laipan pinnassa on alue, joka ylittää normaalin laipan pinnan rajat ( isä). Toisessa laipassa tai vastalaipassa on vastaava syvennys ( Äiti) tehty sen pinnalle.
Puolilöysä asennus
- Alaleikkauksen (loven) syvyys on yleensä yhtä suuri tai pienempi kuin ulkoneman korkeus, jotta estetään metallin välinen kosketus, kun tiiviste puristetaan
- Lovien syvyys on tyypillisesti enintään 1/16" suurempi kuin huulen korkeus
LAIPPA TIIVISTEPINTALLA
(Ulkea ulkonema - kieleke - TF; painauma - urapinta - GF)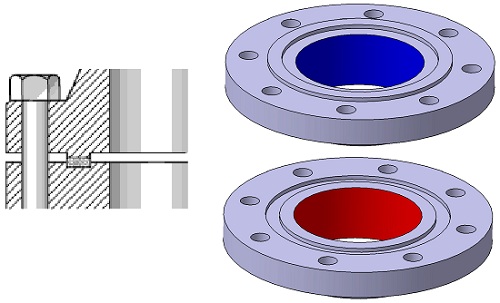
Tämän tyyppisten laippojen on myös sovittava yhteen. Yhdessä laipassa on rengas, jossa on ulkonema (piikki), joka on tehty tämän laipan pintaan, kun taas vastakappaleen pintaan on koneistettu ura. Tällaisia pintoja löytyy yleensä pumppujen ja venttiilien kansista.
Kiinteä tiiviste
- Tiivisteen mitat ovat samat tai pienemmät kuin uran korkeus
- Tiiviste leveämpi kuin ura enintään 1/16"
- Tiivisteen mitat vastaavat uran mittoja
- Purkamisen yhteydessä liitäntä on irrotettava erikseen
LATAA PINTA JA URAT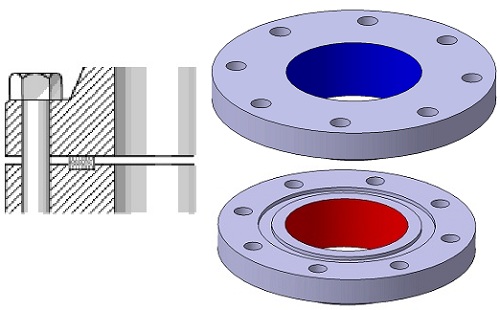
Kiinteä tiiviste
- Toinen pinta on tasainen, toinen uurrettu
- Sovelluksiin, joissa vaaditaan tiivisteen puristuksen tarkkaa hallintaa
- Vain joustavia tiivisteitä suositellaan - kierre-, ontto-, paine- ja metallivaippatiivisteet
LAIPAPINNAN VIIMEISTELY
ASME B16.5 edellyttää, että laipan pinnalla (kohotettu pinta ja tasainen pinta) on tietty karheus, jotta tämä pinta tiivisteen kanssa kohdistettuna tarjoaa hyvän tiivistyksen. 
Lopullinen aallotus, joko samankeskinen tai kierre, vaatii 30-55 uraa tuumaa kohti, mikä johtaa 125-500 mikrotuuman väliseen karheuteen. Tämän ansiosta laippavalmistajat voivat käsitellä minkä tahansa luokan metallilaippatiivisteitä.
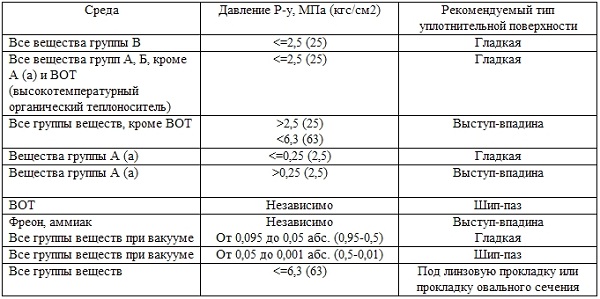
Räjähdysluokan I teknisten laitosten ryhmien A ja B aineita kuljettavissa putkissa ei saa käyttää tasaisella tiivistepinnalla varustettuja laippaliitoksia, paitsi jos käytetään kierretiivisteitä.
KÄYTETYT PINNAT
Rouhinta
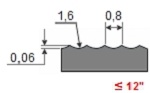
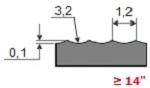
| Yleisimmin käytetty minkä tahansa laipan työstyksessä, koska se sopii lähes kaikkiin yleisiin käyttöolosuhteisiin. Puristettuna tiivisteen pehmeä pinta tarttuu koneistettuun pintaan, mikä auttaa luomaan tiivisteen ja liitettyjen osien välillä on suuri kitka. Näiden laippojen viimeistely tehdään 1,6 mm:n sädejyrsimellä 0,88 mm:n syöttönopeudella 12":n kierrosta kohti 14":n ja sitä suuremmille koneistuksille 3,2 mm:n sädejyrsimellä 1,2 mm:n syötöllä päinvastoin. |
 |
 |
Spiraali lovi
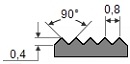 Tämä voi olla jatkuva tai fonografinen kierreura, mutta eroaa rouhinnasta siinä, että ura saadaan käyttämällä 90 asteen leikkuria, joka muodostaa V-profiilin, jossa on 45 asteen uritettu kulma.
Tämä voi olla jatkuva tai fonografinen kierreura, mutta eroaa rouhinnasta siinä, että ura saadaan käyttämällä 90 asteen leikkuria, joka muodostaa V-profiilin, jossa on 45 asteen uritettu kulma. Samankeskinen lovi.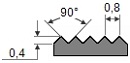 Kuten nimestä voi päätellä, koneistus koostuu samankeskisistä urista. Käytetään 90° leikkuria ja renkaat jakautuvat tasaisesti koko pinnalle.
Kuten nimestä voi päätellä, koneistus koostuu samankeskisistä urista. Käytetään 90° leikkuria ja renkaat jakautuvat tasaisesti koko pinnalle.
Sileä pinta.![]() Tällainen käsittely ei jätä visuaalisesti jälkiä työkalusta. Tällaisia pintoja käytetään tyypillisesti metallipintaisissa tiivisteissä, kuten kaksoisvaippassa, litteässä teräksessä tai aallotettuna metallina. Sileä pinta auttaa luomaan tiivisteen ja riippuu vastakkaisen pinnan tasaisuudesta. Tyypillisesti tämä saavutetaan tiivisteen kosketuspinnalla, joka muodostuu jatkuvasta (joskus äänitetystä) kierteisestä urasta, joka on tehty 0,8 mm:n sädeleikkurilla, syöttönopeudella 0,3 mm per kierros, 0,05 mm syvä. Tämä johtaa karheuteen Ra 3,2 - 6,3 mikrometriä (125-250 mikrotuumaa)
Tällainen käsittely ei jätä visuaalisesti jälkiä työkalusta. Tällaisia pintoja käytetään tyypillisesti metallipintaisissa tiivisteissä, kuten kaksoisvaippassa, litteässä teräksessä tai aallotettuna metallina. Sileä pinta auttaa luomaan tiivisteen ja riippuu vastakkaisen pinnan tasaisuudesta. Tyypillisesti tämä saavutetaan tiivisteen kosketuspinnalla, joka muodostuu jatkuvasta (joskus äänitetystä) kierteisestä urasta, joka on tehty 0,8 mm:n sädeleikkurilla, syöttönopeudella 0,3 mm per kierros, 0,05 mm syvä. Tämä johtaa karheuteen Ra 3,2 - 6,3 mikrometriä (125-250 mikrotuumaa)
TIIVISTEET
Tiukan laippaliitoksen tekemiseksi tarvitaan tiivisteitä. 
Tiiviste on puristettuja levyjä tai renkaita, joita käytetään luomaan vedenpitävä liitos kahden pinnan välille. Tiivisteet on valmistettu kestämään äärimmäisiä lämpötiloja ja paineita, ja niitä on saatavana metallisina, puolimetallisina ja ei-metallisina materiaaleina.
Tiivistysperiaate voi esimerkiksi olla puristaa tiiviste kahden laipan väliin. Tiiviste täyttää laippojen mikroskooppiset tilat ja pinnan epätasaisuudet ja muodostaa sitten tiivisteen, joka estää nesteiden ja kaasujen vuotamisen. Kunnollinen ja huolellinen tiivisteen asennus vaaditaan vuotojen estämiseksi laippaliitännässä.
Tässä artikkelissa kuvataan tiivisteet, jotka ovat standardin ASME B16.20 (metalliset ja puolimetalliset putkilaippatiivisteet) ja ASME B16.21 (ei-metalliset, litteät putkilaippatiivisteet) mukaiset.
PULTIT
Kahden laipan liittämiseen toisiinsa tarvitaan pultteja. Luku määräytyy laipan reikien lukumäärän mukaan, ja pulttien halkaisija ja pituus riippuvat laipan tyypistä ja sen paineluokasta. Öljy- ja kemianteollisuudessa yleisimmin käytetyt ASME B16.5 -laippojen pultit ovat nastat. Nasta koostuu kierretangosta ja kahdesta mutterista. Toinen saatavilla oleva pulttityyppi on tavallinen kuusiopultti yhdellä mutterilla.
Mitat, mittatoleranssit jne. on määritelty ASME B16.5:ssä ja ASME B18.2.2:ssa, materiaalit eri ASTM-standardeissa.
VÄÄNTÖ
Tiukan laippaliitoksen saavuttamiseksi tiiviste on asennettava oikein, pulttien kiristysmomentti on oikea ja kokonaiskiristysjännityksen tulee jakautua tasaisesti koko laippaan. 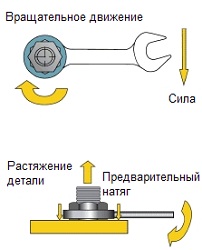
Tarvittava venytys tapahtuu kiristysmomentin ansiosta (esijännitys kiinnittimeen kääntämällä sen mutteria).
Pultin oikea kiristysmomentti mahdollistaa sen elastisten ominaisuuksien parhaan hyödyn. Tehdäkseen työnsä hyvin pultin on toimittava jousen tavoin. Käytön aikana kiristysprosessi asettaa pulttiin aksiaalisen esikuormituksen. Tietenkin tämä vetovoima on yhtä suuri kuin vastakkaiset puristusvoimat, jotka kohdistetaan kokoonpanon osiin. Sitä voidaan kutsua kiristysvoimaksi tai vetovoimaksi.
MOMENTTIAVAIN
Momenttiavain on yleisnimi käsityökalulle, jota käytetään kohdistamaan tarkkaa vääntömomenttia liitokseen, olipa kyseessä sitten pultti tai mutteri. Näin käyttäjä voi mitata pulttiin kohdistetun kiertovoiman (vääntömomentin), jonka on vastattava eritelmiä. 
Oikean laippapulttien kiristystekniikan valinta vaatii kokemusta. Minkä tahansa tekniikan oikea soveltaminen edellyttää myös sekä käytettävän työkalun että työn tekevän asiantuntijan pätevyyttä. Alla on yleisimmin käytetyt pulttien kiristysmenetelmät:
- kiristäminen käsin
- pneumaattinen jakoavain
- hydraulinen momenttiavain
- manuaalinen momenttiavain keinuvivulla tai vaihteella
- hydraulinen pultin kiristin
Vääntömomenttihäviö on luontainen kaikille pulttiliitoksille. Pultin löystymisen (noin 10 % ensimmäisen 24 tunnin aikana asennuksen aikana), tiivisteen virumisen, järjestelmän tärinän, lämpölaajenemisen ja pultin kiristyksen aikana tapahtuvan elastisen vuorovaikutuksen yhteisvaikutus myötävaikuttavat vääntömomentin häviämiseen. Kun vääntömomenttihäviö saavuttaa kriittisen tason, sisäinen paine ylittää puristusvoiman, joka pitää tiivisteen paikallaan, jolloin voi tapahtua vuotoa tai puhallusta.
Avain näiden vaikutusten vähentämiseen on tiivisteiden oikea sijoitus. Tiivistettä asennettaessa on tarpeen saattaa laipat yhteen ja tasaisesti ja rinnakkain, pienimmällä kiristysmomentilla, kiristä 4 pulttia oikeaa kiristysjärjestystä noudattaen. Tämä vähentää käyttökustannuksia ja parantaa turvallisuutta.
Myös tiivisteen oikea paksuus on tärkeä. Mitä paksumpi tiiviste on, sitä suurempi on sen ryömintä, mikä puolestaan voi johtaa kiristysmomentin menetykseen. ASME-standardi hammastetuille laippoille suosittelee yleensä 1,6 mm:n tiivistettä. Ohuemmat materiaalit voivat toimia suuremmilla tiivistekuormilla ja siten suuremmilla sisäisillä paineilla.
VOITELU VÄHENTÄÄ KITKAA
Voitelu vähentää kitkaa kiristyksen aikana, vähentää pulttien irtoamista asennuksen aikana ja pidentää käyttöikää. Muutos kitkakertoimessa vaikuttaa annetulla kiristysmomentilla saavutettavaan esijännityksen määrään. Suurempi kitkakerroin johtaa pienempään vääntömomentin muuntamiseen esikuormitukseksi. Voiteluaineen valmistajan ilmoittaman kitkakertoimen arvon tulee olla tiedossa, jotta vaadittu vääntömomenttiarvo voidaan asettaa tarkasti.
Rasvaa tai tarttumisenestoaineita tulee levittää sekä laakerin mutterin että ulkokierteen pinnalle.
KIRISTÄMISJÄRJESTELMÄ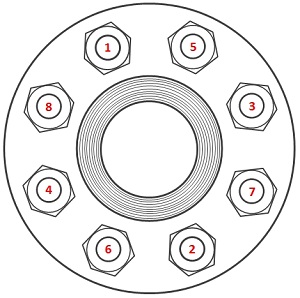 Kiristä ensin kevyesti ensimmäistä pulttia, sitten seuraavaa sitä vastapäätä, sitten neljänneskierros ympyrässä (tai 90 astetta) kiristääksesi kolmas pultti ja sitä vastapäätä neljäs. Jatka tätä sarjaa, kunnes kaikki pultit on kiristetty. Kun kiristät nelipulttisia laippoja, käytä ristiinkuviota.
Kiristä ensin kevyesti ensimmäistä pulttia, sitten seuraavaa sitä vastapäätä, sitten neljänneskierros ympyrässä (tai 90 astetta) kiristääksesi kolmas pultti ja sitä vastapäätä neljäs. Jatka tätä sarjaa, kunnes kaikki pultit on kiristetty. Kun kiristät nelipulttisia laippoja, käytä ristiinkuviota.
LAIPAN KIINNITYKSEN VALMISTELU
Laippaliitosten tiiviyden saavuttamiseksi on välttämätöntä, että kaikki komponentit ovat tarkkoja.
Ennen yhdistämisprosessin aloittamista on suoritettava seuraavat vaiheet ongelmien välttämiseksi tulevaisuudessa:
- Puhdista laippapinnat ja tarkista, ettei niissä ole naarmuja, pintojen tulee olla puhtaita eikä niissä saa olla vikoja (kuoppia, kuoppia, kolhuja jne.)
- Tarkasta kaikki pultit ja mutterit vaurioiden tai kierteiden korroosion varalta. Vaihda tai korjaa pultit tai mutterit tarpeen mukaan
- Poista purseet kaikista kierteistä
- Voitele pulttien tai pulttien kierteet ja laipan tai aluslevyn vieressä olevat mutterien pinnat. Useimmissa sovelluksissa suositellaan karkaistuja aluslevyjä.
- Asenna uusi tiiviste ja varmista, että se on keskellä. ÄLÄ KÄYTÄ VANHAA TIIVISTETTÄ tai käytä useita tiivisteitä.
- Tarkista laipan kohdistus ASME B31.3 -prosessiputkistandardin mukaisesti
- Säädä mutterien asentoa varmistaaksesi, että 2-3 lankaa on langan yläosan yläpuolella.