Kierretapit - tyypit, kokotaulukko, GOST 3266-81:n vaatimukset
Monissa teknisissä laitteissa, kuten useimmissa kodin esineissä, on kierreliitännät, joita ihmiskunta on käyttänyt muinaisista ajoista lähtien. Päätyökalut, joilla tällaisten liitosten elementit valmistetaan, ovat hana. Sen avulla voit nopeasti ja ilman suuria vaikeuksia katkaista tarkan ja laadukkaan langan reiän sisäpinnalle.
Suunnitteluominaisuuksia
Ensimmäiset työkalut sisäkierteiden leikkaamiseen olivat primitiivisiä ja koostuivat tetraedrisesta tangosta, jonka työpäähän, joka oli teroitettu pehmeäksi kartioksi, leikkaushampaat sahattiin. Tällaista tapaa käytettäessä kierre katkaistiin ruuvaamalla se mutterin sisäpuolelle tai työkappaleessa olevaan esivalmistettuun reikään. Luonnollisesti tällaisella työkalulla oli monia haittoja, joista merkittävimpiä ovat takapinnan puuttuminen leikkausosassa sekä negatiivinen haravointikulma. Ajan myötä hanojen suunnittelusta on tullut harkittumpaa, ja nykyään niiden avulla voit luoda tarkkoja ja laadukkaita sisäkierteitä.
Kaikissa kierteityksissä työkappaleiden sisäpinnoille, riippumatta sen geometrisista parametreista ja tarkoituksesta, on seuraavat elementit:
- sivuurat (voi olla 2 - 6);
- kartiomainen sisäänotto osa;
- kalibrointiosa, joka on sylinterin muotoinen.
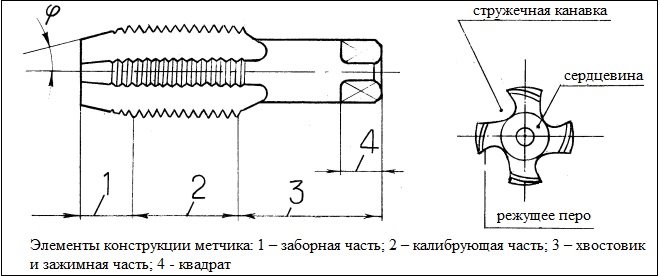
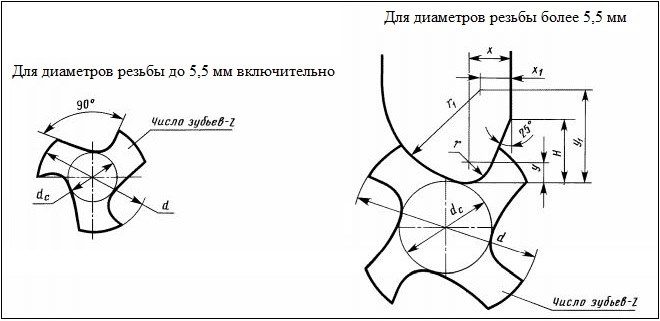
Työkalun sivupinnalla sen koko pituudelta sijaitsevat urat suorittavat samanaikaisesti kahta tehtävää: varmistavat lastujen poistamisen käsittelyvyöhykkeeltä ja helpottavat leikkausnesteen (jäähdytysnesteen) syöttöä tällaiselle alueelle. Kierreuran poikkileikkauksen muoto määräytyy sen kahdesta pinnasta, joista toinen on työkalun leikkaushampaan etupinta ja toinen sen takapinta. Profiilityypin mukaan lastuurat ovat seuraavan tyyppisiä:
- yksisäteinen (tämän muotoisilla urilla valmistetaan pääasiassa mittaustyyppisiä hanoja);
- suoralla etu- ja takapinnalla (tämän muotoisia uria sisältäviä työkaluja käytetään muttereiden kierteittämiseen);
- suoralla etu- ja säteellisellä takapinnalla (useimmat hanat on valmistettu tämän tyyppisillä lastuurilla).
Urat voidaan järjestää eri tavoin: suorina, samoin kuin spiraalina oikealle tai vasemmalle. Suoraviivaisilla urilla valmistetaan yleishanat. Kierteisillä vasemmanpuoleisilla urilla valmistetaan tapit, joita käytetään kierteittämiseen. Tällaisen työkalun muodostamat lastut liikkuvat sen edellä koneistettavaa reikää pitkin, mikä eliminoi jo leikatun kierteen vaurioitumisen riskin. Käytettäessä hanat, joiden urien vääntö on oikea, lastut poistetaan koneistusvyöhykkeeltä työkalun varteen. Tästä syystä oikeanpuoleiset hanat sopivat ihanteellisesti umpireikien kierteittämiseen.
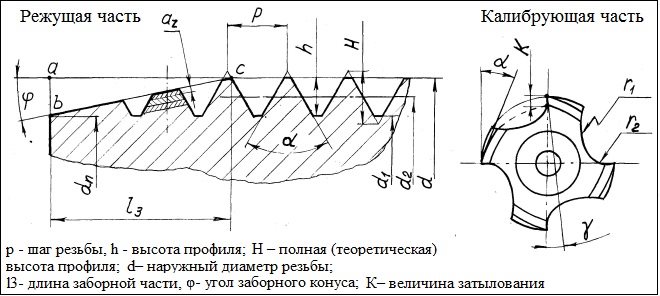
Hanan imuosa, kuten edellä mainittiin, on kartiomainen, mikä helpottaa työkalun sisääntuloa koneistettavaan reikään. Imuosan kaltevuuskulman erityinen arvo, joka voi olla välillä 3–20 °, valitaan sen mukaan, minkä tyyppiseen käsittelyyn työkalua käytetään - rouhintaan, väliin tai viimeistelyyn.
Sylinterimäinen kalibrointiosa on tehty käänteisellä aliarviolla jopa 0,1 mm:iin, mikä on tarpeen kierteitysprosessin aikana esiintyvien kitkavoimien vähentämiseksi. Hanan työosan ja työstettävän pinnan välisen kitkavoiman vähentämiseksi mahdollistaa myös leikkuuhampaiden takapinta, joka suoritetaan niiden ylhäältä 1/3 leveydestä. Näin syntyy aliarviointi leikkuuhampaiden takapinnasta, jonka arvo halkaisijaltaan 12-30 mm työkaluilla on noin 0,1 mm.
Laji käyttötarkoituksen mukaan
Nykyaikainen teollisuus tuottaa erilaisia hanoja, jotka eroavat toisistaan suunnittelun ja toiminnallisuuden osalta. Joten käyttötarkoituksensa mukaan hanat voivat olla jokin seuraavista tyypeistä.
LukkosepätNämä työkalut ovat useimmiten käsikäyttöisiä ja niitä käytetään yhdessä erikoisavaimen kanssa, jolla hana pyörii. Niitä valmistetaan ja käytetään pääsääntöisesti kahdesta tai kolmesta työkalusta koostuvissa sarjoissa, joista jokainen poistaa vain osan päästöstä käsitellyltä pinnalta. Tällaiseen sarjaan sisältyvien hanojen mitat (erityisesti niiden työhalkaisijat) vaihtelevat. Ensimmäistä työkalua, jonka varressa on yhden viivan muodossa oleva merkintä, käytetään rouhintaan, toista (kahdella viivalla varressa) välissä ja kolmatta (vastaavasti kolmella viivalla) leikattavan langan viimeistelyyn.

Nämä ovat työkaluja, joilla kierteet voidaan leikata sekä käsin että erityyppisillä koneilla (sorvaus, poraus, kiviaines jne.). Tällaiset hanat eroavat metallihanoista vain hieman lyhennetyllä imuosalla ja paremmalla kestävyydellä mekaanista rasitusta vastaan.

jakoavain
Tällaisten työkalujen avulla, kuten niiden nimi kertoo, ne suorittavat muttereiden kierteityksen. Mutterit, joissa kierteet on jo leikattu sellaisella hanalla, eivät kierry työkalusta, vaan siirtyvät sen pitkänomaiseen häntään. Mutterihanojen varret, joilla kierteet leikataan porakoneissa, ovat suoraviivaisia. Mutterit, joissa on jo kierre kierteet, jotka on siirretty tällaiseen varteen, yksinkertaisesti ravistetaan pois sen jälkeen, kun työkalu on poistettu koneistukasta. Muttereiden leikkaamiseen kierrekoneissa käytetään tappeja, joiden varret ovat kaarevia. Kun kierteitetään tällä tavalla, mutterit työntyvät toistensa paineen alaisena työkalun kaarevaa vartta pitkin, saavuttavat sen päätyosan ja putoavat valmistettuun astiaan.
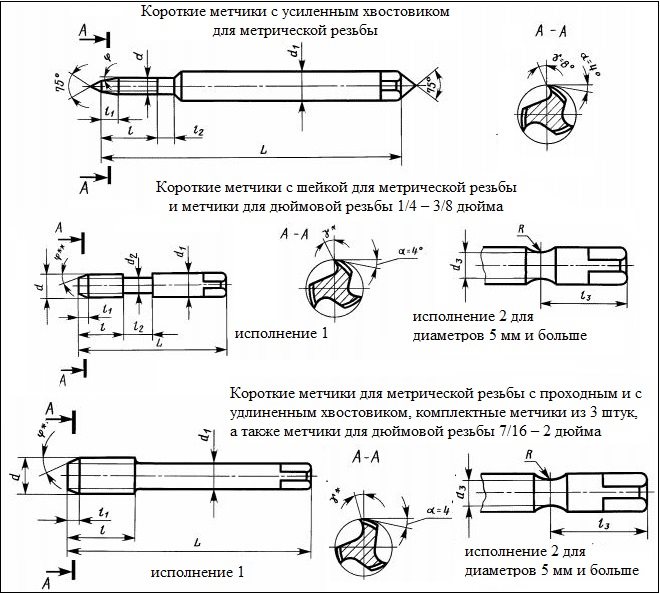
Vaatimukset metristen kierteiden leikkaamiseen tarkoitettujen käsikäyttöisten ja koneellisten kierteiden suunnittelulle ja mitoille on määritelty GOST 3266-81:ssä, jonka nimi on: "Kone- ja käsikäyttöiset tapit. Suunnittelu ja mitat.
Voit tutustua käsi- ja konehanojen GOST-vaatimuksiin lataamalla asiakirjan pdf-muodossa alla olevasta linkistä.
Tyypit suunnittelun mukaan
Hanat jaetaan myös suunnittelunsa mukaan eri tyyppeihin. Joten tästä parametrista riippuen työkalut erotetaan:
- lyhennetyillä huiluilla, joita kutsutaan myös huiluttomaksi (tällaisten hanojen rakenne on erityisesti suunniteltu leikkaamaan kierteet osiin, jotka on valmistettu sitkeistä vähähiilisestä teräksestä, alumiiniseoksesta ja korkean lujista seosteräksistä);
- urat, jotka sijaitsevat kierreviivaa pitkin (asenna tällaiset työkalut työstökeskuksiin ja käytä niitä sokeiden kierteiden leikkaamiseen);
- leikkuuhampailla, jotka on sijoitettu shakkilautakuvioon (koska tällaisen työkalun kalibrointiosan leikkaushampaat leikataan yhden läpi, on mahdollista vähentää kitkavoimaa käsittelyn aikana);
- porrastettu tyyppi, jossa työosa on jaettu kahteen osaan, joista jokainen suorittaa oman tehtävänsä (esimerkiksi on porrastettuja hanoja, joista ensimmäinen osa toimii generaattoripiirin mukaan ja toinen - profiilin mukaan; muille porrastettujen työkalujen tyypit, ensimmäinen osa suorittaa leikkaustoiminnon ja toinen - tasoitus);
- yhdistetty (nämä ovat itse asiassa kaksi työkalua yhdessä: niiden yhdestä mallista valmistettu leikkausosa alkaa porasta ja päättyy hanaan);
- kierrehanat, joita käytetään kierteiden leikkaamiseen minkä tahansa halkaisijan omaavassa läpimenevässä reiässä (niiden avulla kierteet leikataan sorveille, joiden istukkaan työkappale on kiinnitetty, ja työkalunpitimessä - käytetyn työkalun varsi; kosketus kierteityksen aikana varmistetaan koneen tuen automaattisella syöttöllä ja työkappaleen pyörityksellä - karan pyörityksellä);
- sisäisellä ontelolla, jonka vuoksi työkalu jäähdytetään käsittelyn aikana (tällaisten erikois- tai monikäyttöisiin laitteisiin asennettujen hanojen käyttö voi lisätä merkittävästi kierteityksen tuottavuutta);
- kellohanat (tällaisia kierteitä käytetään suurikokoisten (50–400 mm) sisäkierteiden leikkaamiseen ja niillä on esivalmistettu rakenne, joka koostuu yksittäisistä leikkauselementeistä).
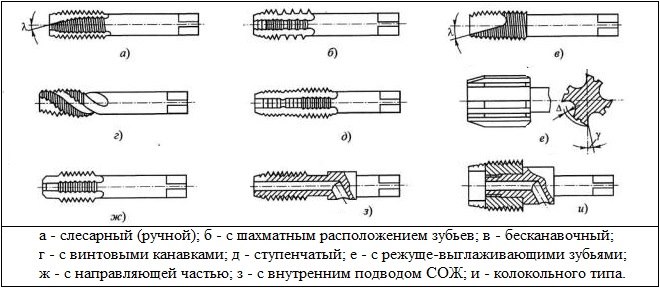
Rakenteellisesti kaikki yllä luetellut hanat eroavat toisistaan niin paljon, että voit jopa erottaa ne toisistaan kuvan perusteella.
Lankatyypit
Eri luokkien kierteillä sekä erityyppisillä meistillä on mahdollista muodostaa erityyppisiä kierteitä osien sisäpinnoille. Katkaistavan kierteen tyypistä riippuen tapit jaetaan seuraaviin luokkiin.
MetrinenNämä ovat hanat, joilla metriset kierteet leikataan. Katkaistu kierreelementti on tällaisissa tapauksissa tasakylkisen kolmion muotoinen, ja sen kaikki parametrit mitataan millimetreinä. Tällaisten hanojen merkintä sisältää kirjaimen "M". Metrihanojen ja valmistelureiän halkaisijan valintaan käytetään erityistä vertailutaulukkoa.
tuumaaTällaisten hanojen työosa on kartiomainen. Tuumatyökalujen halkaisija mitataan tuumina ja nousu mitataan kierteiden lukumääränä tuumaa kohti (25,4 mm). Tämän tyyppisten hanojen keskimääräisen pinnan kaltevuus on 1°47’24”.
PutkiTämä sisältää lieriömäiset ja kartiomaiset hanat, joita käytetään kierteiden leikkaamiseen putkiliittimissä.
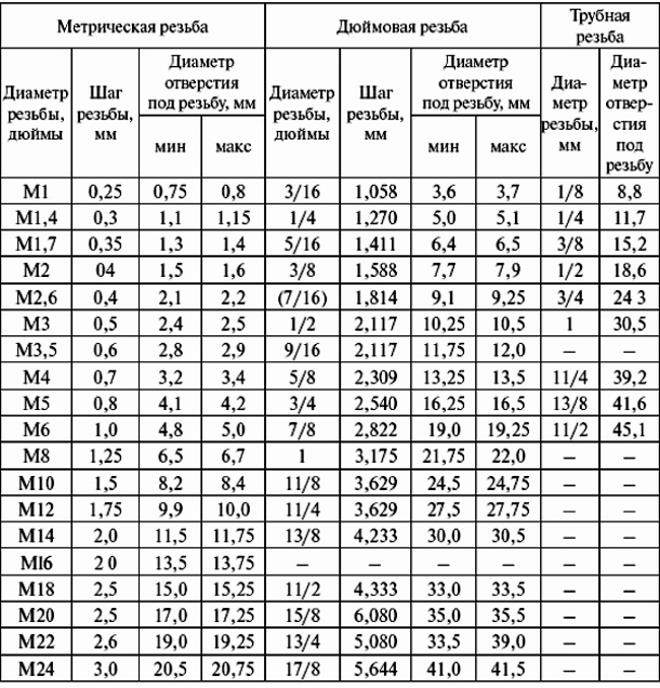
Taulukko 1. Tapparametrit ja kierrereiän koko
Tapeilla voidaan tehdä reikiä sekä oikea- että vasenkätisillä kierteillä. Vasenkätisten kierteiden tapit, kun niitä verrataan todellisuudessa tai valokuvassa oikeantyyppisillä työkaluilla, eroavat jälkimmäisistä vain leikkausosan kierteen suunnassa.