Putken kierteitys - tarvittavat työkalut ja tekniikka
Perinteinen tapa liittää eri osia on mekaaninen. Putkien tapauksessa tämä tarkoittaa niiden liittämistä kierreliitoksilla ja sopivilla liitoksilla. Periaatteessa tätä tekniikkaa käytetään metalleista tai joistakin komposiittimateriaaleista valmistettujen näytteiden liittämisessä. Mitä työkaluja käytetään putkien kierteittämiseen, kuinka tämä tarkalleen tehdään, on tämän artikkelin aihe.
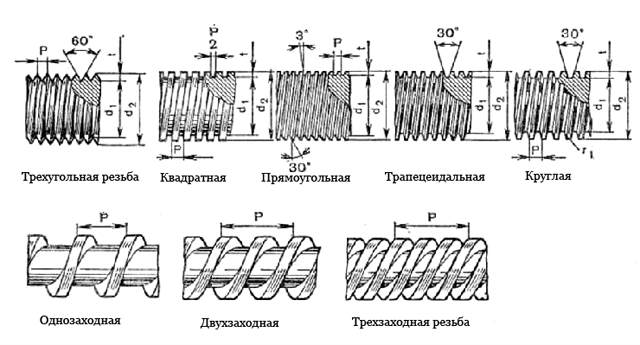
Yllä olevasta taulukosta on helppo selvittää, miten lankatyyppi eroaa toisesta.
Kierteen pääparametrit - nousu, halkaisijat, profiilin korkeus ja vastaavat - näkyvät kaavioissa.
Kierretekniikka ja työkalut vaaditaan
Langat voidaan hankkia sekä käsin että työstökoneilla. Ei ole järkevää harkita viimeistä vaihtoehtoa, koska kaikki tällaisen työn vivahteet ovat asiantuntijan tiedossa. Lisäksi kierteitys voidaan suorittaa erilaisissa asennusmalleissa yhdellä tai toisella työkalulla koneen tyypistä riippuen.
Mutta jokapäiväisessä elämässä tai esineen asennustöiden aikana lanka leikataan harvinaisia poikkeuksia lukuun ottamatta yksinkertaisimpien laitteiden avulla tai, kuten sanotaan, omin käsin. Tämä on mielenkiintoisempaa lukijalle, joten keskitymme manuaalisiin leikkausmenetelmiin.
Ulkopuolinen kierre
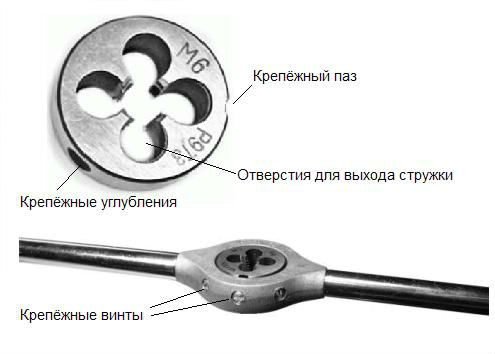
Kuolee (kiinni). Näiden tuotteiden valikoima on merkittävä. Jokainen näyte vastaa tiettyä halkaisijaa putkesta, johon leikkaus suoritetaan.

Muotit eroavat metallinkäsittelyn laadusta, ja ne luokitellaan tuotteisiin "karkea" (karkea) ja "hieno" (hieno) leikkaus. Hinta - alkaen 68 ruplaa per näyte.
Die pidikkeet. Niitä valmistetaan erilaisina muunnelmina - tavallisia, yleisiä, räikkä. Hinta - alkaen 139 ruplaa.

Kierteityslaitteen kokoaminen käy selvästi ilmi kuvasta.
Langoitusmenettely
- Putken pään leikkaus. Kulma on suora suhteessa pituusakseliin. Työkalut - putkileikkuri tai.
- Kohteen pinnan valmistelu. Kierteitysalue on puhdistettava huolellisesti vieraista kerrostumista.
- Ensimmäinen langoitus. "Karkea" suulake työnnetään putkeen. Paremman luiston saamiseksi levitetään ohut kerros öljyä käsitellylle alueelle.
- Toinen tunkeutuminen. "Viimeistely"-työkalu on asennettu. Se kierretään putkeen vähitellen liikkeen suuntaa systemaattisesti muuttamalla (myötäpäivään, sitten vastapäivään). Langan puhtautta valvotaan visuaalisesti ja määritetään tiettyjen toimenpiteiden riittävyys.
- Laadunvalvonta. Leikkauksen oikeellisuuden (ei vikoja, vääristymiä ja niin edelleen) määrittämiseksi putkeen asennetaan mikä tahansa tuote (asianmukaisilla kierreparametreilla), joka voidaan ruuvata tiettyyn halkaisijaan - vetolasta, kytkin, mutteri . Jos näyte kulki helposti koko alueen läpi, työtä voidaan pitää valmiina.
Ulkokierteiden leikkaamiseen on toinen työkalu - klupp. Hän on ollut markkinoilla ei niin kauan sitten, eivätkä kaikki lukkosepät, edes kokemuksella, voi ylpeillä työskennelleensä hänen kanssaan. Laite on melko yksinkertainen.

Pohja on otettu tunnetusta suulakkeesta. Mutta leikkuureunat ovat plug-in. Itse asiassa tämä on kokoonpano, kun taas lerka on monoliittinen tuote. Kluppit on jaettu kädessä pidettäviin näytteisiin ja sähkömalleihin. Siksi tuottavuuden lisäämiseksi kotimaisissa olosuhteissa sinun ei tarvitse ostaa (vuokrata) konetta. Kluppien hinta on 479 ruplaa. Niitä myydään myös sarjoina, joten valinnanvaraa on.

Sarjojen hinta on 14 570 ruplaa (mekaaninen) ja 32 800 ruplaa (sähkö). Valmistajat toimittavat näytteitä vaihdettavilla leikkurilla, mikä tekee niistä mukavampaa käyttää (alkaen 798 ruplaa / kpl). On tuotteita, jotka eivät tarvitse telineitä. Niitä voidaan helposti kääntää kiintoavaimella (kaasuavaimella).

Sisäinen kierre
Hanat. Kuten muottien kohdalla, jokaiselle halkaisijalle on eri työkalu.
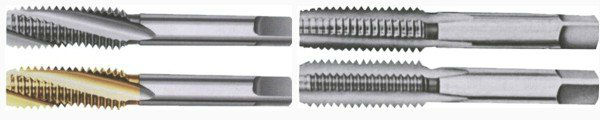
Hinta - alkaen 412 ruplaa.
Hanan pidikkeet. Tarkoitus on selvä. Toinen käytetty nimi on nuppi. Hinta - alkaen 170 ruplaa.

- Päätyleikkaus ja kuoriminen (mutta tässä tapauksessa - putken sisäpuolelta).
- Työalueen voitelu.
- Kierteiden ensisijainen ja toissijainen tunkeutuminen.
- Tarkista laatu ruuvaamalla sopiva ruuvi.

Komposiittimateriaalien kierteityksen ominaisuudet
Tämä koskee pääasiassa lasikuituputkia, koska PP, PE, metalli-muovituotteet on kytketty täysin eri tavoin. Kierteitystekniikka työkalulla eroaa jonkin verran metallituotteille suoritettavasta vastaavasta toimenpiteestä. Tällaisella liitoksella ei ole suurta lujuutta, mutta sitä pidetään lasikuidun pääasiallisena, ja sitä käytetään paljon useammin kuin yhdisteen kaataminen, puristus, profiilin muodostaminen ja monet muut.
Mitä langoituksessa otetaan huomioon?
- Lasikuidun vahvistussuunnitelma. Tämän perusteella määritetään näytteen käsittelysuunta.
- Komposiitin alhainen lämmönjohtavuus. Työkalun ylikuumenemisen estämiseksi on varmistettava tehokas lämmönpoisto. Jäähdytysmenetelmää erityisellä nesteellä tällaisten materiaalien kanssa työskenneltäessä ei voida soveltaa monien niistä lisääntyneen kosteuden imeytymisen vuoksi.
- Matala tarkkuus kierteitys. Ensisijaisesti lasikuidun elastisuuden ja sen erityisrakenteen vuoksi. Jos tämän parametrin vaatimukset ovat korkeat, valitaan toinen käsittelymenetelmä.
- Materiaalin kerrosrakenne. Tämä pätee erityisesti leikkaustyökalun lisääntyneeseen kulumiseen. Joka tapauksessa kierteityksen jälkeen työalue puhdistetaan.
- Erityiset turvallisuusvaatimukset. Ensinnäkin lisääntyneen pölynmuodostuksen vuoksi.
Itse minkään langan leikkaamisen tekniikka ei ole jotain monimutkaista. Kaikki toiminnot ovat hyvin yksinkertaisia. Työkalun oikea valinta, toiminta-algoritmin noudattaminen ja käsitellyn "laitteiston" erityispiirteiden huomioon ottaminen takaavat erinomaisen tuloksen.