Tee-se-itse pnd-putkien hitsaus
Polyeteeniputkia (HDPE), joiden halkaisija on 20 - 1200 mm, käytetään laajalti niiden etujen ja asennuksen helppouden vuoksi. Niitä käytetään kaasu- ja vesiputkien, sisäisten, ulkoisten, myrskyviemärien asennukseen. Tavoitteista riippuen polyeteeniputket voivat olla paineisia tai ei-paineisia. Jälkimmäisiä käytetään vain viemärijärjestelmissä.
Polyeteeniputket voidaan liittää kolmella tavalla, joista yksi on irrotettava (liitos laippojen ja liittimien avulla), kun taas kaksi muuta on hitsattu yksiosaiseksi (piikkihitsaus erikoislaitteilla tai sähköliittimillä). Hitsausliitos on kestävin, saumat ovat tiiviitä ja kestävät kemiallisesti aggressiivisia ympäristöjä.
Valmisteluprosessi ennen HDPE-putkien hitsausta
HDPE-putkien hitsauksen tyypistä riippumatta on suoritettava joukko valmistelutoimenpiteitä ennen työtä. Nimittäin:
- ostaa ja tuoda työmaalle itse putket ja kiinnikkeet (suorat liittimet, kulmaliittimet, T-liittimet ja muut liitoselementit), puristimet ja supistusosat, jotka vastaavat hitsattavien putkien halkaisijaa;
- varustaa ja puhdistaa vieraista esineistä työtaso, jolle hitsauslaite sijoitetaan;
- käsitellä mekaanisesti HDPE-putkien päät ja kaikki liittimet.
Hitsauslaitteiden huollettavuus ja suorituskyky on tarkistettava huolellisesti ennen työtä. Laitteen valmistelu on seuraava:
- hitsauskoneen solmut tarkastetaan silmämääräisesti, maadoituselektrodit ja sähköjohdot tarkistetaan käytettävyyden varalta, trimmeriveitsien teroitusaste tarkistetaan;
- valmistele sitten generaattori, täytä se polttoaineella ja suorita koeajo;
- laitteiden osat (kaavin, trimmeri, lämmitin) puhdistetaan ennen työtä olemassa olevista epäpuhtauksista ja kiinnittyneen polyeteenin jäämistä, minkä jälkeen kaikki pinnat rasvataan liuottimella;
- hitsauslaitteiden hydraulijärjestelmässä on ehdottomasti tarkistettava öljyn läsnäolo ja sen taso, suoritettava liikkuvan puristimen toimivuustesti, jonka jälkeen kaikki laitteen hankaavat osat voidellaan erityisillä yhdisteillä;
- Tarkista kaikki saatavilla olevat ohjaus- ja mittauslaitteet.

Jos vertaamme sähköfuusio- ja puskuhitsausta, ensimmäinen on taloudellisesti vähemmän kannattavaa, mutta on erittäin kätevää valmistaa se tapauksissa, joissa työ tehdään ahtaissa olosuhteissa minimaalisella työtilalla. Sähköfuusiohitsausta käytetään usein HDPE-putkien korjaamiseen (erityisesti putkiin, joiden halkaisija on enintään 160 mm) ja haaran asentamiseen olemassa olevaan putkistoon. Hitsatut saumat laadukkaan työn jälkeen kestävät jopa 16 ilmakehän painetta.
Sähköfuusiohitsausmenetelmän periaate

Sähkökytkin on polyeteenistä valmistettu muotoiltu kappale, jonka kytkentärunkoon on istutettu sähköspiraalit. Liitännät valmistetaan erihalkaisijaisille putkille ja kalibroidaan viivakoodilla, joka ilmaisee lämpötilaolosuhteet, lämmityksen keston ja muita tietoja työhön. Jos suoritetaan HDPE-putkien suorahitsaus, kytkentää käytetään yksinkertaisessa muodossa; muiden rakenteiden asennukseen on sähköfuusio-tee, satulan oksat ja muut polyeteenistä valmistetut osat vastaavilla sähköspiraaleilla.

Periaate on seuraava: kun sähkövirta on kohdistettu kytkentäspiraaliin, lähellä olevan polyeteenikerroksen lämpötila nousee ja sulaa. Sen jälkeen kytkimen alla olevan polyeteeniputken päät lämmitetään. Tässä tapauksessa putki laajenee, muodostuu korkealaatuiseen hitsaukseen tarvittava paine. Virransyötön katkaisun jälkeen putki jäähtyy ja hitsattu sauma hitsatulla holkilla, kovettumalla, muodostaa jäykän hermeettisen liitoksen.

Tekniikka HDPE-putkien hitsaukseen sähköliittimellä
Ennen hitsausprosessia tehdään valmistelu: lika poistetaan putkista, puhdistetaan niiden reunat ja rasvataan sähkökytkimen sisäpinta.
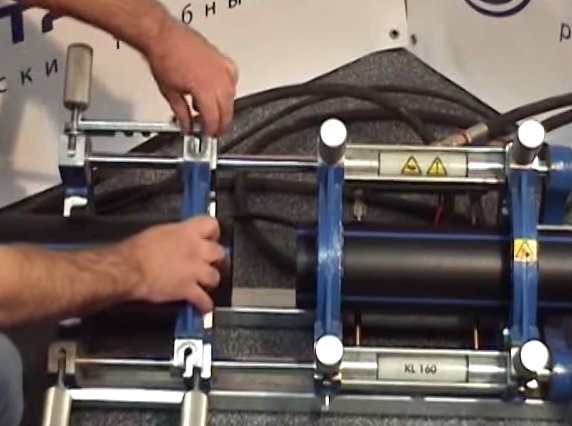
Tämän jälkeen putkien reunat työnnetään kytkimeen ja koko rakenne kiinnitetään asennoittimeen.
Selvittääksesi hitsausparametrit, lue liittimen viivakoodi tai syötä määritetyt arvot manuaalisesti sähköhitsauskoneeseen.
Sähkökytkimen ja hitsauskoneen koskettimet on kytketty toisiinsa ja niihin syötetään jännite.
Kytkimen ja putkien päiden yhdistämisprosessin päätyttyä virta katkaistaan ja rakenne jätetään jäähtymään tarkkailemalla sen liikkumattomuutta. Putken jäähtymisen jälkeen se poistetaan asennoittimesta ja hitsausprotokolla tulostetaan.
Jos hitsattava putki on halkaisijaltaan suuri, tekniikkaan voidaan lisätä osien lisälämmityspiste.
Video - HDPE-putkien sähköfuusiohitsaus
HDPE-putkien päittäishitsaus
Puskuhitsaus on teknisesti monimutkaisempi prosessi kuin HDPE-putkien liittäminen sähköliittimellä. Työ voidaan ottaa vastaan vain hitsaajan pätevyydellä ja asiaankuuluvalla työkokemuksella.

Päikkähitsauksen aikana muodostuu monoliittinen sauma, joka ei ole teknisiltä parametreiltään huonompi kuin muut polyeteeniputkien pinnat, vahingoittamatta rakenteen joustavuutta. Tällä tavalla putket liitetään toisiinsa ja asennetaan myös liittimet ja muut osat.
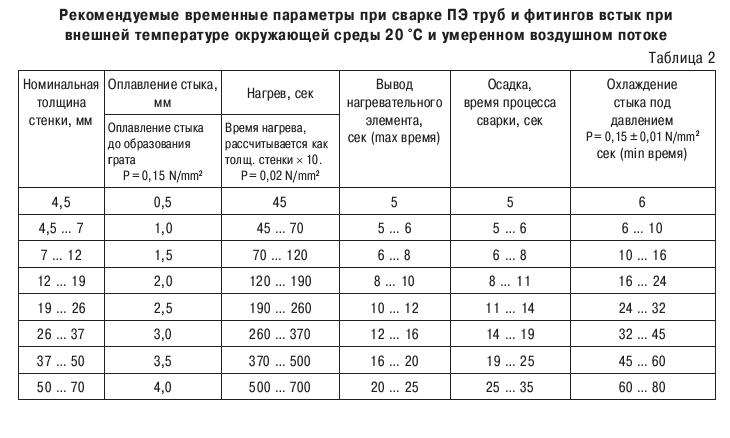
Puskuhitsaus soveltuu vain sellaisten osien liittämiseen, jotka ovat samaa polyeteeniluokkaa, halkaisija, SDR, joiden seinämän paksuus on yli 4,5 mm ja halkaisija yli 50 mm. Käyttölämpötila-alueen tulee olla -15°С - +45°С.
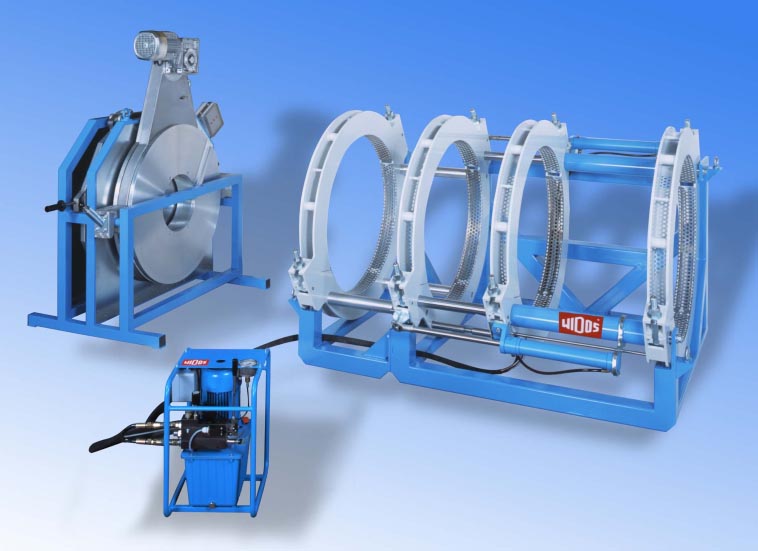
Polyeteeniputkien päittäishitsaustekniikka
Valmisteluvaiheessa tarkastetaan polyeteeniputkien soikeus, verrataan niiden seinämän paksuutta ja verrataan hitsattavien osien SDR-vaatimustenmukaisuutta. Sen jälkeen lastut, kolhut osuvat päistä (voit käyttää sähköleikkuria, joka leikkaa putket 90 ° kulmassa), puhdistetaan epäpuhtauksista (pöly, hiekka, kosteus jne.).
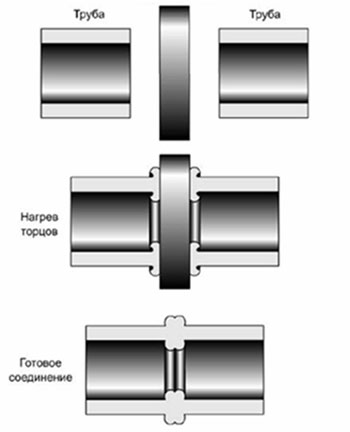
Sen jälkeen muodostetaan ensisijainen salama sulattamalla putkien päät hitsauskoneessa.
Lämmitin vaikuttaa HDPE-putkien päihin. Tässä tapauksessa lämpö leviää syvälle polyeteeniin, sen sulamisprosessi alkaa.
Kun hitsauskoneen lämmitysosaa on pidetty putkien päissä tietyn ajan, joka valitaan tuotteiden koon ja paksuuden mukaan, se poistetaan varovasti ja lämmitetyt putket liitetään yhteen. On tärkeää, että hitsauskoneen irrotukseen ja putkien kuumennettujen päiden liittämiseen kuluva aika on minimaalinen.
Kuumaan polyeteeniin muodostuu liitoksen jälkeen lopullinen välähdys. Oikea paine saadaan aikaan koneella, jossa on hydrodynaaminen moottori.
Kun polyeteeni jäähtyy, saat yhtenäisen tiivistetyn sauman - olkapään. Jos teknologisessa prosessissa / asennuksessa tapahtuu virheitä, sauma osoittautuu epähomogeeniseksi tai kaarevaksi. On tärkeää, etteivät putken seinämät pääse siirtymään toistensa suhteen enempää kuin 10 % niiden seinämän paksuudesta.
Video - Polyeteeniputkien puskuhitsaus