HDPE-putkien liitoshitsaus: liitostyypit ja -ominaisuudet
Polymeerimateriaalit täyttävät vähitellen kaikki tavara- ja palvelumarkkinoiden markkinaraot, ja ne tunkeutuvat paitsi kotitalouksien ja teollisuuden aloille, koska ne antavat ainutlaatuisia teknisiä ja toiminnallisia ominaisuuksia erilaisille tuotteille. Artikkeli keskittyy matalatiheyksisestä polyeteenistä (HDPE) valmistettuihin putkiin sekä tekniikoihin, joilla tällaisten tuotteiden hitsaus tehdään.
Nykyiset HDPE-putkien asennusmenetelmät
HDPE-putket ovat nykyään erittäin suosittuja, koska ne on erittäin helppo asentaa (yhden työntekijän avulla). Sinun on kuitenkin ymmärrettävä, kuinka nämä putket liitetään toisiinsa luotettavan putkiston saamiseksi.
On olemassa kahdenlaisia yhteyksiä:
- Irrotettava. Mahdollistaa rakenteen purkamisen käytön aikana. Voit luoda tällaisen liitoksen teräslaippojen avulla.
- Yksi kappale. HDPE-putkisegmenttien rakenne on monoliittinen. Se toteutetaan hitsaamalla putkia puskumenetelmällä tai liittimillä.
Asennettaessa putkilinjaa, jolla on suuri halkaisija, on käytettävä lämpöresistiivisiä liittimiä. Tässä tapauksessa monoliittinen liitos on vahva, eikä sen muodonmuutosvaaraa asianmukaisen käytön aikana ole.
HDPE-putkien puskuhitsauksen ominaisuudet
Ensinnäkin työn suorittamiseen tarvitset koneen HDPE-putkien päittäishitsaukseen. Mukava bonus on, että sinun ei tarvitse ostaa lisäliitteitä siihen. Tekniikka soveltuu vain halkaisijaltaan samankokoisten HDPE-putkien liittämiseen.
HDPE-putkien laadukkain hitsaus saavutetaan vain, kun segmentit on kiinnitetty yhteen saumaan. Tällöin adheesiolujuus on optimaalinen, eikä putkilinjassa ole suurta määrää huippukuormituspisteitä.
Hitsaus on tähän päivään asti monipuolisin ja tehokkain tapa asentaa putkia, eikä edes se, että putkien valmistusmateriaalina käytetään polyeteeniä, ei vähennä hitsauksen suosiota. Hitsatussa putkilinjassa materiaalin joustavuus säilyy sen koko pituudelta. Sillä ei ole merkitystä, kuinka järjestelmä tarkalleen asennetaan, koska HDPE-putkien hitsauskone mahdollistaa työn suorittamisen kaikissa olosuhteissa.

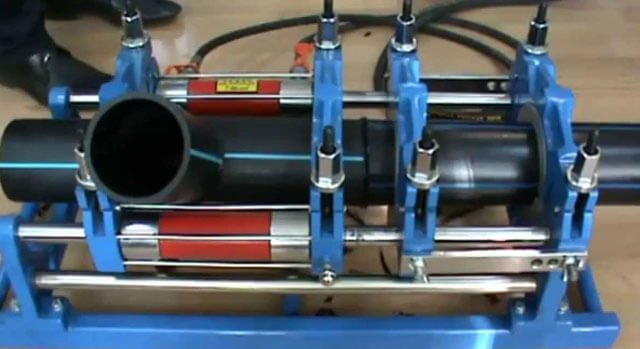
Hitsausprosessi on seuraava:
- Putkien päät asennetaan keskittimeen (elementti, joka on varustettu hitsauskoneella HDPE-putkien hitsaukseen), ja sitten kohdistetaan toisiinsa ja kiinnitetään tiukasti (lue myös: " "). Tässä tapauksessa putkien päät on puhdistettava perusteellisesti erilaisista lioista, pölystä jne.
- Seuraavaksi sinun on käytettävä trimmauslaitetta hitsattavien putkistojen osien koneistamiseen. Tässä vaiheessa sinun on saavutettava jopa 0,5 mm lastut ja tarkistettava sitten putken päätyosien liitos. Kaikki HDPE-putkien väliset raot on poistettava toistamalla leikkaus.
- Sitten HDPE-putkien hitsauslaitteita käytetään päiden lämmittämiseen. Muista käyttää lämmityselementtiä, jossa on tarttumaton pinnoite. Kun päät alkavat sulaa, ne on erotettava ja lämmitin on poistettava viipymättä.
- Kuumennetut segmentit yhdistetään ja niiden puristusvoima kasvaa tasaisesti, kunnes kaksi putkea ovat tiukasti kiinni toisiinsa nähden. On suositeltavaa odottaa pidempään, kunnes liitos jäähtyy. Vain tässä tapauksessa sauma on mahdollisimman luotettava.
Hitsauksen laadun määrää sekä tehdyn sauman ulkonäkö että putkilinjan lineaariset mitat risteyksessä (epäsäännöllisyyksiä ei pitäisi olla).
HDPE-putkien hitsaus kytkimen läpi
Jos teet HDPE-putkien holkkihitsauksen omin käsin, sinulla on oltava "juottokolvi" -tyyppinen hitsausyksikkö sekä siihen tarvittava kiinnityssarja. Suuttimien halkaisijat valitaan käytettyjen liitosten mittojen mukaan. Hitsauslaitteiden lisäksi on ostettava liittimet: kytkimet, kulmat, tiiät jne.
Itse asiassa hitsauspari on liittimen ja putken päät. Menetelmä on hankala, koska jos liitos on väärä, putkisto viistetyy, ja siksi liitososien lukumäärän on oltava suurempi kuin tarkoitettujen liitosten lukumäärä.

Holkkihitsauksen etuna on, että se voidaan suorittaa erittäin epämukavissa olosuhteissa, kun putkien aksiaalinen siirtymä on rajoitettu. HDPE-putki kuumennetaan koskettamalla juotosraudan metallisuutinta.
Rakenteellisesti suutin koostuu kahdesta elementistä, jotka on kierretty yhdeksi. Liitintä lämmitetään ensimmäisellä osalla, jota kutsutaan "tuurnaksi", ja toista kutsutaan "holkiksi" ja siihen työnnetään HDPE-putki.
Liittimen läpi hitsauksen valmisteluvaihe
Sinun on aloitettava kahden putken liittäminen suoritettuasi tietyt toimenpiteet putken ja liittimen kanssa:
- Putki leikataan erityisillä saksilla ottaen huomioon vaadittu koko. On parasta käyttää saksia, joissa on säädettävä leikkauskulma, koska osan on sijaittava suorassa kulmassa putken ulkoseinään nähden.
- Hitsaukseen osallistuvat alueet on puhdistettava liasta, pölystä ja purseista. Putken sisäpuoli on parasta sulkea siltä puolelta, jossa hitsausta ei tehdä tulpalla.
- Jos hitsauskonetta käytetään uudelleen, älä unohda puhdistaa sitä edellisen menettelyn jäännöksistä.
Kun olet suorittanut yllä kuvatut vaiheet, voit aloittaa juotosraudan lämmittämisen. Erikoisosoitin, joka on saatavana kaikissa HDPE-putkien hitsauskoneissa, osoittaa, että haluttu lämpötila-arvo on saavutettu. Työ suoritetaan tarkasti ajallaan, mikä vastaa putken tiettyä ulkohalkaisijaa.
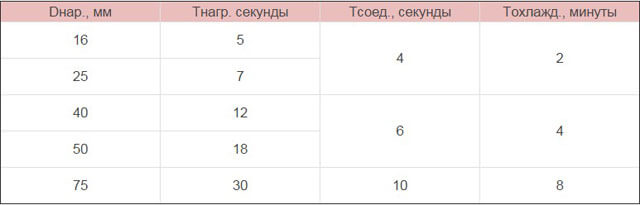
Seuraavassa on luettelo kunkin lämmitys- ja liitosvaiheen aikarajoista HDPE-standardin putkihalkaisijan osalta (ulkohalkaisija (millimetreinä); elementtien kuumennusaika (sekunteina); lämmitettyjen elementtien liitosaika (sekuntia); liitoksen jäähdytysaika (minuuttia) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Ehkä tärkein vaihe on liitoselementtien kiinnittäminen suuttimeen, koska liiallinen paine voi saada massan esiin päitä sulatettaessa muodostaen suuren renkaan putken ja liittimen reunoihin.
Tämän vuoksi sinun on asetettava putki ja asetettava liitin kokonaan, mutta älä käytä liiallista voimaa prosessin viimeisessä vaiheessa. Tämä voidaan välttää kiinnittämällä liitin ja asettamalla putki juotoskolvi pois päältä.
Tässä tapauksessa voit laittaa sopivan merkin. Kun lämmitys on tapahtunut, sinun on poistettava elementit ja liitettävä ne, kunnes purseet ovat liittyneet. Kunnes se jäähtyy kokonaan, rakenteen tulee olla levossa eikä siihen kohdistu mekaanista rasitusta.
Mikä on ainutlaatuista ja miten sähköfuusiohitsaus suoritetaan?
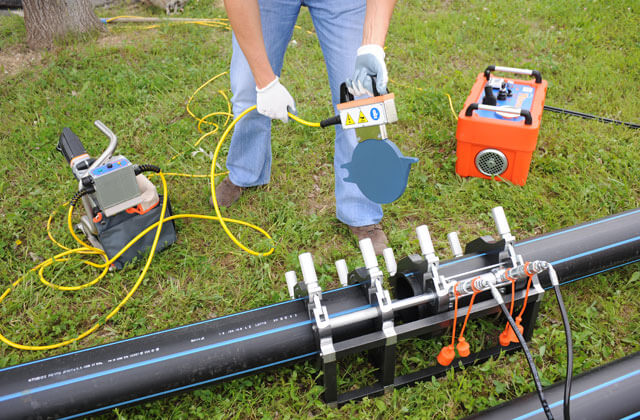
Sähköfuusiohitsaus on moderni muunnos edellä kuvatusta putkien liitosmenetelmästä. Tämän menettelyn toteuttamiseksi käytetään erityisiä kytkimiä, joihin alun perin sijoitetaan sähköiset lämmityselementit. Ottaen huomioon, että sellaista resurssia kuin sähköenergiaa kuluu, ei tarvitse puhua prosessin kustannustehokkuudesta verrattuna tavanomaiseen päihitsaukseen.

Yksinkertaisin elementti tämän tyyppisessä hitsauksessa on sähköliitin, mutta on olemassa myös satulakaareja ja sähköfuusiotyyppisiä tiiä. Seuraavaksi puhumme siitä, kuinka asennus voidaan suorittaa itsenäisesti sähköliittimillä ja sähköfuusiohitsauskoneella.
Tällaisen hitsauskoneen suunnittelu edellyttää erityisten spiraalien läsnäoloa, jotka ovat lämmityselementtejä. Ohut kerros liittimen päästä sulaa lämpötilan vaikutuksesta ja tämä mahdollistaa sen liittämisen putkilinjan muovisegmentteihin. Spiraali pysyy elementtien välisessä saumassa, mikä antaa rakenteelle lisää lujuutta (samanlainen kuin vahvistus). Luonnollisesti tämä menetelmä on kallein ja sitä käytetään pääasiassa kaasuputkien kokoamiseen.
Työ suoritetaan sähköfuusiohitsausprosessin aikana tietyssä järjestyksessä:
- Erityisellä leikkurilla putki leikataan ennalta merkittyihin osiin.
- Sitten sinun on puhdistettava sähköliittimen sisäpuoli ja toisiinsa hitsatut putkiosat. Sitten nämä samat alueet poistetaan rasvasta.
- Paikat on merkitty putkiin, jotta voit hallita kytkimen sisäänvientisyvyyttä.
- Putkien avoimet päät, joita ei hitsata tässä vaiheessa, suljetaan tulpilla.
- Hitsauskone on kytketty kytkimeen kahdella johdolla, mikä mahdollistaa sen sijoittamisen etäälle työmaalta.
- Käynnistyspainiketta painetaan. Kuumennuksen, tarttumisen ja täydelliseen jäähtymiseen asti putkiosien on pysyttävä liikkumattomina toisiinsa nähden.
- Kone sammuu myös itsenäisesti vaaditun ajan kuluttua, koska se oli alun perin konfiguroitu HDPE-putkien juottamiseen (lue myös: " ").
- Putkilinja voidaan ottaa käyttöön aikaisintaan 1 tunnin kuluttua hitsauksesta.

HDPE-putkien hitsattujen liitosten on täytettävä seuraavat vaatimukset:
- hitsaus on sijoitettava samalle tasolle tai putkilinjan ulkopinnan yläpuolelle;
- putkistojen osien siirtymä ei saa olla yli 10 prosenttia käytetyn putken seinämän paksuudesta;
- putkilinjan yläpuolelle työntyvän sauman, jonka seinämän paksuus on enintään 5 millimetriä, tulee olla enintään 2,5 millimetriä ja 6 millimetristä 2 senttimetriin - enintään 5 millimetriä.
Bottom line
Artikkelissa kuvataan yksityiskohtaisesti HDPE-putkien hitsausmenetelmät, ja työntekijä voi valita vain optimaalisimman tietylle putkilinjalle. Jos työt tehdään selkeästi ehdotettujen ohjeiden mukaan, putkisto kestää pitkään, tehokkaasti ja luotettavasti. Myös koko asennusprosessi voidaan uskoa asiantuntijoille, jotka tarjoavat omat laitteet ja auttavat tarvittavien materiaalien hankinnassa.