Typy přírub
Příruba je způsob spojování potrubí, ventilů, čerpadel a dalších zařízení do potrubního systému. Tento způsob připojení poskytuje snadný přístup pro čištění, kontrolu nebo úpravu. Příruby jsou obvykle závitové nebo svařované. Přírubový spoj se skládá ze dvou přírub upevněných šrouby a těsněním mezi nimi pro zajištění těsnosti.
Trubkové příruby jsou vyrobeny z různých materiálů. Příruby jsou povrchově opracované z litiny a tvárné litiny, ale nejčastěji používaným materiálem je kovaná uhlíková ocel.
Nejpoužívanější příruby v ropném a chemickém průmyslu:
- se svařovacím hrdlem
- přes přírubu
- svařené s vybráním pro svařování
- svařovaný přesah (volně se otáčející)
- závitová příruba
- přírubová zástrčka

Všechny typy přírub, kromě volných, mají zesílený povrch.
Speciální příruby
S výjimkou výše uvedených přírub existuje řada speciálních přírub, jako jsou:
- membránová příruba
- dlouhé svařované příruby límce
- expanzní příruba
- příruba adaptéru
- kruhová zástrčka (součást přírubového spoje)
- kotoučové zátky a mezikroužky (součást přírubového spoje)
Nejběžnější materiály používané pro příruby jsou uhlíková ocel, nerezová ocel, litina, hliník, mosaz, bronz, plast atd. Kromě toho mají příruby, stejně jako tvarovky a trubky pro speciální aplikace, někdy vnitřní povlak ve formě vrstvy materiálu zcela jiné kvality, než jsou samotné příruby. Jedná se o lemované příruby. Materiál přírub se nejčastěji nastavuje při výběru potrubí. Příruba je zpravidla vyrobena ze stejného materiálu jako samotné trubky.
Příklad přivařovací příruby s nákružkem 6" - 150#-S40
Každá příruba ASME B16.5 má řadu standardních velikostí. Pokud projektant v Japonsku, nebo člověk připravující projekt pro start-up v Kanadě, nebo potrubní montér v Austrálii mluví o přivařovací přírubě 6"-150#-S40 podle ASME B16.5, pak má na mysli tzv. přírubu, která je zobrazena níže. 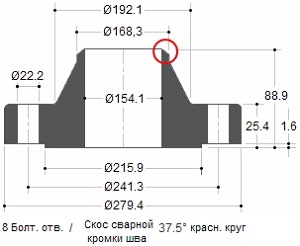
V případě objednávky příruby by dodavatel rád znal kvalitu materiálu. Například ASTM A105 je lisovaná příruba z uhlíkové oceli, zatímco A182 je lisovaná příruba z legované oceli. Předpisem tedy musí být pro dodavatele stanoveny obě normy: Weld Flange 6"-150#-S40-ASME B16.5/ASTM A105.
TLAKOVÁ TŘÍDA
Třída tlaku nebo jmenovité hodnoty pro příruby budou v librách. Pro označení tlakové třídy se používají různé názvy. Například: 150 Lb nebo 150 Lbs nebo 150# nebo Class 150, znamenají totéž.
Kované ocelové příruby mají 7 hlavních klasifikací:
150 liber - 300 liber - 400 liber - 600 liber - 900 liber - 1500 liber - 2500 liber
Pojem klasifikace přírub je jasný a zřejmý. Příruba třídy 300 zvládne vyšší tlaky než příruba třídy 150, protože příruba třídy 300 má více kovu a vydrží vyšší tlaky. Existuje však řada faktorů, které mohou ovlivnit mez tlaku příruby.
PŘÍKLAD
Příruby vydrží různé tlaky při různých teplotách. Se stoupající teplotou klesá tlaková třída příruby. Například příruba třídy 150 je dimenzována na přibližně 270 PSIG při okolní teplotě, 180 PSIG při 200 °C, 150 PSIG při 315 °C a 75 PSIG při 426 °C.
Další faktory jsou, že příruby mohou být vyrobeny z různých materiálů, jako je legovaná ocel, litina a tvárná litina atd. Každý materiál má jiné tlakové třídy.
PARAMETR "TLAK-TEPLOTA"
Tlako-teplotní třída definuje provozní, maximální dovolený přetlak v barech při teplotě ve stupních Celsia. Pro střední teploty je povolena lineární interpolace. Interpolace mezi třídami notace není povolena.
Teplotně-tlakové klasifikace
Třída teploty a tlaku je použitelná pro přírubové spoje, které splňují limity pro šroubové spoje a těsnění, které jsou vyrobeny v souladu se správnou praxí pro montáž a vyrovnání. Použití těchto tříd pro přírubové spoje, které nesplňují tyto limity, je v odpovědnosti uživatele.
Teplota uvedená pro odpovídající tlakovou třídu je teplotou vnitřního pláště součásti. V zásadě je tato teplota stejná jako teplota obsažené kapaliny. V souladu s požadavky současných zákonů a předpisů při použití tlakové třídy odpovídající teplotě odlišné od protékající kapaliny nese veškerou odpovědnost zákazník. Pro jakoukoli teplotu pod -29°C nesmí být hodnocení vyšší než při použití při -29°C.
Jako příklad níže najdete dvě tabulky se skupinami materiálů podle ASTM a dvě další tabulky s teplotně-tlakovou třídou pro tyto materiály podle ASME B16.5.
| Materiály ASTM skupina 2-1.1 |
|||
| Jmenovité označení |
Lisování |
Casting |
desky |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
POZNÁMKY:
|
|||
| Teplotní a tlaková třída pro ASTM Group 2-1.1 Materiály Provozní tlak podle třídy |
|||||||
| Teplota °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Teplotní a tlaková třída pro ASTM Group 2-2.3 Materiály Provozní tlak podle třídy |
|||||||
| Teplota °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
POVRCH PŘÍRUBY
Tvar a provedení povrchu příruby určí, kde bude umístěn těsnicí kroužek nebo těsnění.
Nejpoužívanější typy:
- zvýšená plocha (RF)
- rovný povrch (FF)
- drážka pro o-kroužek (RTJ)
- s vnějším a vnitřním závitem (M&F)
- pero a drážka (T&G)
Zvýšená plocha, nejpoužitelnější typ příruby, snadno identifikovatelná. Tento typ se nazývá proto, že povrch těsnění vyčnívá nad povrch šroubového spoje. 
Průměr a výška jsou definovány v souladu s ASME B16.5 pomocí tlakové třídy a průměru. V tlakové třídě do 300 Lbs je výška cca 1,6 mm a v tlakové třídě od 400 do 2500 Lbs je výška cca 6,4 mm. Tlaková třída příruby určuje výšku zvýšeného čela. Účelem (RF) příruby je soustředit větší tlak na menší plochu těsnění, čímž se zvýší tlakový limit spoje.
Pro výškové parametry všech přírub popsaných v tomto článku se používají rozměry H a B, s výjimkou přeplátované příruby, které je třeba chápat a pamatovat si to následovně:
V tlakových třídách 150 a 300 Lbs je výška výstupku přibližně 1,6 mm (1/16 palce). Téměř všichni dodavatelé přírub v těchto dvou třídách uvádějí ve svých prospektech nebo katalozích rozměry H a B, včetně čela (viz obr.1 níže) 
V tlakových třídách 400, 600, 900, 1500 a 2500 Lbs je výška výstupku 1/4 palce (6,4 mm). V těchto třídách mnoho dodavatelů uvádí rozměry H a B bez zahrnutí výšky výstupku (viz obr. 2 výše)
V tomto článku najdete dvě velikosti. Horní řada rozměrů nezahrnuje výšku výstupku a rozměry v dolním řádku zahrnují výšku výstupku.
ROVNÝ POVRCH (FF - Plochý obličej)
U ploché (celoplošné) příruby je těsnění ve stejné rovině jako šroubový spoj. Nejčastěji se ploché čelní příruby používají tam, kde je protipříruba nebo tvarovka odlita. 
Plochá čelní příruba se nikdy nepřipojuje ke zvýšené přírubě. Podle ASME B31.1 je při napojování litinových plochých přírub na příruby z uhlíkové oceli nutné odstranit výstupek na ocelové přírubě a celý povrch utěsnit těsněním. To se provádí proto, aby tenká, křehká litinová příruba nepraskla v důsledku vyčnívání ocelové příruby.
PŘÍRUBA S KOŘENEM PRO TĚSNĚNÍ O-KROUŽKŮ (RTJ - spoj typu kroužek)
Příruby RTJ mají ve svém povrchu vyřezané drážky, do kterých jsou vloženy ocelové o-kroužky. Příruby jsou utěsněny díky skutečnosti, že při utahování šroubů je těsnění mezi přírubami vtlačeno do drážek, deformováno a vytváří těsný kontakt kov na kov. 
Příruba RTJ může mít vytvořený břit s prstencovou drážkou. Tento výstupek neslouží jako těsnění jakéhokoli druhu. U přírub RTJ, které jsou utěsněny O-kroužky, se mohou vyvýšené plochy slícovaných a utažených přírub dostat do vzájemného kontaktu. V tomto případě stlačené těsnění již nebude přenášet další zatížení, utahování šroubů, vibrace a posunutí již nebudou drtit těsnění a snižovat utahovací sílu.
Kovové o-kroužky jsou vhodné pro použití při vysokých teplotách a tlacích. Jsou vyrobeny se správnou volbou materiálu a profilu a jsou vždy použity ve vhodných přírubách, které poskytují dobré a spolehlivé těsnění.
O-kroužky jsou navrženy tak, že k utěsnění dochází pomocí "náběžné linie kontaktu" nebo zaklínění mezi protipřírubou a těsněním. Působením tlaku na těsnění prostřednictvím šroubu proniká měkčí kov těsnění jemnou strukturou tužšího materiálu příruby a vytváří velmi těsné a účinné těsnění. 
Nejpoužívanější prsteny:
Typ R-Oval podle ASME B16.20
Vhodné pro ASME B16.5 příruby tlakové třídy 150 až 2500.
Typ R-Octagonal podle ASME 16.20
Vylepšený design oproti původnímu R-Ovalu. Lze je však použít pouze pro ploché příruby s drážkou. Vhodné pro ASME B16.5 příruby tlakové třídy 15 až 2500.
PŘÍRUBY S TĚSNĚNÍM A POVRCHOVÝM TYPEM NÁDOBY (LMF - velký mužský obličej; LFF - velký ženský obličej)
Příruby tohoto typu se musí shodovat. Jedna plocha příruby má oblast, která přesahuje normální limity plochy příruby ( Táto). Druhá příruba nebo protipříruba má odpovídající vybrání ( Matka) vytvořený na jeho povrchu.
Polovolná pokládka
- Hloubka podříznutí (zářezu) je obvykle stejná nebo menší než výška výstupku, aby se zabránilo kontaktu kov na kov, když je těsnění stlačeno
- Hloubka zářezu není obvykle o více než 1/16" větší než výška rtu
PŘÍRUBA S TĚSNICÍ PLOCHOU
(Protruze - Tvář jazyka - TF; Deprese - Tvář drážky - GF)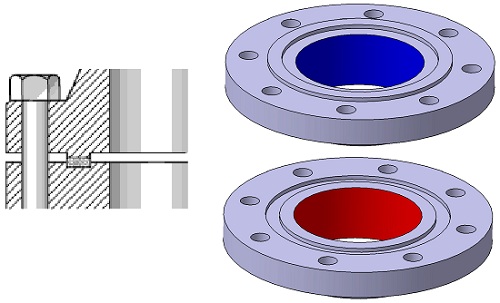
Příruby tohoto typu se také musí shodovat. Jedna příruba má na povrchu této příruby vytvořený prstenec s výstupkem (trnem), přičemž na povrchu protikusu je obrobena drážka. Takové povrchy se běžně vyskytují na krytech čerpadel a krytech ventilů.
Pevné těsnění
- Rozměry těsnění jsou stejné nebo menší než výška drážky
- Těsnění širší než drážka ne více než 1/16"
- Rozměry těsnění budou odpovídat rozměrům drážky
- Při demontáži musí být spoj odděleně uvolněn
ROVNÝ POVRCH A DRÁŽKA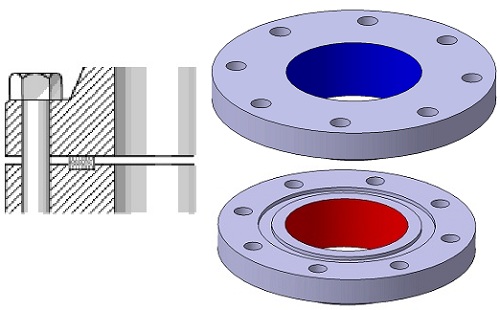
Pevné těsnění
- Jedna plocha je rovná, druhá je vroubkovaná
- Pro aplikace, kde je vyžadována přesná kontrola komprese těsnění
- Doporučují se pouze pružná těsnění – spirálová, dutá, tlakem ovládaná a kovová těsnění
POVRCHOVÁ ÚPRAVA PŘÍRUBY
ASME B16.5 vyžaduje, aby povrch příruby (vyvýšené čelo a ploché čelo) měl určitou drsnost, aby tento povrch, když je vyrovnán s těsněním, poskytoval dobré těsnění. 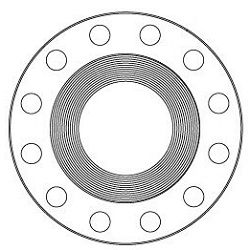
Konečné drážkování, ať už soustředné nebo spirálové, vyžaduje 30 až 55 drážek na palec, což má za následek drsnost mezi 125 a 500 mikropalci. To umožní výrobcům přírub zpracovat jakoukoli třídu kovového těsnění příruby.
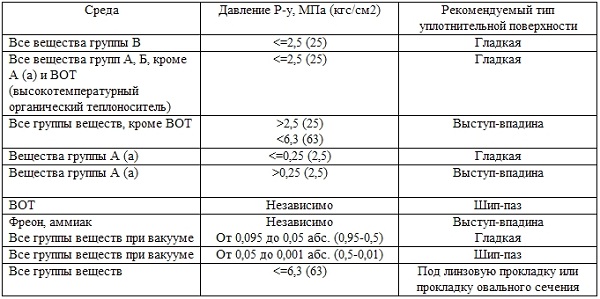
Pro potrubí přepravující látky skupiny A a B technologických zařízení kategorie výbušnosti I není dovoleno používat přírubové spoje s hladkou těsnící plochou, s výjimkou případů použití spirálově vinutých těsnění.
NEJPOUŽÍVANĚJŠÍ POVRCHY
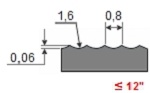
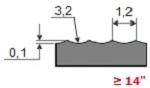
Hrubování
| Nejčastěji se používá při obrábění jakékoli příruby, protože je vhodná pro téměř všechny běžné provozní podmínky. Při stlačení se měkký povrch těsnění dostane do záběru s obrobeným povrchem, což pomůže vytvořit těsnění a mezi spojenými částmi bude vysoká úroveň tření. Dokončení těchto přírub se provádí frézou s poloměrem 1,6 mm při rychlosti posuvu 0,88 mm na otáčku pro 12". U 14" a větších se obrábění provádí frézou s poloměrem 3,2 mm při posuvu 1,2 mm naopak. |
 |
 |
Spirálový zářez
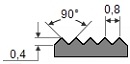 To může být souvislá nebo fonografická spirálová drážka, ale liší se od hrubování tím, že drážka je získána použitím 90° frézy, která vytváří V-profil s 45° rýhovaným úhlem.
To může být souvislá nebo fonografická spirálová drážka, ale liší se od hrubování tím, že drážka je získána použitím 90° frézy, která vytváří V-profil s 45° rýhovaným úhlem. Soustředný zářez.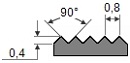 Jak název napovídá, obrábění se skládá ze soustředných drážek. Používá se fréza 90° a kroužky jsou rozmístěny rovnoměrně po celé ploše.
Jak název napovídá, obrábění se skládá ze soustředných drážek. Používá se fréza 90° a kroužky jsou rozmístěny rovnoměrně po celé ploše.
Hladký povrch.![]() Takové zpracování nezanechává vizuálně stopy po nástroji. Takové povrchy se obvykle používají pro těsnění s kovovým povrchem, jako je dvojitý plášť, plochá ocel nebo vlnitý kov. Hladký povrch pomáhá vytvořit těsnění a závisí na rovinnosti protilehlého povrchu. Typicky je toho dosaženo kontaktním povrchem těsnění tvořeným souvislou (někdy nazývanou fonografickou) spirálovou drážkou vytvořenou frézou o poloměru 0,8 mm, při rychlosti posuvu 0,3 mm na otáčku, hloubce 0,05 mm. Výsledkem bude drsnost mezi Ra 3,2 a 6,3 mikrometry (125-250 mikropalců)
Takové zpracování nezanechává vizuálně stopy po nástroji. Takové povrchy se obvykle používají pro těsnění s kovovým povrchem, jako je dvojitý plášť, plochá ocel nebo vlnitý kov. Hladký povrch pomáhá vytvořit těsnění a závisí na rovinnosti protilehlého povrchu. Typicky je toho dosaženo kontaktním povrchem těsnění tvořeným souvislou (někdy nazývanou fonografickou) spirálovou drážkou vytvořenou frézou o poloměru 0,8 mm, při rychlosti posuvu 0,3 mm na otáčku, hloubce 0,05 mm. Výsledkem bude drsnost mezi Ra 3,2 a 6,3 mikrometry (125-250 mikropalců)
TĚSNĚNÍ
Pro vytvoření těsného přírubového spojení jsou zapotřebí těsnění. 
Těsnění jsou stlačené desky nebo kroužky používané k vytvoření vodotěsného spojení mezi dvěma povrchy. Těsnění jsou vyráběna tak, aby odolávala extrémním teplotám a tlakům a jsou k dispozici v kovových, polokovových a nekovových materiálech.
Principem těsnění může být například stlačení těsnění mezi dvěma přírubami. Těsnění vyplňuje mikroskopické prostory a povrchové nerovnosti přírub a následně tvoří těsnění, které zabraňuje úniku kapalin a plynů. Je vyžadována správná a pečlivá instalace těsnění, aby se zabránilo úniku v přírubovém spoji.
Tento článek popisuje těsnění vyhovující ASME B16.20 (kovová a polokovová těsnění přírub potrubí) a ASME B16.21 (nekovová těsnění přírub plochých potrubí)
ŠROUBY
Ke spojení dvou přírub k sobě jsou zapotřebí šrouby. Počet bude určen počtem otvorů v přírubě a průměr a délka šroubů bude záviset na typu příruby a její tlakové třídě. Nejčastěji používanými šrouby v ropném a chemickém průmyslu pro příruby ASME B16.5 jsou svorníky. Čep se skládá ze závitové tyče a dvou matic. Dalším dostupným typem šroubu je běžný šestihranný šroub s jednou maticí.
Rozměry, rozměrové tolerance atd. byly definovány v ASME B16.5 a ASME B18.2.2, materiály v různých normách ASTM.
TOČIVÝ MOMENT
Pro dosažení těsného spojení příruby musí být těsnění správně nainstalováno, šrouby musí mít správný utahovací moment a celkové utahovací napětí musí být rovnoměrně rozloženo po celé přírubě. 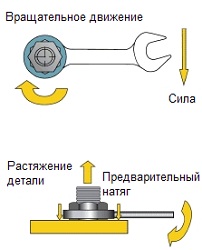
Potřebné natažení se provádí pomocí utahovacího momentu (aplikace předpětí na spojovací prvek otáčením jeho matice).
Správný utahovací moment šroubu umožňuje nejlepší využití jeho elastických vlastností. Aby šroub dobře fungoval, musí se chovat jako pružina. Během provozu způsobí utahování šroubu axiální předpětí. Tato tažná síla je samozřejmě rovna opačným tlakovým silám působícím na součásti sestavy. Může být označována jako utahovací síla nebo tažná síla.
MOMENTOVÝ KLÍČ
Momentový klíč je obecný název pro ruční nástroj, který se používá k aplikaci přesného krouticího momentu na kloub, ať už je to šroub nebo matice. To umožňuje obsluze měřit rotační sílu (točivý moment) působící na šroub, která musí odpovídat specifikaci. 
Výběr správné techniky utahování šroubů příruby vyžaduje zkušenosti. Správná aplikace kterékoli z technik také vyžaduje kvalifikaci jak nástroje, který má být použit, tak odborníka, který bude práci provádět. Níže jsou uvedeny nejběžněji používané metody utahování šroubů:
- utahování rukou
- pneumatický utahovák
- hydraulický momentový klíč
- ruční momentový klíč s kolébkou nebo převodem
- hydraulický napínák šroubů
Ztráta točivého momentu je vlastní každému šroubovému spojení. Kombinovaný účinek uvolnění šroubu (asi 10 % během prvních 24 hodin po instalaci), tečení těsnění, vibrace v systému, tepelná roztažnost a pružná interakce během utahování šroubů přispívají ke ztrátě točivého momentu. Když ztráta točivého momentu dosáhne kritické úrovně, vnitřní tlak překročí kompresní sílu, která drží těsnění na místě, v takovém případě může dojít k úniku nebo prasknutí.
Klíčem ke snížení těchto účinků je správné umístění těsnění. Při montáži těsnění je nutné přiložit příruby k sobě a hladce a paralelně, s nejmenším utahovacím momentem, utáhnout 4 šrouby ve správném pořadí utahování. To sníží provozní náklady a zvýší bezpečnost.
Důležitá je také správná tloušťka těsnění. Čím silnější je těsnění, tím vyšší je jeho tečení, což může vést ke ztrátě utahovacího momentu. Norma ASME pro zoubkované příruby obecně doporučuje těsnění 1,6 mm. Tenčí materiály mohou pracovat při vyšším zatížení těsnění a tím i vyšším vnitřním tlaku.
MAZÁNÍ SNIŽUJE TŘENÍ
Mazání snižuje tření během utahování, snižuje vypadnutí šroubu během instalace a zvyšuje životnost. Změna koeficientu tření ovlivňuje velikost předpětí dosaženého při daném utahovacím momentu. Větší koeficient tření má za následek menší přeměnu točivého momentu na předpětí. Aby bylo možné přesně nastavit požadovanou hodnotu točivého momentu, musí být známa hodnota součinitele tření uváděná výrobcem maziva.
Na povrch matice ložiska i na vnější závit je třeba nanést mazivo nebo směsi proti zadření.
SEKVENCE UTAHOVÁNÍ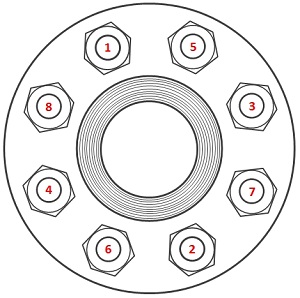 Nejprve projeďte, lehce utáhněte první šroub, pak další naproti němu, pak o čtvrt otáčky v kruhu (nebo o 90 stupňů), abyste utáhli třetí šroub a naproti němu čtvrtý. Pokračujte v této sekvenci, dokud nebudou všechny šrouby utaženy. Při utahování čtyřšroubových přírub použijte křížový vzor.
Nejprve projeďte, lehce utáhněte první šroub, pak další naproti němu, pak o čtvrt otáčky v kruhu (nebo o 90 stupňů), abyste utáhli třetí šroub a naproti němu čtvrtý. Pokračujte v této sekvenci, dokud nebudou všechny šrouby utaženy. Při utahování čtyřšroubových přírub použijte křížový vzor.
PŘÍPRAVA UPEVNĚNÍ PŘÍRUBY
Pro dosažení těsnosti v přírubových spojích je nutné, aby všechny součásti byly přesné.
Před zahájením procesu připojení je třeba provést následující kroky, abyste předešli problémům v budoucnu:
- Očistěte povrchy přírub a zkontrolujte, zda nejsou poškrábané, povrchy musí být čisté a bez jakýchkoliv závad (hrboly, důlky, promáčkliny atd.)
- Zkontrolujte všechny šrouby a matice, zda nejsou poškozené nebo zkorodované. Podle potřeby vyměňte nebo opravte šrouby nebo matice
- Odstraňte otřepy ze všech závitů
- Namažte závity šroubů nebo svorníků a povrchy matic přiléhající k přírubě nebo podložce. Ve většině aplikací se doporučují tvrzené podložky.
- Nainstalujte nové těsnění a ujistěte se, že je vystředěno. NEPOUŽÍVEJTE STARÉ TĚSNĚNÍ ani nepoužívejte více těsnění.
- Zkontrolujte vyrovnání přírub podle standardu procesního potrubí ASME B31.3
- Upravte polohu matic, abyste se ujistili, že 2-3 závity jsou nad horní částí závitu.