Závitování trubek - potřebné nástroje a technologie
Tradiční způsob spojování různých částí je mechanický. V případě trubek to znamená jejich spojení dohromady pomocí závitových spojů a vhodných tvarovek. V zásadě se tato technika používá při spojování vzorků kovů nebo některých kompozitních materiálů. Jaké nástroje se používají k řezání závitů na trubkách, jak přesně se to dělá, je tématem navrhovaného článku.
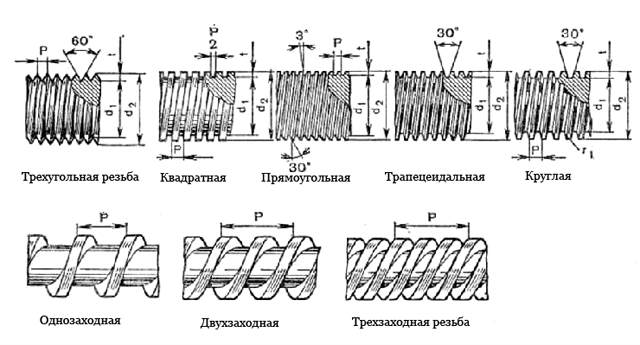
Podle níže uvedené tabulky je snadné zjistit, jak se jeden typ závitu liší od druhého.
Hlavní parametry závitu – stoupání, průměry, výška profilu atd. – jsou znázorněny ve schématech.
Technologie řezání závitů a potřebné nástroje
Závit lze získat jak ručně, tak pomocí obráběcích strojů. Nemá smysl uvažovat o druhé možnosti, protože všechny nuance takové práce jsou odborníkovi dobře známy. Kromě toho lze závitování provádět na různých modelech instalací pomocí jednoho nebo druhého nástroje, v závislosti na typu stroje.
Ale v každodenním životě nebo během instalačních prací na předmětu je nit odříznuta, se vzácnými výjimkami, pomocí nejjednodušších zařízení nebo, jak se říká, vlastníma rukama. To je pro čtenáře zajímavější, takže se zastavíme u ručních metod řezání.
Vnější závit
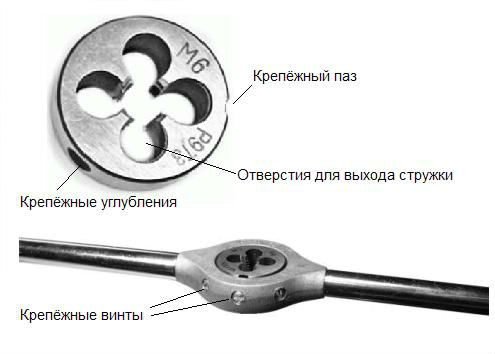
Zemře (lerks). Sortiment těchto produktů je významný. Každý vzorek odpovídá určitému průměru trubky, na které se provádí řezání.

Zápustky se liší kvalitou zpracování kovů a dělí se na výrobky pro "hrubé" (hrubé) a "jemné" (dokončovací) řezání. Cena - od 68 rublů za vzorek.
Držáky matric. Dostupné v různých modifikacích - konvenční, univerzální, s ráčnou. Cena - od 139 rublů.

Jak je zařízení pro navlékání sestaveno, je zřejmé z obrázku.
Postup řezání závitu
- Řezání konce trubky. Úhel je pravý vzhledem k podélné ose. Nářadí - řezačka trubek popř.
- Příprava povrchu staveniště. Místo, kde se má nit řezat, je pečlivě očištěno od cizích usazenin.
- První navlékání. Na potrubí je namontována "hrubá" matrice. Pro lepší skluz se na ošetřované místo nanese tenká vrstva oleje.
- Druhý průchod. Nástroj "dokončování" je nainstalován. Navíjí se na trubku postupně, se systematickou změnou směru pohybu (podél, pak proti směru hodinových ručiček). Vizuálně se kontroluje čistota nitě a zjišťuje se dostatečnost určitých úkonů.
- Kontrola kvality. Aby bylo možné určit správnost řezání (absence vad, zakřivení atd.), je na trubku instalován jakýkoli výrobek (s příslušnými parametry závitu), který lze našroubovat na daný průměr - pohon, a spojka, matice. Pokud vzorek snadno prošel celou plochou, lze dílo považovat za hotové.
Existuje další nástroj pro řezání vnějších závitů - klupp. Na trhu není tak dávno a ne všichni zámečníci, byť s praxí, se mohou pochlubit tím, že s ním spolupracovali. Zařízení je celkem jednoduché.

Základ je převzat ze známého plechu. Ale řezné hrany jsou zásuvné. Ve skutečnosti se jedná o montáž, zatímco lerka je monolitický výrobek. Klupp se dělí na ruční vzorky a elektrické modely. Pro zvýšení produktivity v domácích podmínkách tedy nebude nutné stroj kupovat (pronajímat). Cena klupps je od 479 rublů. Prodávají se i v sadách, takže je výběr.

Náklady na soupravy jsou od 14 570 rublů (mechanické) a od 32 800 rublů (elektrické). Výrobci také dodávají vzorky s vyměnitelnými řezáky, díky čemuž je jejich použití pohodlnější (od 798 rublů / kus). Existují produkty, pro které nejsou potřeba žádné držáky. Snadno se otáčí pomocí otevřeného (plynového) klíče.

Vnitřní závit
Kohoutky. Stejně jako u matric má každý průměr svůj vlastní nástroj.
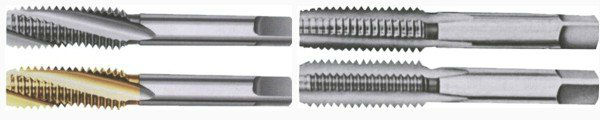
Cena - od 412 rublů.
Držáky kohoutků.Účel je jasný. Druhý používaný název je obojek. Cena - od 170 rublů.

- Oříznutí konce a čištění (ale v tomto případě - zevnitř trubky).
- Mazání pracovní plochy.
- Primární a sekundární závitování.
- Kontrola kvality zašroubováním vhodného šroubu.

Vlastnosti závitování na kompozitních materiálech
To se týká hlavně trubek ze skelných vláken, protože výrobky z PP, PE, kov-plast jsou spojeny zcela odlišnými způsoby. Technologie řezání závitů nástrojem se poněkud liší od podobné operace prováděné na kovových výrobcích. Takové spojení nemá vysokou pevnost, ale pro sklolaminát je považováno za hlavní a používá se mnohem častěji než metody lití směsi, lisování, vytváření profilu a řada dalších.
Co se bere v úvahu při řezání závitu?
- Schéma vyztužení sklolaminátem. Na základě toho se určí směr zpracování vzorku.
- Nízká tepelná vodivost kompozitu. Aby nedošlo k přehřátí nástroje, je nutné zajistit účinný odvod tepla. Metoda chlazení speciální kapalinou při práci s takovými materiály není použitelná kvůli zvýšené absorpci vlhkosti mnoha z nich.
- Nízká přesnost řezání závitů. Především díky pružnosti skelného vlákna a jeho specifické struktuře. Pokud jsou požadavky na tento parametr vysoké, zvolí se jiný způsob zpracování.
- Vrstvená struktura materiálu. To je patrné zejména při zvýšeném opotřebení řezného nástroje. V každém případě je po navlečení pracovní plocha vyčištěna.
- Zvláštní požadavky na TBC. Za prvé - kvůli zvýšené tvorbě prachu.
Samotná technologie řezání jakéhokoli závitu není nic složitého. Všechny operace jsou jednoduché. Správný výběr nástroje, soulad s algoritmem akcí a zohlednění vlastností zpracovávaného hardwaru zaručují vynikající výsledek.