Závitníky pro závitování - typy, tabulka velikostí, požadavky GOST 3266-81
Mnoho technických zařízení, stejně jako většina domácích potřeb, má závitové spoje, které lidstvo používá od pradávna. Mezi hlavní nástroje, pomocí kterých se prvky takových spojů vyrábějí, patří závitník. Jeho použití umožňuje rychle a bez větších potíží vyříznout přesný a kvalitní závit na vnitřní ploše otvoru.
Designové vlastnosti
První nástroje na řezání vnitřních závitů byly primitivní konstrukce a sestávaly z čtyřstěnné tyče, na jejímž pracovním konci, naostřeném na jemný kužel, byly vyřezány řezné zuby. Při použití takového závitníku se závit vyřezal zašroubováním do vnitřku matice nebo do předem připraveného otvoru v obrobku. Takový nástroj měl přirozeně mnoho nevýhod, mezi nejvýznamnější z nich patří absence zadní plochy na řezné části a také negativní úhel čela. Postupem času se design závitníků stal promyšlenějším a dnes umožňují vytvářet přesné a kvalitní vnitřní závity.
V každém závitníku pro závitování na vnitřních plochách obrobků, bez ohledu na jeho geometrické parametry a účel, existují následující prvky:
- boční drážky (může jich být 2 až 6);
- kuželová sací část;
- kalibrační část, která má válcový tvar.
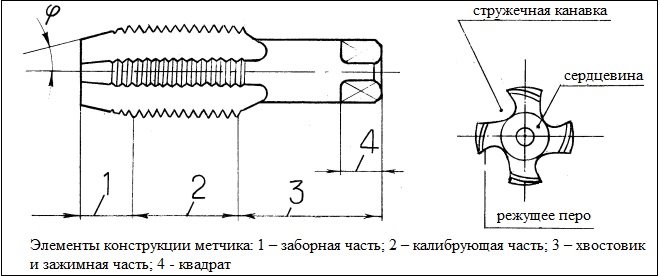
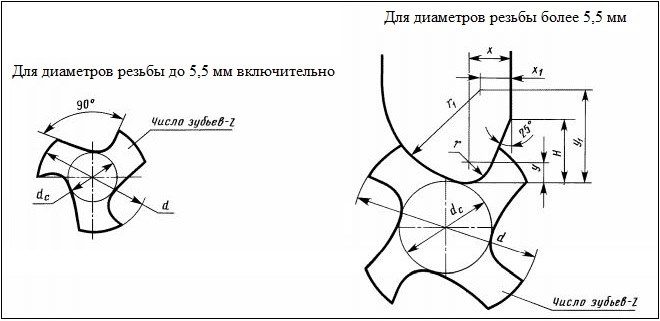
Drážky umístěné na boční ploše nástroje po celé jeho délce současně plní dvě funkce: zajišťují odvod třísek z opracovávací zóny a usnadňují přívod řezné kapaliny (chladicí kapaliny) do takové zóny. Tvar, který má drážka pro závitník v průřezu, je určen jejími dvěma plochami, z nichž jedna je přední strana řezného zubu nástroje a druhá je její zadní strana. Podle typu profilu jsou drážky pro třísky následujících typů:
- jednorádiové (s drážkami tohoto tvaru se vyrábějí hlavně závitníky kalibrového typu);
- s rovnými předními a zadními plochami (nástroje s drážkami tohoto tvaru se používají pro závitování vnitřních matic);
- s rovnými předními a rádiusovými zadními plochami (většina závitníků se vyrábí s drážkami na třísky tohoto typu).
Drážky mohou být uspořádány různými způsoby: rovné, stejně jako spirálové vpravo nebo vlevo. S přímými drážkami se vyrábějí univerzální závitníky. Se šroubovicovými levými drážkami se vyrábějí závitníky, které se používají pro závitování průchodu. Třísky vytvořené takovým nástrojem se pohybují před ním podél obráběné díry, čímž se eliminuje riziko poškození již vyřezaného závitu. Při použití závitníků se správným směrem kroucení drážek dochází k odvádění třísek z oblasti obrábění na stopku nástroje. Z tohoto důvodu jsou pravé závitníky ideální pro závitování slepých otvorů.
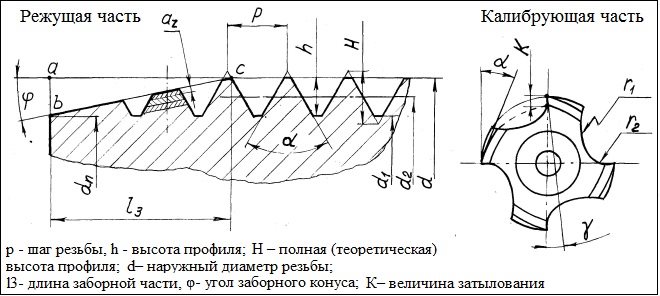
Nasávací část závitníku, jak již bylo zmíněno výše, má kónický tvar, což usnadňuje proces zavádění nástroje do obráběného otvoru. Konkrétní hodnota úhlu sklonu sací části, která se může pohybovat v rozmezí 3–20 °, se volí podle toho, pro jaký typ zpracování bude nástroj použit - hrubování, mezičlánky nebo dokončování.
Válcová kalibrační část je vyrobena se zpětným podhodnocením až o 0,1 mm, což je nutné pro snížení třecích sil, které vznikají při závitování. Pro snížení třecí síly mezi pracovní částí závitníku a obráběnou plochou umožňuje i zadní plocha řezných zubů, prováděná od jejich vrcholu o 1/3 jejich šířky. Vzniká tak podhodnocení zadní plochy řezných zubů, jejíž hodnota je u nástrojů o průměru 12–30 mm cca 0,1 mm.
Druhy podle účelu
Moderní průmysl vyrábí různé typy vodovodních baterií, které se od sebe liší designem a funkčností. Takže podle jejich účelu mohou být kohoutky jedním z následujících typů.
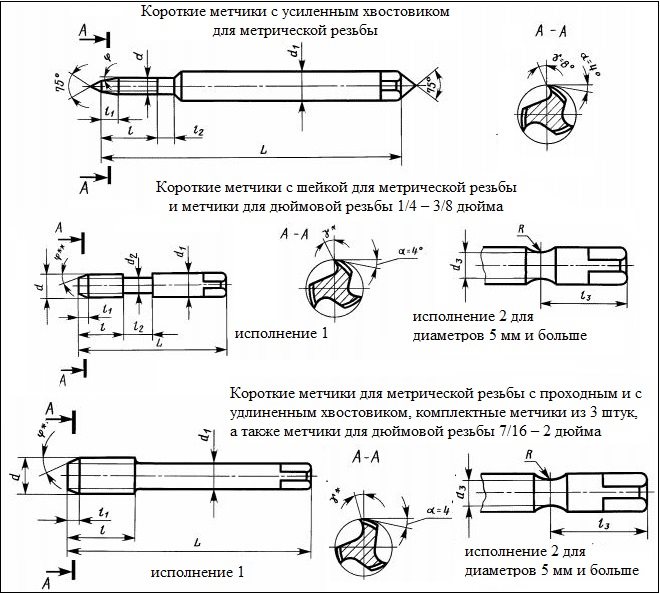
ZámečníciTyto nástroje jsou nejčastěji ruční a používají se ve spojení se speciálním klíčem, kterým se závitník otáčí. Zpravidla se vyrábějí a používají v sadách sestávajících ze dvou nebo tří nástrojů, z nichž každý odebere z ošetřovaného povrchu pouze část přídavku. Rozměry závitníků obsažených v takové sadě (zejména jejich pracovní průměry) se liší. První z nástrojů, na jehož stopce je naneseno označení ve tvaru jedné čárky, se používá pro hrubování, druhý (se dvěma čárkami na stopce) pro střední a třetí (respektive se třemi čárkami) pro dokončení řezané nitě.

Jedná se o nástroje, kterými lze řezat závity jak ručně, tak na strojích různých typů (soustruhy, vrtačky, stavebnicové atd.). Takové závitníky se od kovodělných liší pouze mírně zkrácenou sací částí a vyšší odolností proti mechanickému namáhání.

klíč
S pomocí takových nástrojů, jak jejich název napovídá, provádějí závitování v maticích. Matice, ve kterých jsou závity již řezány takovým závitníkem, se z nástroje neodšroubují, ale přesunou se k jeho podlouhlému ocasu. Stopky maticových závitníků, kterými se řezají závity na vrtačkách, mají přímočarý tvar. Matice s již navlečenými závity, posunuté na takovou stopku, se po vyjmutí nástroje ze sklíčidla stroje jednoduše setřesou. Pro řezání matic na závitořezných strojích se používají závitníky, jejichž stopky mají zakřivený tvar. Při navlékání tímto způsobem se matice pod vzájemným tlakem tlačí po zakřivené stopce nástroje, dosáhnou jeho koncové části a spadnou do připravené nádoby.
Požadavky na konstrukci a rozměry ručních i strojních závitníků pro řezání metrických závitů stanoví GOST 3266-81, která se nazývá: „Strojní a ruční závitníky. Design a rozměry.
S požadavky GOST na ruční a strojní závitníky se můžete seznámit stažením dokumentu ve formátu pdf z níže uvedeného odkazu.
Typy podle návrhu
Podle provedení se také kohoutky dělí na různé typy. V závislosti na tomto parametru se tedy rozlišují nástroje:
- se zkrácenými drážkami, které se také nazývají bez drážky (konstrukce těchto závitníků je speciálně navržena pro řezání závitů v dílech vyrobených z tvárných nízkouhlíkových ocelí, hliníkových slitin a vysokopevnostních legovaných ocelí);
- s drážkami umístěnými podél spirálové linie (nainstalujte takové nástroje na obráběcí centra a použijte je pro řezání slepých závitů);
- s řeznými zuby umístěnými v šachovnicovém vzoru (vzhledem k tomu, že řezné zuby na kalibrační části takového nástroje jsou proříznuty skrz jeden, je možné snížit třecí sílu při zpracování);
- stupňovitý typ s pracovní částí rozdělenou na dvě části, z nichž každá plní svou vlastní funkci (například existují stupňovité kohouty, jejichž první část pracuje podle obvodu generátoru a druhá - podle profilu; pro ostatní typy stupňovitých nástrojů, první sekce provádí řeznou funkci a druhá - vyhlazování);
- kombinované (jedná se vlastně o dva nástroje v jednom: jejich řezná část, vyrobená v jediném provedení, začíná vrtákem a končí závitníkem);
- protahovací závitníky sloužící k řezání závitů v průchozím otvoru libovolného průměru (s jejich pomocí se vyřezávají závity na soustruzích, v jejichž sklíčidle je obrobek upevněn, a v držáku nástroje - stopce použitého nástroje; pohyb závitník při řezání závitů je zajištěn automatickým posuvem podpěry stroje a otáčením obrobku - otáčením vřetena);
- s vnitřní dutinou, díky které je nástroj během zpracování chlazen (použití takových závitníků instalovaných na specializovaných nebo víceoperačních zařízeních může výrazně zvýšit produktivitu řezání závitů);
- zvonové závitníky (takové závitníky se používají pro řezání vnitřních závitů o velkém průměru (50–400 mm) a mají prefabrikovanou konstrukci skládající se z jednotlivých řezných prvků).
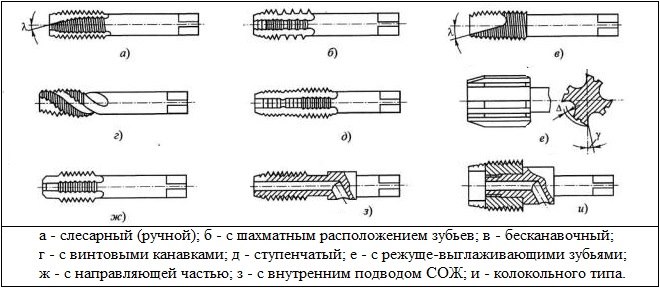
Strukturálně jsou všechny výše uvedené kohoutky od sebe natolik odlišné, že je od sebe můžete rozeznat i podle fotografie.
Typy závitů
Pomocí závitníků různých kategorií, stejně jako různých typů matric, je možné vytvářet závity různých typů na vnitřních plochách dílů. Podle typu řezaného závitu se závitníky dělí do následujících kategorií.
MetrickýJedná se o závitníky, kterými se řežou metrické závity. Prvek řezaného závitu má v takových případech tvar rovnoramenného trojúhelníku a všechny jeho parametry se měří v milimetrech. Označení takových kohoutků obsahuje písmeno "M". Pro výběr metrických závitníků a průměru přípravného otvoru se používá speciální referenční tabulka.
PalecPracovní část takových kohoutků má kónický tvar. Průměr palcových nástrojů se měří v palcích a stoupání se měří v počtu závitů na palec (25,4 mm). Sklon průměrného povrchu kohoutků tohoto typu je 1°47’24”.
TrubkaPatří sem válcové a kónické závitníky používané pro řezání závitů v potrubních armaturách.
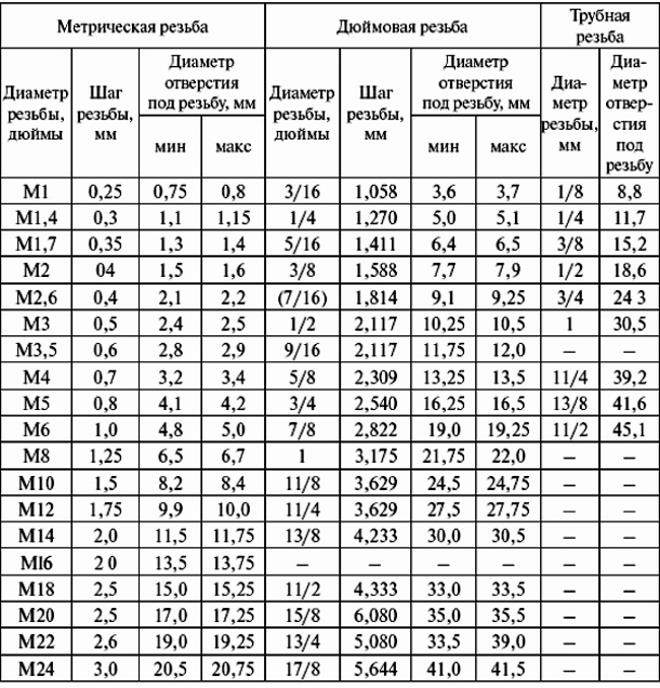
Tabulka 1. Parametry závitníku a velikost otvoru pro závitník
Závitníky lze použít k vytvoření otvorů s pravým i levým závitem. Závitníky pro levotočivé závity se při srovnání ve skutečnosti nebo na fotografii s nástroji správného typu od nich liší pouze ve směru šroubovice jejich řezné části.