Svařování trubek pnd svépomocí
Polyetylenové trubky (HDPE) o průměru 20 až 1200 mm jsou široce používány pro své výhody a snadnou instalaci. Používají se pro pokládku plynového a vodovodního potrubí, vnitřní, vnější, dešťové kanalizace. V závislosti na cílech mohou být polyetylenové trubky tlakové nebo netlakové. Ty se používají pouze pro kanalizační systémy.
Polyetylenové trubky lze spojovat třemi způsoby, z nichž jeden je rozebíratelný (spojování pomocí přírub a tvarovek), zatímco další dva jsou svařovány z jednoho kusu (svařování na tupo speciálním zařízením nebo pomocí elektrických spojek). Svařovaný spoj je nejtrvanlivější, švy jsou utěsněné a odolné vůči chemicky agresivnímu prostředí.
Přípravný proces před svařováním HDPE trubek
Bez ohledu na typ svařování HDPE trubek by měla být před prací provedena řada přípravných opatření. A to:
- zakoupit a přivézt na místo práce samotné trubky a spojovací prvky (rovné tvarovky, rohové tvarovky, T-kusy a další spojovací prvky), příchytky a redukční vložky odpovídající průměru svařovaných trubek;
- vybavit a zbavit cizích předmětů pracovní plošinu, na které bude umístěno svařovací zařízení;
- mechanicky opracovat konce HDPE trubek a všech tvarovek.
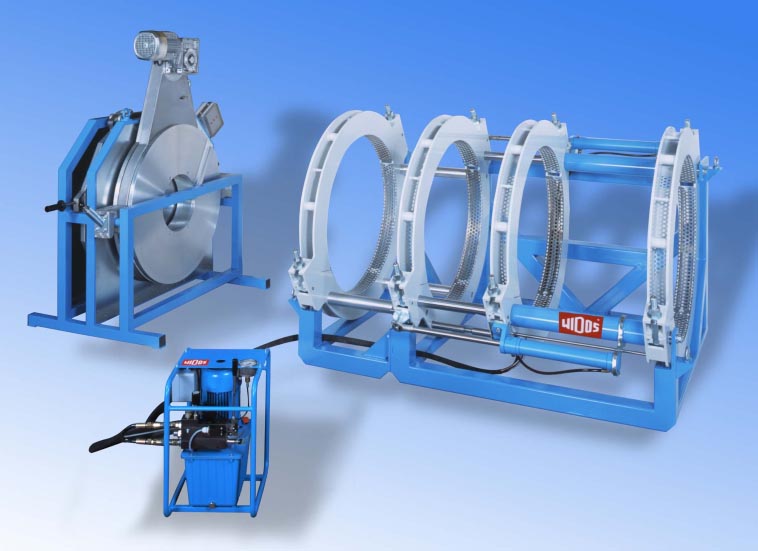
Svařovací zařízení před prací by mělo být pečlivě zkontrolováno z hlediska provozuschopnosti a výkonu. Postup přípravy zařízení je následující:
- uzly svařovacího stroje jsou vizuálně kontrolovány, uzemňovací elektrody a elektrické vodiče jsou kontrolovány na provozuschopnost, trimovací nože jsou kontrolovány na stupeň ostření;
- poté připravte generátor, naplňte jej palivem a proveďte zkušební provoz;
- části zařízení (škrabka, vyžínač, ohřívač) před prací jsou očištěny od stávajících nečistot a stop ulpívajícího polyethylenu, poté jsou všechny povrchy odmaštěny rozpouštědlem;
- na hydraulickém systému svařovacího zařízení je nutné zkontrolovat přítomnost oleje a jeho hladinu, provést zkoušku funkčnosti pohyblivé svorky, po které jsou všechny třecí části zařízení namazány speciálními směsmi;
- zkontrolovat všechna dostupná kontrolní a měřicí zařízení.

Srovnáme-li elektrotavení a svařování na tupo, pak první je méně ekonomicky rentabilní, ale je velmi vhodné jej vyrábět v případech, kdy se pracuje ve stísněných podmínkách s minimálním množstvím pracovního prostoru. Elektrofúzní svařování se často používá k opravám HDPE trubek (zejména pro trubky do průměru 160 mm) a k instalaci odbočky do stávajícího potrubí. Svařované švy po vysoce kvalitní práci vydrží tlak až 16 atmosfér.
Princip metody elektrofúzního svařování

Elektrospojka je tvarovka vyrobená z polyetylenu s elektrickými spirálami implantovanými do těla spojky. Spojky se vyrábějí pro potrubí různých průměrů a jsou kalibrovány čárovým kódem, který udává teplotní podmínky, dobu ohřevu a další informace pro práci. Pokud se provádí přímočaré svařování HDPE trubek, pak se spojka používá v jednoduché podobě, pro montáž dalších konstrukcí jsou elektrotavné T-kusy, sedlové odbočky a další díly z polyetylenu s podobnými elektrospirálami.

Princip je následující: po přivedení elektrického proudu na spojovací spirálu teplota blízké polyetylenové vrstvy stoupá a taje. Poté se konce polyetylenové trubky pod spojkou zahřejí. V tomto případě se trubka roztahuje, vytváří se tlak nezbytný pro vysoce kvalitní svařování. Po odpojení napájení trubka vychladne a svar se svařenou manžetou, vytvrzením, vytvoří tuhý hermetický spoj.

Technologie svařování HDPE trubek s elektrickou spojkou
Před procesem svařování se provádí příprava: z trubek se odstraní nečistoty, jejich okraje se očistí a vnitřní povrch elektrické spojky se odmastí.
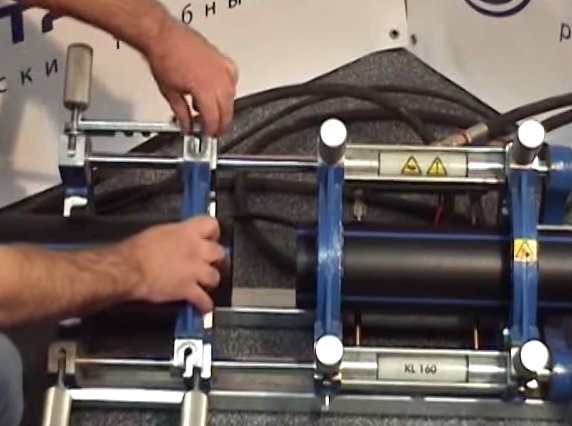
Poté se okraje trubek zasunou do spojky a celá konstrukce se zafixuje v polohovadle.
Chcete-li zjistit parametry svařování, přečtěte si čárový kód na tvarovce nebo ručně zadejte zadané hodnoty na elektrické svářečce.
Kontakty elektrické spojky a svářečky jsou propojeny a je přivedeno napětí.
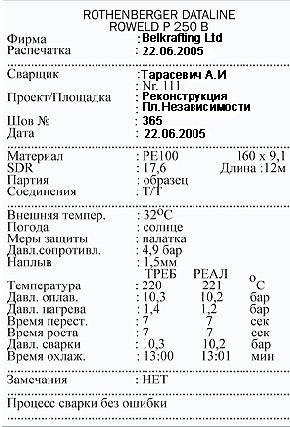
Po ukončení procesu spojování spojky a konců trubek se napájení vypne a konstrukce se nechá vychladnout, přičemž se přísně dodržuje její nehybnost. Po ochlazení se trubka vyjme z polohovadla a vytiskne se svařovací protokol.
Pokud má svařovaná trubka velký průměr, lze do technologie přidat bod pro přídavný ohřev dílů.
Video - Elektrofúzní svařování HDPE trubek
Svařování HDPE trubek vlastními silami
Svařování na tupo je technologicky složitější proces než spojování HDPE trubek elektrickou spojkou. Práci lze vykonávat pouze s kvalifikací svářeče a příslušnou praxí.

Při svařování na tupo se vytvoří monolitický šev, který není v technických parametrech horší než jiné povrchy polyetylenových trubek, aniž by došlo k porušení pružnosti konstrukce. Tímto způsobem jsou trubky navzájem spojeny a také jsou instalovány armatury a další díly.
Svařování na tupo je použitelné pouze pro spojování dílů stejného druhu polyetylenu, průměru, SDR s tloušťkou stěny větší než 4,5 mm a průměrem větším než 50 mm. Teplotní režim pro provoz musí odpovídat rozsahu od -15°С do +45°С.
Technologie tupého svařování polyetylenových trubek
V přípravné fázi se kontroluje ovalita polyetylenových trubek, porovnává se jejich tloušťka stěny a porovnává se soulad s SDR svařovaných dílů. Poté jsou z konců zasaženy třísky, hrboly (můžete použít elektrický zastřihovač, který řeže trubky pod úhlem 90 °), očištěné od nečistot (prach, písek, vlhkost atd.).
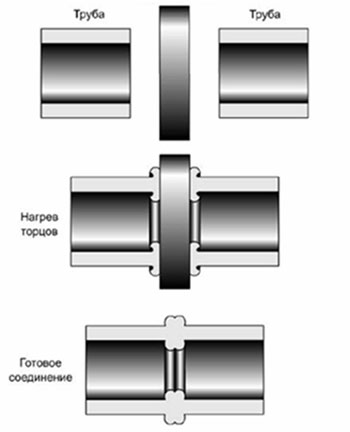
Poté se natavením konců trubek na svařovacím stroji vytvoří primární záblesk.
Ohřívač působí na konce HDPE trubek. V tomto případě se teplo šíří hluboko do polyethylenu, začíná proces jeho tavení.
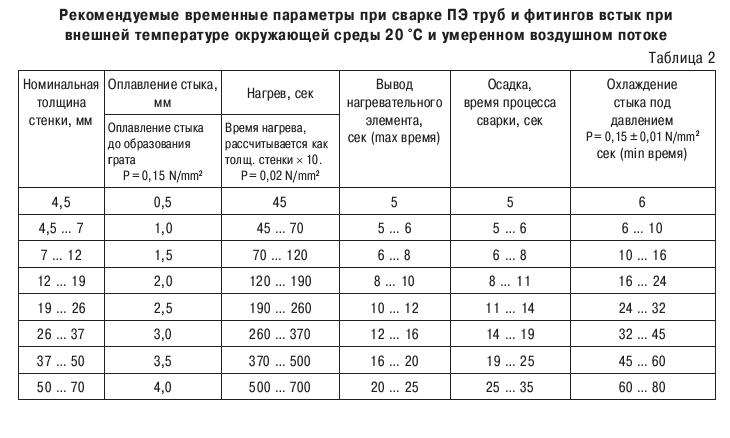
Po přidržení ohřívací části svařovacího stroje na koncích trubek po určitou dobu, která se volí v závislosti na velikosti a tloušťce výrobků, se opatrně odstraní a ohřáté trubky se spojí dohromady. Je důležité, aby čas strávený sejmutím svařovacího stroje a spojováním zahřátých konců trubek byl minimální.
Na horkém polyethylenu se po spojení vytvoří finální záblesk. Správný přítlak zajišťuje stroj s hydrodynamickým pohybem.
Když polyetylen vychladne, získáte jednotný zatavený šev - rameno. V případě chyb v technologickém procesu / instalaci se šev ukáže jako nehomogenní nebo zakřivený. Je důležité nedovolit, aby se stěny potrubí vzájemně posunuly o více než 10 % jejich tloušťky stěny.
Video - Svařování polyetylénových trubek na tupo