Spojovací svařování HDPE trubek: typy a vlastnosti spojení
Polymerní materiály postupně zaplňují všechny mezery na trhu zboží a služeb a pronikají také nejen do domácí a průmyslové sféry, protože různým výrobkům propůjčují jedinečné technické a provozní vlastnosti. Článek se zaměří na trubky vyrobené z nízkohustotního polyetylenu (HDPE) a také na technologie, kterými se takové výrobky svařují.
Stávající způsoby instalace HDPE trubek
HDPE trubky jsou dnes velmi oblíbené, protože se velmi snadno instalují (s pomocí jednoho pracovníka). Musíte však pochopit, jak tyto trubky vzájemně propojit, abyste získali spolehlivé potrubí.
Existují dva typy připojení:
- Odnímatelné. Umožňuje demontáž konstrukce za provozu. Takové spojení můžete vytvořit pomocí ocelových přírub.
- Jeden kus. Konstrukce trubkových segmentů z HDPE je monolitická. Realizuje se svařováním trubek metodou na tupo nebo přes spojky.
Při instalaci potrubí o velkém průměru je nutné použít tepelně odolné tvarovky. V tomto případě bude monolitický spoj pevný a při správném používání absolutně nehrozí jeho deformace.
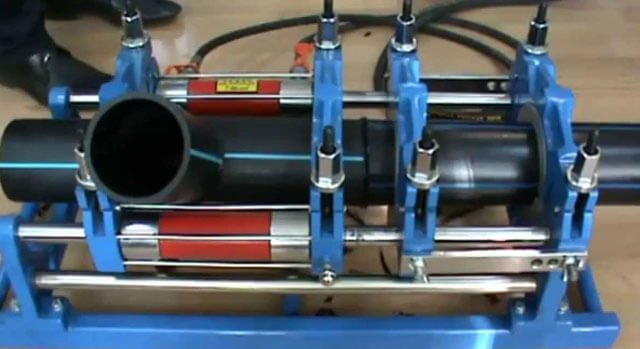
Vlastnosti tupého svařování HDPE trubek
Nejprve k provedení práce budete potřebovat stroj na svařování HDPE trubek na tupo. Příjemným bonusem je, že k němu nemusíte kupovat další příslušenství. Technologie je vhodná pouze pro spojování HDPE trubek stejného průměru.
Nejvyšší kvality svařování HDPE trubek je dosaženo pouze tehdy, když jsou segmenty upevněny do jednoho švu. V tomto případě bude adhezní pevnost optimální a na potrubí nebude velký počet bodů špičkového zatížení.
Svařování je dodnes nejuniverzálnějším a nejefektivnějším způsobem instalace potrubí a ani skutečnost, že jako materiál, ze kterého jsou trubky vyrobeny, nesnižuje oblibu svařování. U svařovaného potrubí je zachována pružnost materiálu po celé délce. Nezáleží na tom, jak přesně bude systém položen, protože svařovací stroj na HDPE trubky umožňuje provádět práci za jakýchkoli podmínek.

Postup svařování je následující:
- Konce trubek jsou instalovány v centralizéru (prvek vybavený svařovacím strojem pro svařování HDPE trubek) a poté jsou vzájemně zarovnány a pevně upevněny (čtěte také: " "). V tomto případě je třeba konce trubek důkladně očistit od různých nečistot, prachu atd.
- Dále je třeba použít ořezávací zařízení k opracování segmentů potrubí, které mají být svařeny. Během této fáze musíte dosáhnout třísek dokonce 0,5 mm a poté zkontrolovat spojení koncových částí trubky. Případná mezera mezi HDPE trubkami musí být odstraněna opakováním postupu ořezávání.
- Poté se k ohřevu konců používá zařízení pro svařování HDPE trubek. Ujistěte se, že používáte topné těleso s nepřilnavým povrchem. Když se konce začnou tavit, je nutné je oddělit a okamžitě vyjmout ohřívač.
- Zahřáté segmenty jsou spojeny a síla jejich stlačení se rovnoměrně zvyšuje, dokud nejsou obě trubky vzájemně pevně spojeny. Je vhodné počkat déle, než kloub vychladne. Pouze v tomto případě bude šev co nejspolehlivější.
Kvalita svařování je určena jak vzhledem vyrobeného švu, tak lineárními rozměry potrubí na křižovatce (nesmí být žádné nepravidelnosti).
Svařování HDPE trubek přes spojku
Pokud provádíte objímkové svařování HDPE trubek vlastníma rukama, musíte mít svařovací jednotku typu „páječky“ a také sadu nástavců. Průměry trysek se volí v souladu s rozměry použitých armatur. Kromě svařovacího zařízení je nutné zakoupit armatury: spojky, úhelníky, T-kusy atd.
Ve skutečnosti je párem pro svařování konce tvarovky a trubky. Tato metoda je nepohodlná, protože pokud je připojení nesprávné, potrubí bude zkoseno, a proto musí počet tvarovek překročit počet zamýšlených spojů.

Výhodou objímkového svařování je, že jej lze provádět ve velmi nevhodných podmínkách, kdy je axiální posuv trubek omezený. HDPE trubka se zahřívá kontaktem s kovovou tryskou na páječce.
Konstrukčně se tryska skládá ze dvou prvků stočených do jednoho. Tvarovka je ohřívána prvním dílem zvaným „trn“ a druhým „objímka“ a je do něj vložena HDPE trubka.
Přípravná fáze pro svařování přes tvarovku
Po provedení určitých akcí s trubkou a tvarovkou musíte začít spojovat dvě trubky:
- Trubka se řeže pomocí speciálních nůžek s přihlédnutím k požadované velikosti. Nejlepší je použít nůžky s nastavitelným úhlem řezu, protože úsek musí být umístěn v pravém úhlu k vnější stěně trubky.
- Oblasti, které se budou týkat svařování, musí být očištěny od všech nečistot, prachu a otřepů. Nejlepší je uzavřít vnitřek trubky na straně, kde se neprovádí svařování, pomocí zátky.
- Pokud je svářečka znovu použita, pak ji nesmíte zapomenout očistit od zbytků předchozího postupu.
Po dokončení výše popsaných kroků můžete začít zahřívat páječku. Speciální indikátor, který je k dispozici v každém svářecím stroji pro HDPE trubky, bude indikovat dosažení požadované hodnoty teploty. Práce se provádějí přesně na čas, který odpovídá určitému vnějšímu průměru potrubí.
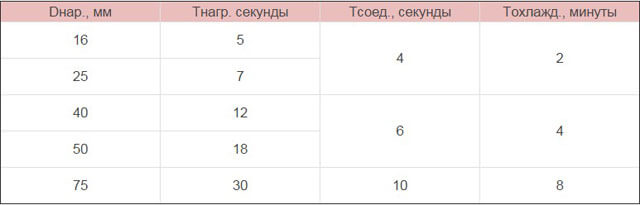
Níže je uveden seznam časových rámců pro každou fázi ohřevu a spojování pro standardní průměry HDPE trubek (vnější průměr (milimetry); doba ohřevu prvků (sekundy); doba spojování ohřívaných prvků (sekundy); doba chlazení spoje (minuty) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Snad nejdůležitějším krokem je zajištění protilehlých prvků k trysce, protože nadměrný tlak může způsobit, že hmota vyčnívá, když se konce roztaví, a vytvoří velký prstenec na okrajích trubky a tvarovky.
V souladu s tím je třeba zasunout trubku a nasadit tvarovku až na doraz, ale v konečné fázi procesu nepoužívejte nadměrnou sílu. Tomu se lze vyhnout nasazením tvarovky a zasunutím trubky s vypnutou páječkou.
V tomto případě můžete umístit příslušnou značku. Po zahřátí je třeba vyjmout prvky a připojit je, dokud nebudou otřepy spojeny. Do úplného vychladnutí by měla být konstrukce v klidu a neměla by být vystavena mechanickému namáhání.
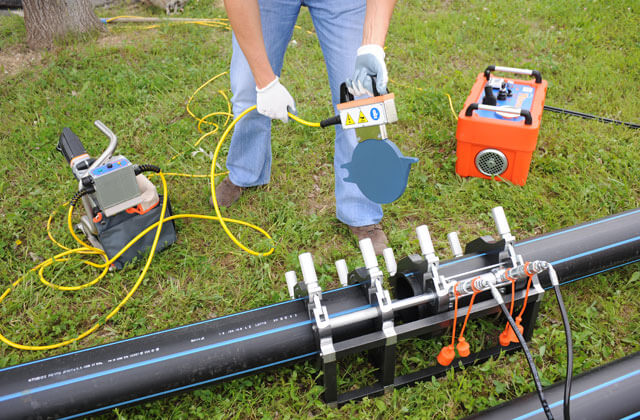
V čem je unikátní a jak probíhá elektrofúzní svařování?
Elektrofúzní svařování je moderní modifikací výše popsaného způsobu spojování trubek. K provedení tohoto postupu se používají speciální spojky, ve kterých jsou zpočátku umístěny elektrické topné články. Vzhledem k tomu, že se spotřebovává takový zdroj, jako je elektrická energie, není třeba hovořit o hospodárnosti procesu ve srovnání se standardním svařováním na tupo.

Nejjednodušším prvkem pro tento typ svařování je elektrická spojka, ale existují i sedlové ohyby a T-kusy elektrotavného typu. Dále budeme hovořit o tom, jak samostatně provést instalaci pomocí elektrických spojek a elektrofúzního svařovacího stroje.
Konstrukce takového svařovacího stroje vyžaduje přítomnost speciálních spirál, které jsou topnými články. Tenká vrstva z konce tvarovky se vlivem teploty roztaví a tím se napojí na plastové segmenty potrubí. Spirála zůstává ve švu mezi prvky a dodává konstrukci větší pevnost (podobně jako výztuž). Tato metoda je přirozeně nejdražší a používá se především pro montáž plynovodů.
Práce se provádí během procesu elektrofúzního svařování v určitém pořadí:
- Pomocí speciální řezačky se potrubí rozřeže na předem označené kusy.
- Poté musíte vyčistit vnitřek elektrické spojky a segmenty potrubí svařené k sobě. Poté jsou tyto stejné oblasti odmaštěny.
- Na trubkách jsou vyznačena místa, abyste mohli kontrolovat hloubku zasunutí spojky.
- Otevřené konce trubek, které v této fázi nebudou svařovány, se uzavřou pomocí zátek.
- Svařovací stroj je připojen ke spojce pomocí dvou vodičů, což umožňuje umístění v určité vzdálenosti od pracoviště.
- Je stisknuto tlačítko start. Během ohřevu, adheze a až do úplného ochlazení musí segmenty potrubí zůstat vůči sobě nehybné.
- Stroj se také sám vypne po uplynutí požadované doby, protože byl původně nakonfigurován pro pájení HDPE trubek (čtěte také: " ").
- Potrubí lze uvést do provozu nejdříve 1 hodinu po svařování.

Svařované spoje HDPE trubek musí splňovat následující požadavky:
- svar by měl být umístěn na stejné úrovni nebo nad vnějším povrchem potrubí;
- posunutí segmentů potrubí by nemělo být větší než 10 procent tloušťky stěny použité trubky;
- šev vyčnívající nad potrubím s tloušťkou stěny do 5 milimetrů by neměl být větší než 2,5 milimetru a s tloušťkou od 6 milimetrů do 2 centimetrů - do 5 milimetrů.
Sečteno a podtrženo
Článek podrobně popisuje způsoby svařování HDPE trubek a pracovník si může vybrat pouze ten nejoptimálnější pro konkrétní potrubí. Pokud je práce prováděna jasně podle navržených pokynů, potrubí bude trvat dlouho, efektivně a spolehlivě. Celý proces instalace může být také svěřen odborníkům, kteří poskytnou vlastní vybavení a pomohou se získáním potřebných materiálů.