Зварювання труб пнд своїми руками
Поліетиленові труби (ПНД) з діаметром від 20 до 1200 мм набули широкого поширення завдяки своїм перевагам та легкості монтажу. Їх використовують для прокладання газо- та водопроводів, внутрішньої, зовнішньої, зливової каналізації. Залежно від поставленої мети поліетиленові труби можуть бути напірними або безнапірними. Другі застосовуються для каналізаційних систем.
З'єднувати поліетиленові труби можна трьома способами, один з яких є роз'ємним (з'єднання за допомогою фланців і фітингів), два інших відносяться до зварних нероз'ємних (зварювання спеціальним обладнанням встик або із застосуванням електромуфт). Зварне з'єднання найбільш міцне, шви герметичні та стійкі до дії хімічно агресивних середовищ.
Підготовчий процес перед зварюванням труб ПНД
Незалежно від виду зварювання ПНД труб слід провести ряд підготовчих заходів перед роботою. А саме:
- закупити та привезти на робочий майданчик самі труби та кріплення (фітинги прямі, кутові, трійники та інші сполучні елементи), затискачі та редукційні вкладиші, що відповідають діаметру труб, що зварюються;
- облаштувати та звільнити від сторонніх предметів робочий майданчик, на якому буде розміщено зварювальне обладнання;
- механічно обробити торці ПНД труб та всіх фасонних деталей.
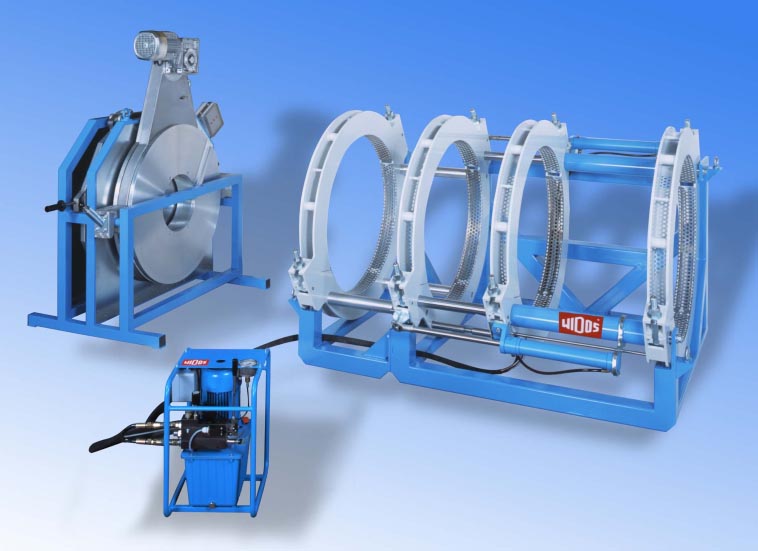
Зварювальне обладнання перед роботою слід ретельно перевірити на справність та працездатність. Порядок підготовки обладнання полягає в наступному:
- вузли зварювального апарату оглядають візуально, заземлювачі та електричні дроти перевіряють на справність, ножі торцювальника перевіряють на ступінь заточування;
- далі готують електрогенератор, заправляючи його паливом та проводячи тестове включення;
- деталі обладнання (скребок, торцювальник, нагрівач) перед роботою очищають від наявних забруднень і слідів поліетилену, що пристає, потім знежирюють всі поверхні розчинником;
- на гідросистемі зварювального обладнання обов'язково перевіряють наявність масла і його рівень, проводять випробування на працездатність рухомого затиску, після чого змащують всі деталі обладнання, що труться, спеціальними складами;
- проводять перевірку всіх контрольно-вимірювальних приладів.

Якщо порівнювати електромуфтове та стикове зварювання, то перше економічно менш вигідне, проте виробляти його дуже зручно в тих випадках, коли робота проводиться у скрутних обставинах при мінімальній кількості робочого простору. Електромуфтове зварювання часто застосовують для ремонту ПНД труб (особливо для труб діаметром до 160 мм) та встановлення розгалуження у вже наявному трубопроводі. Зварні шви після якісно проведених робіт витримують тиск до 16 атмосфер.
Принцип методу електромуфтового зварювання

Електромуфта є фасонною деталлю з поліетилену з вживленими в корпус муфти електричними спіралями. Муфти виробляють для труб різного діаметра і калібрують штрих-кодом, на якому позначені умови температурного режиму, тривалість нагрівання та інша інформація для роботи. Якщо проводиться прямолінійне зварювання ПНД труб, то муфту використовують простий форми, для монтажу інших конструкцій існують трійники електрофузійні, сідлові відводи та інші деталі з поліетилену з аналогічними електроспіралями.

Принцип полягає в наступному: після подачі електричного струму на спіралі муфти відбувається підвищення температури ближнього шару поліетилену та його плавлення. Після цього нагріваються торці поліетиленової труби під муфтою. При цьому труба розширюється, утворюється необхідний для якісного зварювання тиск. Після відключення електроживлення труба остигає, а зварний шов з привареною муфтою, твердне, утворюють жорстке герметичне з'єднання.

Технологія зварювання ПНД труб електромуфтою
Перед процесом зварювання проводять підготовку: видаляють забруднення з труб, зачищають краї, знежирюють внутрішню поверхню електромуфти.
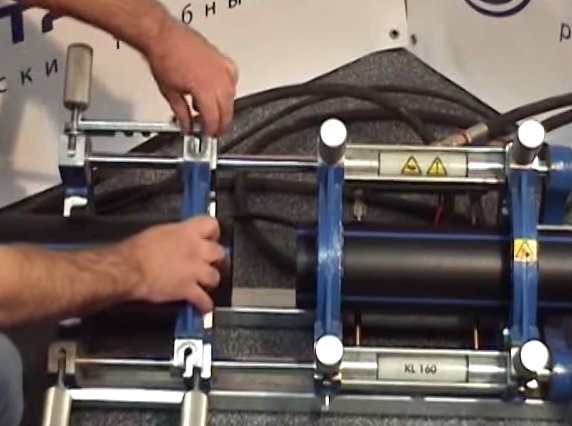
Після цього краї труб вставляють у муфту та фіксують всю цю конструкцію у позиціонері.
Щоб дізнатися про параметри зварювання, зчитують штрих-код на фасонній деталі або вручну вводять зазначені значення на електричний зварювальний апарат.
Контакти електромуфти та зварювального апарату з'єднують між собою та подають напругу.
Після закінчення процесу з'єднання муфти і торців труб живлення відключають, а конструкцію залишають остигати, суворо дотримуючись її нерухомість. Після того, як труба охолоне, її вилучають із позиціонера та роздруковують протокол зварювання.
Якщо труба, що зварюється, має великий діаметр, в технологію може бути доданий пункт додаткового підігріву деталей.
Відео — Електромуфтове зварювання труб ПНД
Стикове зварювання ПНД труб своїми руками
Стикове зварювання технологічно складніший процес, ніж з'єднання ПНД труб електромуфтою. За роботу можна братися, лише маючи кваліфікацію зварювальника та відповідний досвід роботи.

При стиковому зварюванні утворюється монолітний шов, який не поступається за технічними параметрами іншим поверхням поліетиленових труб, не порушує гнучкості конструкції. Таким способом з'єднують труби між собою, а також монтаж фітингів та інших деталей.
Стикове зварювання застосовується тільки для з'єднання деталей однакової марки поліетилену, діаметра, SDR з товщиною стінок понад 4,5 мм та діаметром понад 50 мм. Температурний режим для роботи повинен відповідати діапазону -15°С до +45°С.
Технологія стикового зварювання поліетиленових труб
На попередньому етапі перевіряють овальність поліетиленових труб, порівнюють товщину їх стінок, відповідність SDR деталей, що зварюються. Після цього з торців ударяють відколи, нерівності (можна використовувати електроторцювальник, який обріже труби під кутом 90°), очищають від забруднень (пилу, піску, вологи тощо).
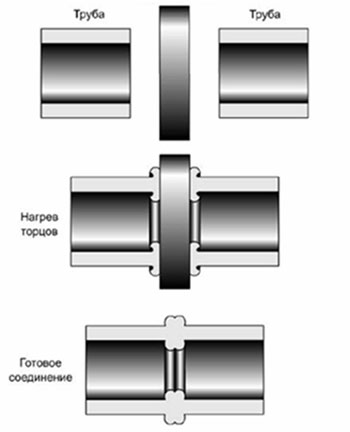
Після цього роблять формування первинного грата шляхом розплавлення торців труб на апараті для зварювання.
Нагрівачем впливають на торці ПНД труб. При цьому тепло поширюється углиб поліетилену, починається процес його плавлення.
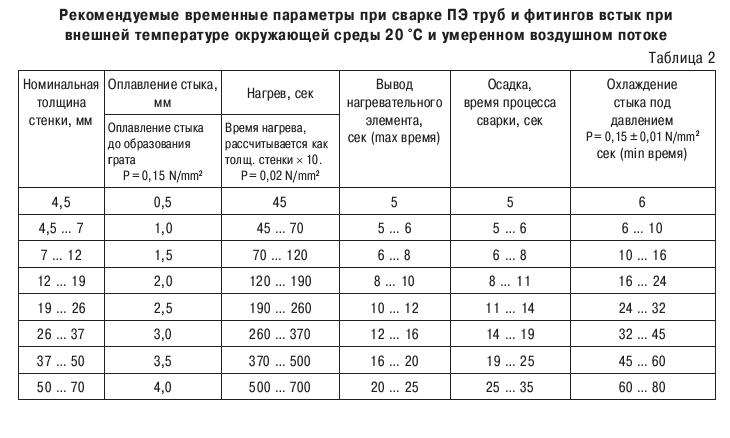
Після витримування нагрівальної частини зварювального апарату на торцях труб протягом певного часу, який вибирається залежно від розміру та товщини виробів, її акуратно видаляють, а нагріті труби стикують між собою. Важливо, щоб час, витрачений видалення зварювального апарату і стиковку нагрітих кінців труб було мінімальним.
На гарячому поліетилені після стикування утворюється остаточний грат. Належний тиск забезпечує машинка із гідродинамічним переміщувачем.
Коли поліетилен охолоне, вийде рівномірний герметичний шов – бурт. У разі припущення помилок у технологічному процесі/монтажі, шов виходить неоднорідним або кривим. Важливо не допускати зсуву стін труб відносно один одного більш ніж на 10% від товщини їх стін.
Відео — Стикове зварювання поліетиленових труб