Мітчики для нарізування різьблення – види, таблиця розмірів, вимоги ГОСТ 3266-81
Багато технічних пристроїв, а також більшість предметів домашнього побуту є різьбові з'єднання, які людство почало використовувати з найдавніших часів. До основних інструментів, за допомогою яких виготовляються елементи таких з'єднань, належить мітчик. Його застосування дозволяє швидко і без особливих труднощів нарізати на внутрішній поверхні отвори точне та якісне різьблення.
Конструктивні особливості
Перші інструменти для нарізки внутрішньої різьби відрізнялися примітивною конструкцією і являли собою чотиригранний стрижень, на робочому кінці якого, заточеному під пологий конус, випилювалися ріжучі зуби. Різьблення при використанні такого мітчика нарізалося за допомогою його загвинчування у внутрішню частину гайки або в попередньо підготовлений отвір оброблюваному виробі. Природно, такий інструмент мав безліч недоліків, до найбільш значущих з яких слід віднести відсутність на ріжучій частині задньої поверхні, а також негативне значення переднього кута. Згодом конструкція мітчиків стала більш продуманою, і сьогодні вони дозволяють створювати точне та якісне внутрішнє різьблення.
У будь-якому мітчику для нарізування різьблення на внутрішніх поверхнях оброблюваних виробів незалежно від його геометричних параметрів та призначення є такі елементи:
- бічні канавки (їх може бути від 2 до 6);
- конічна забірна частина;
- калібруюча частина, яка має циліндричну форму.
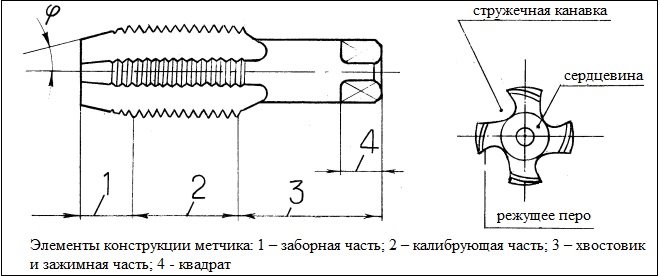
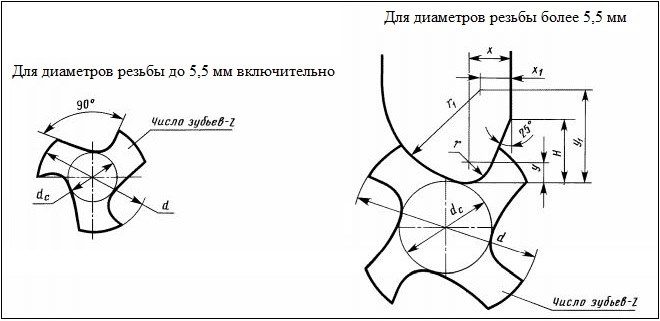
Канавки, розташовані на бічній поверхні інструменту, вздовж всієї його довжини, одночасно виконують дві функції: забезпечення відведення стружки із зони обробки та полегшення підведення в таку зону змащувально-охолоджуючої рідини (СОЖ). Форму, яку канавка мітчика має у поперечному перерізі, визначають дві її поверхні, одна з яких є передньою гранню ріжучого зуба інструменту, а друга – його спинкою. За типом профілю стружкові канавки бувають наступних видів:
- однорадіусні (з канавками такої форми виробляються переважно мітчики калібрувального типу);
- з прямолінійними передньою та задньою поверхнями (інструменти з канавками такої форми використовуються для нарізки різьблення всередині гайок);
- з прямолінійною передньою та радіусною задньою поверхнями (більшість мітчиків виробляється зі стружковими канавками саме такого типу).
Канавки можуть розташовуватися по-різному: розрізняють прямолінійні, і навіть спіральні праві чи ліві. З канавками прямолінійного типу виготовляються універсальні мітчики загального призначення. Зі спіральними лівонаправленими канавками виготовляються мітчики, що використовуються для нарізування різьблення на прохід. Стружка, створювана таким інструментом, рухається попереду нього по отвору, що обробляється, тим самим виключається ризик псування вже нарізаної різьби. При використанні мітчиків з правим напрямком закручування канавок стружка виводиться із зони обробки до хвостовика інструменту. Правосторонні мітчики з цієї причини оптимально підходять для нарізання різьблення у глухих отворах.
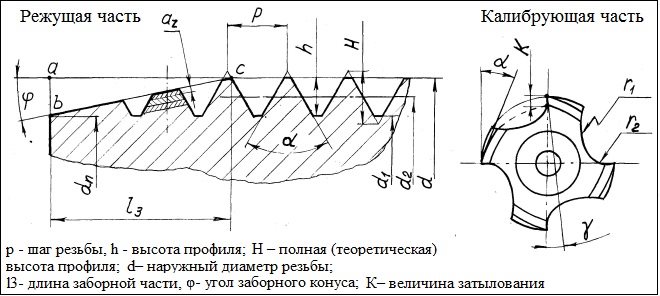
Забірна частина мітчика, як уже говорилося вище, має конічну форму, що полегшує процес входження інструменту в отвір, що обробляється. Конкретне значення кута нахилу забірної частини, який може перебувати в діапазоні 3–20°, вибирають залежно від того, для якого типу обробки використовуватиметься інструмент – чорновий, проміжний або чистовий.
Циліндрична калібрувальна частина виконується із зворотним заниженням величиною до 0,1 мм, що необхідно для того, щоб зменшити сили тертя, що виникають у процесі нарізки різьблення. Зменшити силу тертя між робочою частиною мітчика і оброблюваною поверхнею дозволяє також потилиця задньої поверхні ріжучих зубів, що виконується від вершини на 1/3 їх ширини. Таким чином, створюється заниження задньої поверхні ріжучих зубів, величина якого для інструментів діаметром 12-30 мм становить близько 0,1 мм.
Види за призначенням
Сучасна промисловість випускає різні види мітчиків, які відрізняються один від одного конструктивним виконанням та функціональними можливостями. Так, за своїм призначенням мітчики можуть належати до одного з таких типів.
СлюсарніДані інструменти найчастіше є ручними та використовуються в комплекті зі спеціальним коміром, за допомогою якого мітчику повідомляється обертання. Як правило, вони випускаються і використовуються комплектами, що складаються з двох-трьох інструментів, кожен з яких знімає з поверхні, що обробляється, лише частина припуску. Розміри мітчиків, що входять до такого комплекту (зокрема, їх робочі діаметри), різняться. Перший з інструментів, на хвостовик якого нанесено позначення у вигляді однієї рисочки, використовується для виконання чорнової обробки, другий (з двома рисочками на хвостовику) – для проміжної, а третій (відповідно, з трьома рисочками) – для фінішної обробки різьби, що нарізається.

Це інструменти, з яких різьблення може нарізатися як вручну, і на верстатах різного типу (токарних, свердлильних, агрегатних та інших.). Від слюсарних такі мітчики відрізняються лише дещо укороченою забірною частиною та вищою стійкістю до механічних навантажень.

Гайкові
За допомогою таких інструментів, як випливає з їхньої назви, виконують нарізування різьблення в гайках. Гайки, в яких таким мітчиком вже нарізане різьблення, не скручуються з інструменту, а переміщуються на його видовжену хвостову частину. Хвостовики гайкових мітчиків, за допомогою яких різьблення нарізається на свердлильних верстатах, мають прямолінійну форму. Гайки з нарізаним різьбленням, переміщені на такий хвостовик, просто струшуються з нього після вилучення інструменту з патрона верстата. Для нарізування гайок на різьбонарізних автоматах використовуються мітчики, хвостовки яких мають вигнуту форму. При виконанні різьблення таким способом гайки під напором один одного проштовхуються по вигнутому хвостовику інструменту, досягають його кінцевої частини та падають у підготовлену тару.
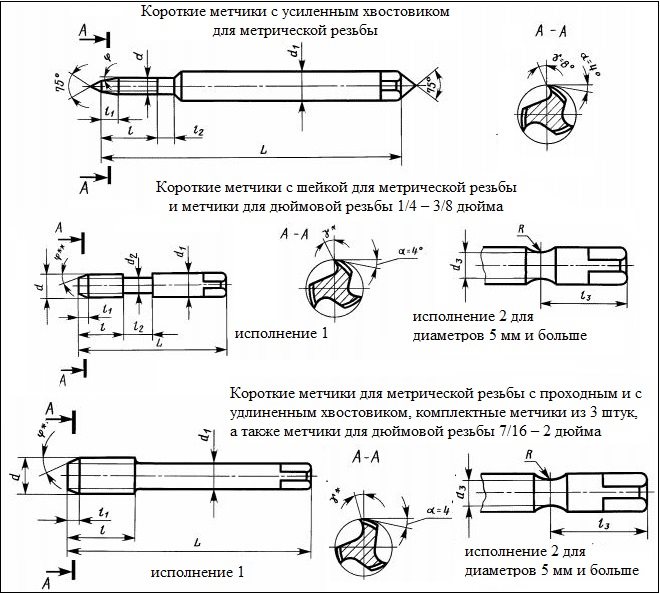
Вимоги до конструкції та розмірів як ручних, так і машинних мітчиків для нарізування метричного різьблення обумовлює ГОСТ 3266-81, який так і називається: «Мітчики машинні та ручні. Конструкція та розміри».
Ознайомитися з вимогами ДЕРЖСТАНДАРТ до ручних та машинних мітчиків можна, завантаживши документ у форматі pdf за посиланням нижче.
Види по конструкції
За своїм конструктивним виконанням мітчики також поділяються на різні види. Так, залежно від цього параметра розрізняють інструменти:
- зі стружковими канавками укороченої довжини, які також називають безканавковими (конструкція таких мітчиків спеціально розроблена для того, щоб нарізати різьблення в деталях із в'язких низьковуглецевих сталей, алюмінієвих сплавів, а також високоміцних легованих сталей);
- з канавками, розташованими по гвинтовій лінії (встановлюють такі інструменти на обробні центри та використовують для нарізки глухого різьблення);
- з ріжучими зубами, розміщеними в шаховому порядку (за рахунок того, що ріжучі зуби на калібрувальній частині такого інструменту зрізані через один, вдається домогтися зменшення сили тертя при обробці);
- ступінчастого типу з робочою частиною, розділеною на дві ділянки, кожна з яких виконує свою функцію (наприклад, є ступінчасті мітчики, перша ділянка яких працює за генераторною схемою, а друга – за профільною; у ступінчастих інструментів інших типів перша ділянка виконує ріжучу функцію, а другий – вигладжуючу);
- комбіновані (це фактично два інструменти в одному: їхня ріжуча частина, виконана в єдиній конструкції, починається зі свердла, а закінчується мітчиком);
- мітчики-протяжки, що використовуються для нарізування різьблення в наскрізному отворі будь-якого діаметру (з їх допомогою різьблення нарізається на токарних верстатах, в патроні яких закріплюється оброблювана деталь, а в різцетримачі – хвостовик використовуваного інструменту; переміщення мітчика в процесі нарізування стань а обертання оброблюваної деталі – обертанням шпинделя);
- із внутрішньою порожниною, за рахунок якої відбувається охолодження інструменту в процесі обробки (використання таких мітчиків, встановлених на спеціалізованому або багатоопераційному обладнанні, дозволяє значно підвищити продуктивність нарізки різьблення);
- дзвонові (такі мітчики використовуються для нарізування внутрішнього різьблення великого діаметру (50-400 мм) і мають збірну конструкцію, що складається з окремих ріжучих елементів).
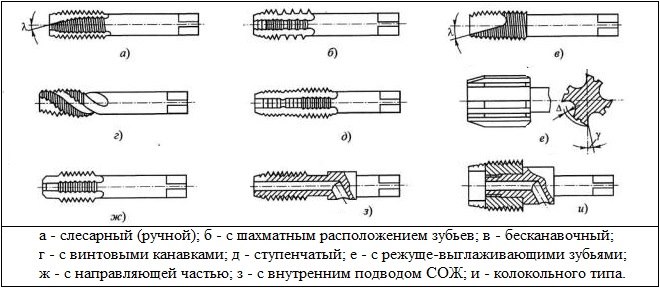
Конструктивно всі перераховані вище мітчики настільки різняться між собою, що відрізнити їх один від одного можна навіть по фото.
Типи різьби, що нарізається
Використовуючи мітчики різних категорій, як і різні види плашок, можна формувати на внутрішніх поверхнях деталей різьблення різних типів. Залежно від типу різьби, що нарізається, мітчики поділяються на наступні категорії.
МетричніЦе мітчики, за допомогою яких нарізаються метричні різьблення. Нарізуваний елемент різьблення у разі має форму рівнобедреного трикутника, проте її параметри вимірюються в міліметрах. У маркуванні таких мітчиків міститься літера «М». Для підбору мітчиків метричних та діаметра підготовчого отвору використовується спеціальна довідкова таблиця.
ДюймовіРобоча частина таких мітчиків має конічну форму. Діаметр дюймових інструментів вимірюється у дюймах, а крок – у кількості ниток на один дюйм (25,4 мм). Ухил середньої поверхні мітчиків цього типу становить 1°47'24».
ТрубніСюди відносяться циліндричні та конічні мітчики, що використовуються для нарізки різьблення в елементах трубних з'єднань.
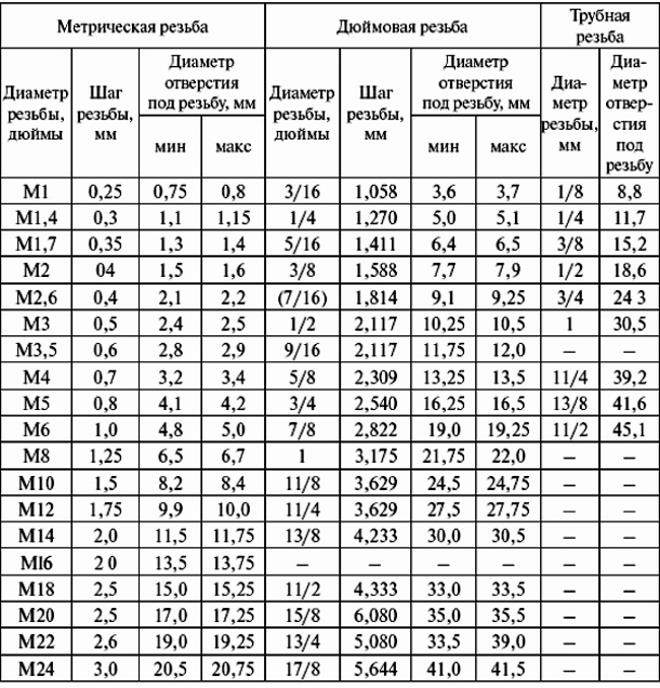
Таблиця 1. Параметри мітчиків та розмір отвору під різьблення
Мітчики можна використовувати для отримання отворів як з правим, так і з лівим різьбленням. Мітчики для лівого різьблення, якщо порівнювати їх у реальності або по фото з інструментами правого типу, відрізняються від останніх лише напрямком підйому гвинтової лінії своєї різальної частини.