Инструмент для нарезки внешней резьбы. Инструменты для нарезания внутренней и наружной резьбы. Метчики. Плашки. Что такое нарезание резьбы
Добавить в закладки
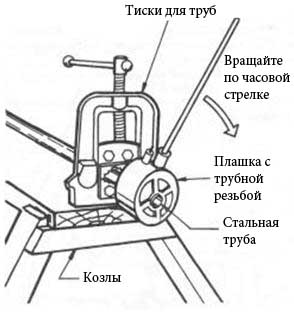
Нарезание трубной резьбы вручную
Что такое нарезание резьбы?
Нарезание резьбы - это обработка отверстия или стержня в детали, при этом используется специальный резьбонарезной инструмент с целью получения внутренней или наружной винтовой нарезки, которая состоит из выступов-витков и поочередных спиральных канавок.
Лицевые стороны на сети изготовлены из конических повязок и бархатных круглых луков снаружи и лицевой стороной вверх. Станки для механической обработки Станки представляют собой токарные станки, револьверы и автоматические токарные станки, в которых ножи используют лезвия, бобины, веки, головные повязки и головки основы. Сшитые внутренние чертежи часто выполняются на сверлах. Для производства сильных тонов мы используем сюртук на спине. Мы используем мясорубку на занавесках для шлифовальных экранов.
Первая отмечена одной полосой, две другие, с калибрами вы можете найти либо три полосы, либо звуковые сигналы без маркировки. Это облегчает постепенный отбор отдельных предметов во время работы. В мелкозернистых зеркалах есть только два инструмента. Они используются для сшивания тонких материалов, таких как листовой металл. Такая же толщина материала будет работать больше, поэтому будет большая поверхность, которая удерживает винт вместе и несущий материал.
Нарезание резьбы - это обработка отверстия или стержня в детали, при этом используется специальный резьбонарезной инструмент.
Нарезка выполняется на трубах, гайках, болтах, применяемых в разъемных соединениях трубопровода и разных деталей оборудования. Если вы монтируете трубопровод вручную из труб, на которых нет резьбы, то вам будет полезно знать, как нарезать резьбу на трубе вручную.
Он сравнивает отдельные материалы. «Самые дешевые инструментальные стальные ленты, но если вы используете их в доме только раз в то время, вы, вероятно, не будете использовать качество быстрорежущей стали», - считает он. Согласно следующему признаку, вы найдете дополнительные спецификации для выбора. Поскольку она в основном относится к нежным утесам, в наборе всего два инструмента. Только если вы захотите отремонтировать какой-то иностранный продукт, вы встретитесь на практике с американскими делами, если таковые имеются, с нежным падением, более используемыми машинистами, которые создают связку для Америки, но они будут использовать более механические чертежи, но верно, что Даже в этой области существует большая рабочая нагрузка, поэтому нет никаких проблем с приобретением инструментов для производства одежды ручной работы, а также английская битва, которая по-прежнему собирается в соответствии с их традиционными стандартами, от метрической мутности до геометрии инверсии, - объясняет Песл.
Основными элементами резьбы являются:
- глубина;
- профиль;
- угол профиля;
- внутренний, средний и наружный диаметры.
Необходимые понятия о резьбе
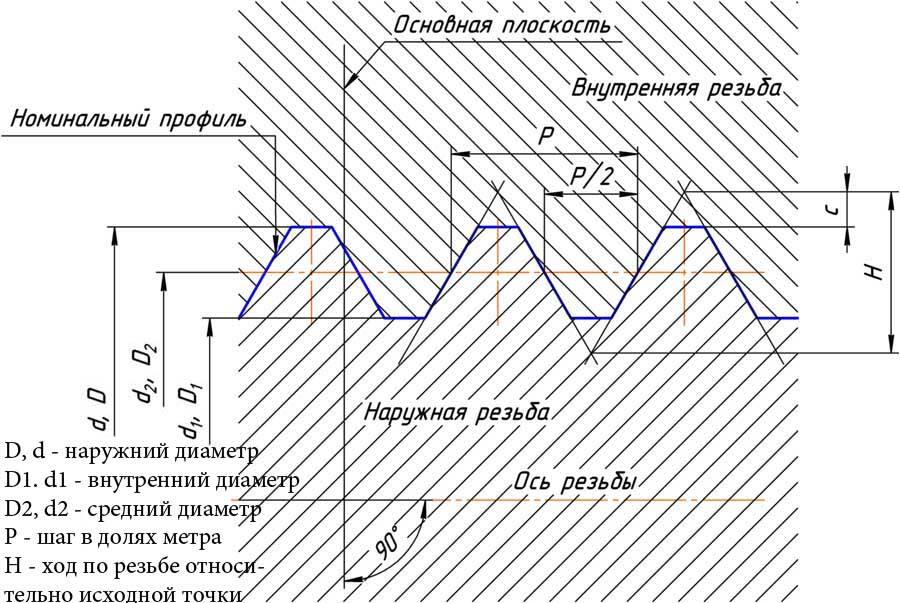
Схема нарезки наружной цилиндрической резьбы, основанной на метрической резьбе при вершине с углом, равным 60 градусам.
Резьбовая прокатка - это метод холодной или горячей формовки. С помощью этого метода вы можете создавать как внутренние, так и внешние потоки, метрики и дюймы с различными формами контура потока. В зависимости от ваших потребностей вы должны выбрать правильный инструмент.
Обработка резьбы осуществляется с помощью головок, плоских челюстей или планетарных обжимных приспособлений. Очень важно выбрать диаметр стержня, из которого будут сделаны нити. От этого зависит диаметр конечного продукта. Эффект на нем - кончик нити, сформированный потоком материала, выдавленного инструментом. Если диаметр заготовки слишком мал, наконечник не будет полностью сформирован. Если слишком большой - существует опасность повредить инструмент или сделать резьбу с размерами, которые не соответствуют дизайну.
Профилем называется форма поперечного сечения у витка. В зависимости от профиля, выделяют прямоугольные, треугольные, трапецеидальные и т.д. Треугольная используется только при сборке санитарно-технической системы и деталей.
Также резьбу разделяют в зависимости от направления витка на левые и правые.
В зависимости от назначения резьбы, бывают специальные и крепежные. Крепежными являются треугольные, а специальными - прямоугольные и др. Треугольная является крепежной, так как она нарезается на крепежных деталях: винтах, гайках, болтах. Шаг резьбы - это расстояние между основаниями или вершинами соседних витков.
Основным преимуществом прокатки резьбы является отсутствие чипов, присутствующих в процессе обработки. Это делает готовый продукт без примесей. Такие нити также имеют высокую прочность, поскольку волокна материала не повреждаются и не разрезаются во время обработки, а материал дополнительно усиливается дроблением. Это приводит к увеличению прочности резьбы. Они также имеют очень низкую шероховатость поверхности, что невозможно в случае механической обработки.
Недостатком пластической обработки является способность прокатывать только легко деформируемые материалы. Это создает трудности при обработке некоторых материалов. В их случае лучше использовать полость. В нашей компании мы имеем дело с вами прокатки резьбы с использованием профессиональных прокатных станов. Это позволяет оптимизировать процесс. Использование специализированных инструментов также гарантирует скорость производства, поэтому мы можем обеспечить короткое время выполнения. Потоки, изготовленные таким образом, сохраняют высокое качество и точность.
Угол профиля - тот угол, который образовывается пересекаемыми боковыми гранями (сторонами) витков.
Расстояние от основания до вершины называется глубиной резьбы.
Наружный диаметр - расстояние между точками двух сторон резьбы, лежащих противоположно. Внутренним диаметром является расстояние между основаниями противоположных сторон. Расстояние между основанием и вершиной противоположной стороны называется средним диаметром.
Этот сайт использует куки-файлы и аналогичные технологии
Без изменений настроек браузера вы соглашаетесь с этим. Использование Сайта не требует, чтобы Пользователь предоставил любые данные, которые могли бы идентифицировать его или ее. В частности, невозможно проникнуть в пользовательские устройства вирусов или другого нежелательного или вредоносного программного обеспечения. Завершение сеанса браузера или выключение устройства не удаляет его с Пользовательского устройства.
- Сохраненная информация навсегда удаляется из памяти устройства.
- Вы можете прочитать эти правила.
Зависимость между глубиной резьбы, ее шагом и числом витков заключается в следующем: чем меньше шаг, тем меньше глубина и больше число витков (ниток) на единицу длины резьбы, и, соответственно, наоборот.
По системе мер треугольная разновидность бывает дюймовая и метрическая. Метрическая - эта та, которая в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам. Такой тип применяется в машиностроении и приборостроении. Внутренний диаметр отверстия или наружный диаметр винта с метрическим типом измеряется в миллиметрах, тогда как шаг может измеряться и в миллиметрах, и в его долях.
Стальная сталь, используемая для режущих инструментов, пуансонов и штампов для штамповки и штамповки, резьбовой прокатки, штампов и штампов для мелкого и глубокого тиснения инструментов для чеканки штампов и штампов для экструзии - высокая механическая прочность стали и очень хорошая устойчивость к явлениям адгезии.
Изготовленная стандартная инструментальная сталь с 8% содержанием хрома с очень хорошей обрабатываемостью, хорошая стабильность размеров во время термообработки. Дальнейшая очистка 8% хромовой стали после плавления электролизом, очень прочная и долговечная сталь с высокой устойчивостью к истиранию и адгезией.
В профиле дюймовая разновидность выглядит так же, как и метрическая, но угол при вершине равняется 55 градусам. Она измеряется в дюймах и отличается от метрического типа большим шагом.
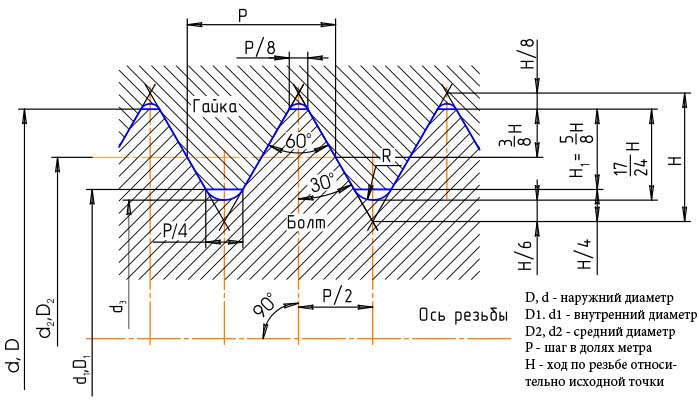
Метрическая резьба в профиле имеет вид равностороннего треугольника при вершине с углом, равным 60 градусам.
Порошковая сталь для высококачественных режущих инструментов Резаки для гильотин для резки тонких материалов, штампов и штампов для штамповки, штамповки для мелкого и глубокого прессования для холодных и полужестких экструзий. Инструменты для резьбонакатного, замешивающего, холодного рулона, вкладыши для изготовления пластмассовых изделий, где требуется высокая стойкость к истиранию. Цилиндры для пластиковой экструзии, винтовые конвейеры.
Сталь для пневматических инструментов, машинных ножей, пуансонов для монет. Он характеризуется высокой твердостью, твердостью и высокой ударной вязкостью. Сталь, используемая для штамповки и штамповки. Ножи для резки, инструменты для дерева и бумаги, а также небольшие формы для переработки пластмасс.
Дюймовая разновидность применяется при сборке санитарно-технических деталей. Она подразделяется на крепежную и трубную. Эти две разновидности различаются тем, что крепежная обладает более крупным шагом, гарантируя прочное соединение, и используется, чтобы нарезать гайки, стержни, болты и отверстия. А трубная применяется при соединениях труб. Она мельче, чем крепежная, поскольку ее глубина ограничивается толщиной трубной стенки. Плотность трубной резьбы намного больше крепежной из-за большого числа витков на один дюйм длины нарезки.
Порошковая сталь, которая сочетает высокую стойкость к истиранию и высокую ударопрочность. Клиента: превосходная обрабатываемость в закаленном состоянии, гибкость в термообработке и удлиненное удлинение срока службы инструмента. Сталь используется для инструментов для штамповки монет, штамповочных и штамповочных мельниц, используемых при изготовлении столовых приборов, ножей для резки больших материалов. Формованные вставки - высокая стойкость к ударам, высокая стабильность размеров, зеркальная полировка.
Аустенитная сталь с очень высокой склонностью к консолидации под воздействием дробления. Сталь, используемая для режущих инструментов, штампов и штампов для штамповки и штамповки, небольшие формы для производства пластмассовых изделий, где не требуется высокая стойкость к истиранию, инструменты для деревообработки, ножи для резки бумаги и дерева с высокой прокаливаемостью, стойкостью по истиранию и твердости.
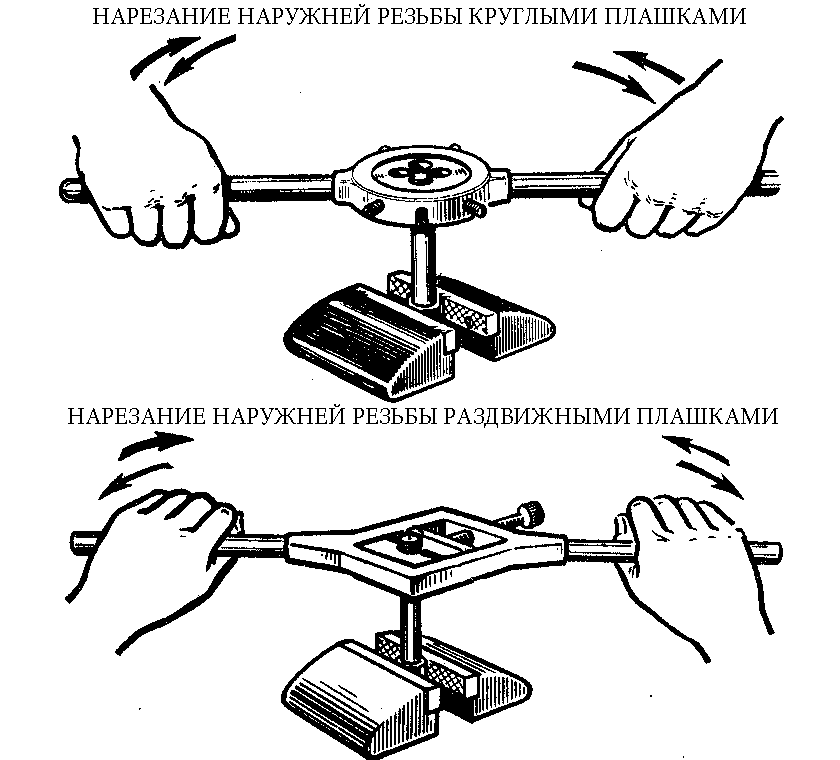
Нарезание наружной резьбы
Наружная резьба на болтах, стержнях и винтах вручную нарезается плашками.
Разделяют их в зависимости от устройства:
- призматические;
- круглые;
- раздвижные;
- цельные.
У призматических имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками. С двух внешних сторон этих плашек располагаются призматические канавки, предназначенные для призматических выступов клуппа.
Высокопрочный стальной порошок, используемый в качестве инструментальной стали для холодной обработки и резки. В случае винтов, фиксирующих различные элементы, спасение сломанных нитей не имеет смысла. Этот винт заменяется гайкой на другую, и проблема перестает существовать. Хуже того, когда нить в блоке двигателя, корпус коробки передач или другая важная и дорогая часть сломаются. Если он находится в слепом отверстии, то есть слепой, а диаметр винта, взаимодействующего с ним, не является критическим, вы можете попытаться вставить его в больший «размер» серии.
У призматических плашек имеется пара одинаковых половинок, которые крепятся в клуппе в форме рамки с рукоятками.
Раздвижные плашки устанавливаются в клуппе так, чтобы номера на его частях стояли напротив таких же номеров на рамке. Иначе получится неправильно. Крепятся они упорным винтом. Между плашкой и упорным винтом помещается пластина-сухарь из стали, чтобы та не лопнула при нажиме винтом.
Не прокладывайте сквозные отверстия, например, для добавления или слива трансмиссионного масла, контрольных точек уровня масла для редукторов и дифференциала, отверстий для отвода моторного масла и т.д. результирующая резьба может привести к серьезной травме во время пропитки при проникновении. повреждение.
Винты и гайки, которые нельзя заменить, например, из-за их конкретной формы или использования, можно сохранить двумя способами. Иногда механики могут получить так называемые винты и гайки с большим размером, чья резьбовая часть немного больше, чем обычный винт. Оба винта и гайки с габаритными размерами имеют одинаковый шаг резьбы, как обычно, поэтому их можно использовать без каких-либо проблем. Закручивая их, вы должны сделать это очень осторожно, разумно, пытаясь ударить остатки резьбовой нитки.
Круглая плашка крепится в воротке-легкодержателе парой или двумя парами упорных винтов.
С помощью раздвижной разновидности можно делать резьбу, если имеются незначительные отклонения диаметра стержня, чего нельзя допускать при нарезании круглыми цельными плашками. При меньшем диаметре стержня получится неполная резьба, при большем - ровная.
Лучше всего завинчивать их вручную, без ключей и других инструментов, чтобы чувствовать себя под пальцами, независимо от того, попали ли винтовые нитки и отверстия. Если они не работают, винт с большим размером может удалять остатки резьбовой резьбы, тем самым увеличивая отверстие, а затем его ремонт может быть очень дорогостоящим. Обнаружив, что нити нитей друг над другом, вы можете закончить затягивание с помощью правильного инструмента. Это нужно делать с большой чувствительностью.
Такая регенерация резьбы неприемлема, когда винт работает под большой нагрузкой, например, прикрепив подушку, на которой она опирается. Инструменты для нарезания резьбы можно приобрести в любом хорошем магазине инструментов. Еще один способ сохранить сломанные резьбы, особенно в пробки для слива масла, - это резьбовые остатки с несколькими слоями тефлоновой ленты, используемыми для герметизации газовых и гидравлических систем. Используйте более толстые ленты. Для обычной нити или по часовой стрелке проведите ее по часовой стрелке.
Нарезание внутренней резьбы
Вручную внутренняя резьба нарезается с помощью метчиков, которые вставляются в вороток.
У метчика есть заборная часть (его конец), которая нужна для нарезания, калибрующая часть (средняя) - для направления при калибровке и нарезании отверстия, и хвостовая, с квадратной в сечении головкой, - для удерживания в вороте метчика при нарезании.
Вы должны экспериментально выбрать количество слоев тефлоновой ленты, чтобы винты завинчивались в отверстие с явно заметным сопротивлением. После того, как вы перевернули его, вам необходимо сменить ленту на новую. Старый не подходит для повторного использования!
Монтажные работы не будут столь же трудоемкими, как использование высококачественных специализированных инструментов. Инсталляторы наиболее ценят проверенные инструменты традиционных компаний. Наиболее важным рабочим элементом ключей являются челюсти. В инструментах из высококачественных челюстей изготовлены из специально закаленной инструментальной стали. Поскольку он не может быть проверен невооруженным глазом, лучше купить ключи уважаемых компаний. Обязательно замените челюсти в клавишах. Не менее важным является качество пружины сжатия под нижней челюстью.
При переходе от неполной к дюймовой крепежной или полной метрической разновидности применяют комплект метчиков: три метчика для разной глубины.
Основные положения резьбы
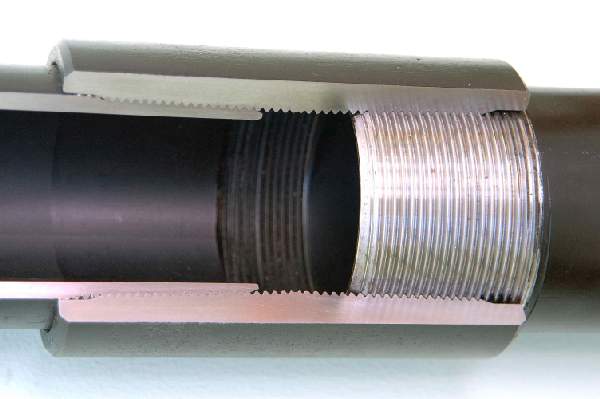
Соединение водопроводных труб и труб для подачи газа выполняется так, что на их концах накатывают или нарезают цилиндрическую трубную резьбу. Трубные концы соединяются друг с другом посредством соединительных деталей.
При соединении водо- и газопроводных труб применяется длинная и короткая цилиндрическая резьба. Последние два витка именуются сбегом. Он образуется из-за конструкции плашки, первые витки которых раззенкованные. Сбег дает возможность заклинивать на трубе муфту, что гарантирует герметичность соединения с уплотнительным материалом.
По длине короткий тип должен быть чуть меньше половины от длины муфты. В таком случае между концами соединяемых труб останется зазор в 2-3 мм, что даст возможность на сбеге заклинить муфту. Для неразъемных соединений с помощью фасонных частей применяют короткую разновидность. Такое соединение можно разъединить на смонтированном трубопроводе лишь путем разрезания труб.
Соединение водопроводных труб и труб для подачи газа выполняется так, что на их концах накатывают или нарезают цилиндрическую трубную резьбу. Трубные концы соединяются друг с другом посредством соединительных деталей.
Чтобы провести разъединение собранных труб, не разрезая их при этом, применяется сгон. Он состоит из контргайки, муфты и длинной резьбы. У этой должна быть такая длина, чтобы при соединении сгона на нее можно было свободно навинчивать муфту и контргайки.
Размеры длинной и короткой резьбы варьируют в зависимости от диаметра труб.
Чтобы сэкономить металл, в системах газоснабжения и отопления используются тонкостенные трубы. Так как у этих труб меньшая толщина стенки, чем у водопроводных, на трубы накатывают резьбу, при этом критическая толщина стенок этих труб должна быть не меньше, нежели при нарезке трубной резьбы на водо- и газопроводных трубах.
Инструмент для нарезания резьбы вручную
Трубные клуппы для нарезания резьбы на трубах
На трубах при малых объемах нарезают наружную резьбу вручную с помощью трубных клуппов, применяя раздвижные и нераздвижные плашки. С этой целью зажимают трубу в прижим, очищают напильником конец трубы от окалины, после чего смазывают нарезаемую часть олифой или сульфофрезолом. На трубу надевают особый инструмент - клупп, имеющий раздвижные плашки, и легкими ударами по рукоятке план-шайбы киянкой доводят вплотную к трубе направляющие плашки и крепят стопорными болтами. Также, ориентируясь на риску планшайбы, крепят режущие плашки. Затем начинают вращать по часовой стрелке инструмент с одновременным нажимом на него.
В корпусе трубного клуппа с одной стороны расположены четыре отверстия для режущей плашки и три отверстия с другой стороны для направляющей.
В корпусе трубного клуппа с одной стороны расположены четыре отверстия для режущей плашки и три отверстия с другой стороны для направляющей. Направляющие режущие плашки разводят и сближают план-шайбы, которые крепятся прижимными кольцами на корпусе. В плоскостях, которые прилегают к корпусу, у план-шайб есть спиральные канавки, в которые входят штифты плашки. Если повернуть план-шайбу, штифты будут скользить по спиральным канавкам и плашки пойдут на сближение (если повернуть план-шайбу влево) или, наоборот, будут расходиться (если поворачивать план-шайбу вправо). Когда плашки установлены в необходимое положение, план-шайба закрепляется прижимными болтами.
Изготавливаются трубные клуппы с парой комплектов режущих плашек: для нарезки на трубах диаметром 15 или 20 мм и для нарезки диаметром 25, 32, 38 и 50 мм.
Для трубных клуппов используются радиальные односторонние или радиальные двусторонние плашки. Плашки производятся по 4 шт. в комплекте. Каждая имеет обозначение с диаметром и порядковым номером от 1 до 4. Соответствующие номера есть у каждой прорези на корпусе установки клуппа. На трубе есть сменные втулки для каждого диаметра трубы, которые располагаются в направляющем фланце и крепятся винтом. Последний крепится винтами к корпусу, куда устанавливаются соответствующих номеров плашки.
Трубные клуппы имеют преимущество - чистота получаемой резьбы на трубах и прочность конструкции. Их недостатком является необходимость в тщательном уходе и большая масса.
При нарезке резьбы 50 мм нужно переставить направляющие плашки, повернув их на 180 ͦ, то есть внутрь клуппа короткой стороной (от шпильки).
Клуппы Маевского для нарезания трубной резьбы
Используется и такой инструмент, как клупп Маевского. В клуппах Маевского есть разрезные плашки, которые состоят из двух частей. Отдельный комплект плашек соответствует определенному диаметру труб. Плашки, в соответствии с номером, указанным на плашке и в гнезде, устанавливаются в гнездо корпуса винтами по рискам, нанесенным на корпусе и на плашках для нужного размера. На плашки укладывается упорная крышка, закрепленная винтами.
Производится этот инструмент двух размеров: для нарезки резьбы диаметром 15 и 20 мм (№ 1) и для диаметров 25 и 32 мм (№ 2).
Такой инструмент имеет следующие преимущества: простота конструкции и ухода за ними, небольшая масса, возможность быстрой замены плашек.
Трещоточные клуппы для нарезания резьбы на трубах
Этот инструмент применяется для нарезки резьбы диаметром 25, 20 и 15 мм. В его корпусе крепится головка, имеющая сменные плашки. На нижней половине головки есть храповое колесо, которое при повороте вращает головку клуппа и плашки.
В корпусе клуппа прикреплена пара храповиков, которые закрываются щеками. При помощи рукоятки вращается головка клуппа. Нарезка проходит посредством качательного движения рукоятки при включенном храповике. По окончании нарезания включают храповик, который зацепляется за зубья храпового колеса при качании рукоятки и сгоняет круглую плашку. Можно с помощью трещоточного клуппа нарезать в таких местах, где обычный инструмент применить невозможно. Это особенно актуально при ремонтных работах.
Для нарезки трубной резьбы трубу в прижиме зажимают таким образом, чтобы нарезаемый выступающий ее конец был коротким. Длинный конец трубы может прогнуться при нарезании. Торец нарезаемого конца должен находиться под прямым углом к оси трубы с резьбой. Инструмент на трубу устанавливается направляющими кольцами или направляющими плашками таким образом, чтобы режущие плашки на 1-2 нитки (витка) находили на трубу. Резьба на трубах смазывается маслом с целью охлаждения плашек и чистоты. До начала нарезки клуппом нужно проверить правильность установки режущей плашки, то есть совпадает ли номер плашки с номером гнезда в корпусе.
Для нарезания инструмент вращают и подают вперед. За один проход нарезка происходит на трубах диаметром до 25 мм, за два прохода - при диаметре более 25 мм. Плашки в клуппе сближаются винтами или план-шайбой.
По окончании работ трубные клуппы следует разобрать, почистить от грязи и стружки, промазать минеральным маслом. Один раз в неделю рекомендуется очищать инструмент от засохшего и налипшего масла и грязи: для этого нужно развести на одно ведро воды 0,5 кг сухой каустической соды.
Детали с резьбовыми элементами являются одними из самых распространенных в машиностроении, их доля составляет 60-70% от общего количества деталей, а применяемые резьбы отличаются большим многообразием.
Резьбы различаются:
по форме основной поверхности:
Цилиндрические (наружные и внутренние) и конические (наружные и внутренние);
по форме профиля:
Треугольные (метрические и дюймовые), трапецеидальные, прямоугольные, упорные, круглые и специальные;
по направлению витков резьбы:
Правые и левые;
по заходности:
Однозаходные и многозаходные;
по степени точности (ГОСТ 16093-81):
Для наружных резьб – 4g, 4h, 5g6g, 6g, 6h, 7g6g, 8g и 8h;
Для внутренних резьб – 4Н, 4Н5Н, 5Н, 6Н, 7Н и 8Н.
Кроме того, различают резьбы, работающие с трением скольжения и трением качения. К первым относятся все обычные цилиндрические и конические резьбы, а ко вторым – шариковые и роликовые резьбы. В зависимости от вида резьбы, ее размеров, требований к точности и качеству обработанной поверхности применяются различные методы получения резьбы.
Основные методы нарезания резьбы
Резьбу получают тремя основными методами: нарезанием лезвийным инструментом, нарезанием абразивным инструментом и пластическим деформированием (накатыванием). В зависимости от принятого метода получения резьбы различают несколько способов образования резьбы (рис. 1).
1
Рис.
1. Основные методы нарезания резьб: а
– резьбовой резец; б – однониточная
дисковая фреза; в – однониточная
концевая фреза; г
– однониточная торцовая фреза
2. Способ однопроходного нарезания многониточными инструментами: гребенками, круглыми плашками, метчиками, резьбонарезными головками, многониточными шлифовальными кругами (цилиндрическими и коническими).
3. Способ однопроходного нарезания вращающимися инструментами: резьбовыми однониточными фрезами (дисковыми рис. б, пальцевыми, торцовыми рис. г), вихревыми головками.
4. Способ фрезерования многониточными фрезами, длина которых больше длины нарезаемой резьбы, накатывания резьбы широкими роликами или плоскими плашками.
Резьбовые резцы
Этот тип инструмента является одним из самых распространенных резьбообразующих инструментов, которые применяются для нарезания наружной и внутренней резьбы различных профилей на токарно-винторезных станках, автоматах и полуавтоматах. Наиболее простыми по конструкции, широко применяемыми в промышленности, являются стержневые резцы.
На вершине резьбовых резцов задний угол α=8…15 0 ; угол при вершине ε=60 0 – для метрической резьбы и ε=55 0 - для дюймовой и трубной резьб. У твердосплавных резцов угол при вершине выполняется на 1 0 -30’ меньше угла профиля резьбы из-за того, что при скоростном нарезании наблюдается некоторое «разваливание» резьбы.
Б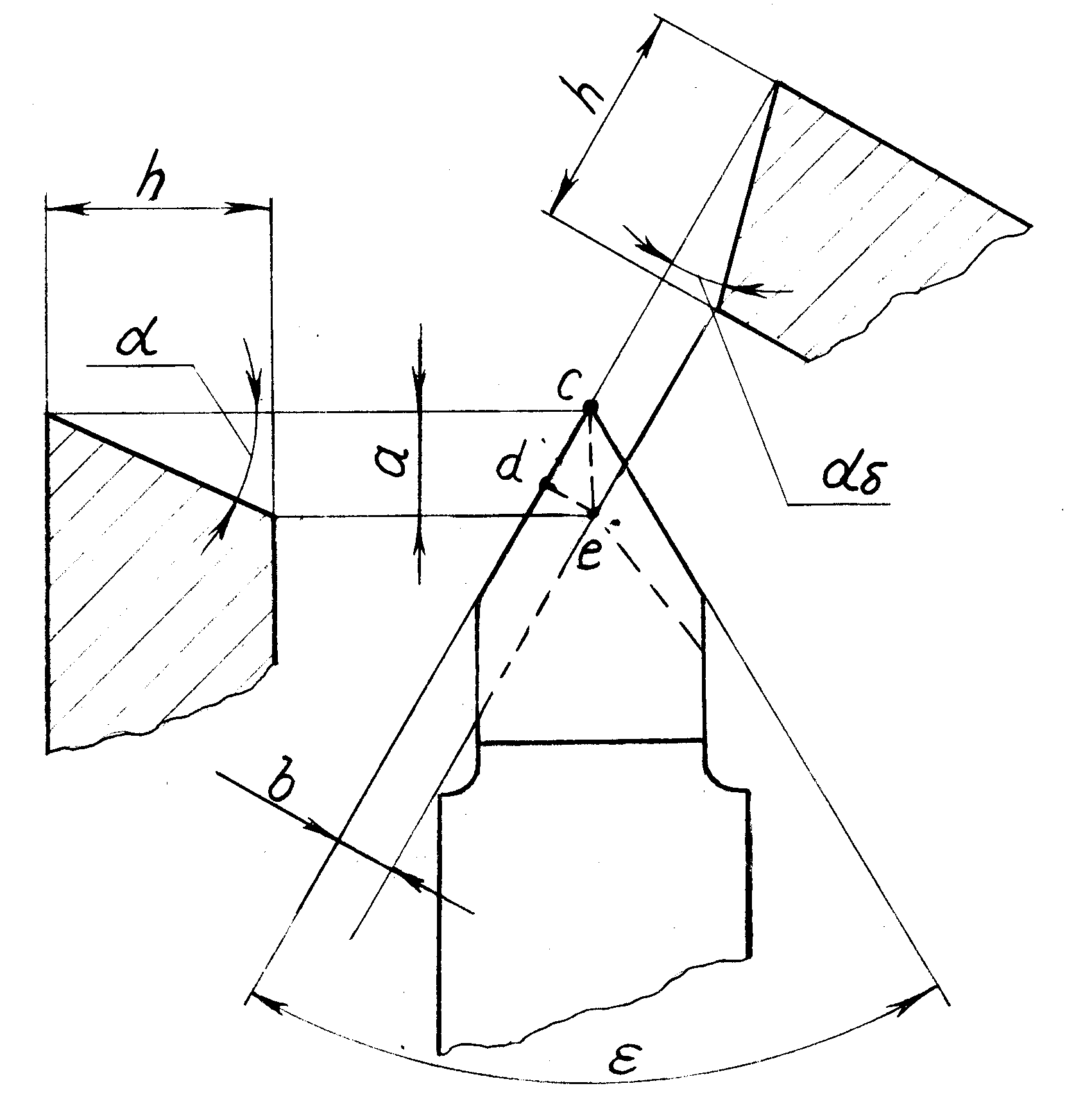 оковые
задние углы α б
зависят от величины угла
оковые
задние углы α б
зависят от величины угла
 и определяются в статическом положении
по формуле (рис. 2):
и определяются в статическом положении
по формуле (рис. 2):
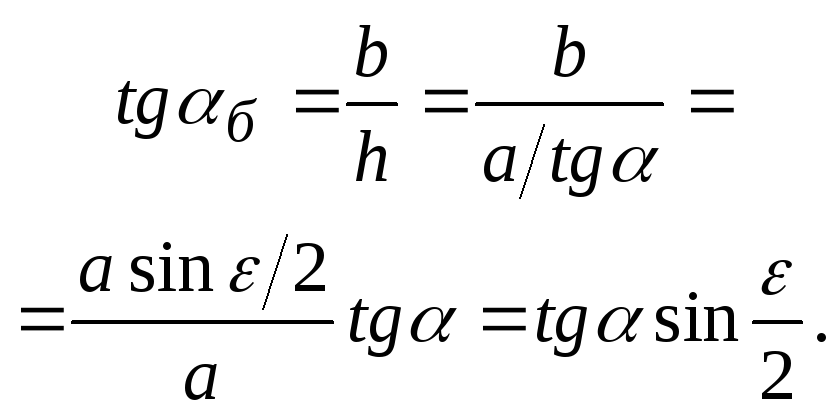
Рис. 2. Схема для определения бокового заднего угла резьбового резца
В процессе работы задние углы α б изменяются за счет относительного перемещения режущих кромок по углу подъема резьбы. При нарезании правой резьбы боковой задний угол α б на левом лезвии уменьшается, на правом – увеличивается на величину угла μ (рис. 3,а ) (для левой резьбы – наоборот):Здесь угол μ - угол подъема резьбы на внутреннем диаметре резьбы (рис. 3,в).
Величина угла μ определится из соотношения (рис. 3,б):
 .
.
Обычно при нарезании резьб с небольшим шагом и на средних по величине диаметрах задние углы на боковых кромках не корректируются. При больших р (многозаходные резьбы), на малом диаметре d , при нарезании трапецеидальных и прямоугольных резьб (угол подъема μ достигает значительных величин) необходимо принимать во внимание изменение боковых углов α б и учитывать это обстоятельство при заточке.
У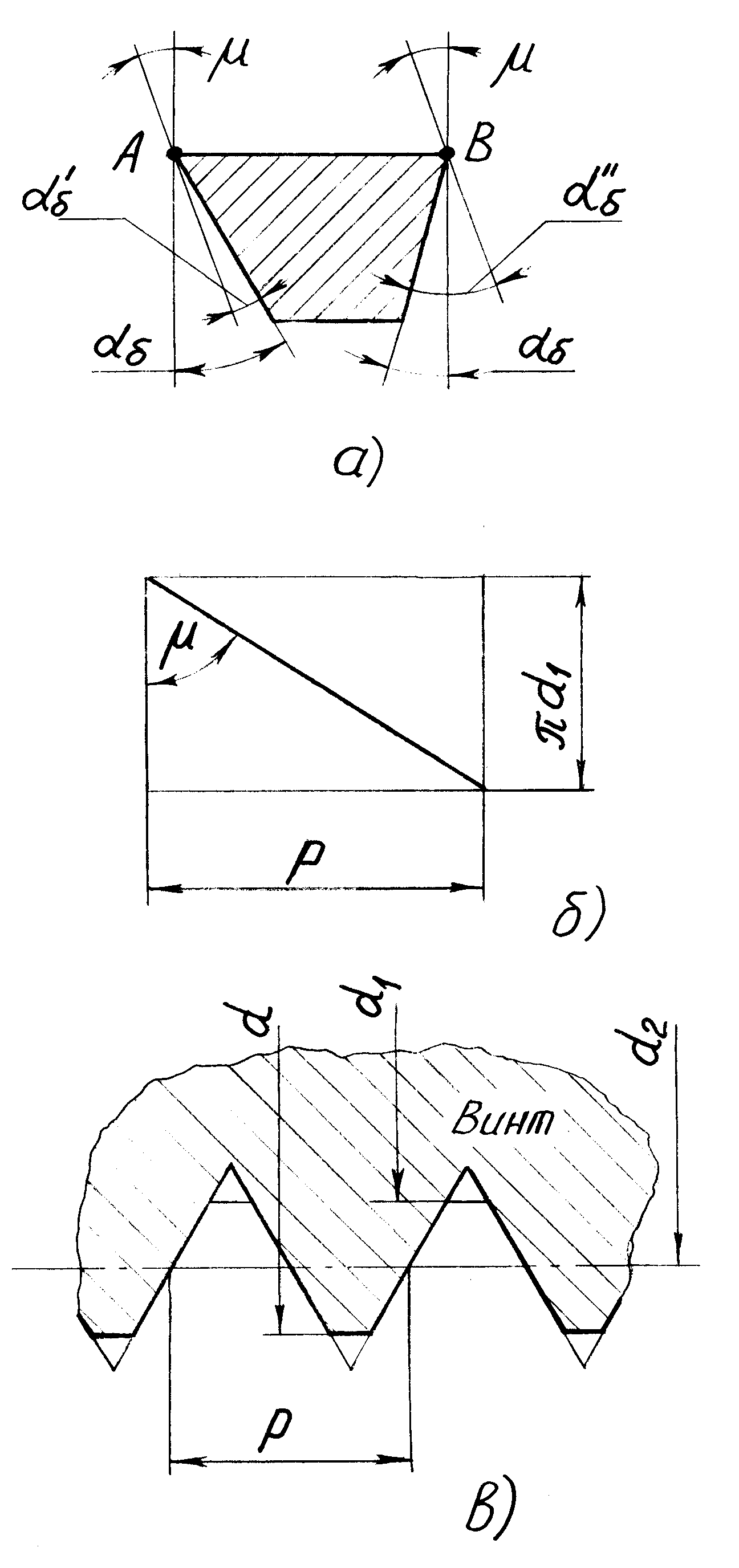 резцов для остроугольной резьбы из-за
малости μ углы делаются одинаковыми на
обеих боковых режущих кромках.
резцов для остроугольной резьбы из-за
малости μ углы делаются одинаковыми на
обеих боковых режущих кромках.
Передний угол у резьбовых резцов для предварительной прорезки выбирается в зависимости от обрабатываемого материала и устанавливается в пределах γ=5…25 0 .
У чистовых резцов, во избежание искажения профиля резьбы, передний угол γ=0. Профиль резьбовых резцов с передним углом не равным нулю, отличается от профиля нарезаемой резьбы и должен быть задан в сечении, нормальном направлению задней поверхности (рис. 4). В этом случае надо рассчитать высоту профиля резца и угол профиля в сечении В-В.
В качестве исходных данных для расчета задаются:
α и γ - задний и передний углы резца,
Рис. 3. Схема для определения боковых задних углов резьбовых резцов
Н – теоретическая высота профиля резьбы в диаметральном сечении А-А витка резьбы до острой вершины,ε![]() -
угол профиля резьбы,
-
угол профиля резьбы,
р - шаг резьбы.
H p = BC = ABsin = ABcos (α + γ ) ; (1)
AB=BD-AD (Δ- ки ODB и ODA); (2)
AD=r 1 cos (Δ- к ODA); (3)
 ;
(4)
;
(4)
OB=r; OD=r 1 sinγ; (Δ- к ODA) (5)
 (6)
(6)
Подставим (6) и (3) в (2):
С учетом (7) и (1) получим:
Рис. 4. Определение размеров профиля резьбового резца
Из треугольника abc (сечение пл. В-В на рис. 3.4) имеем:
 (9)
(9)
В формулах (8) и (9): H p - теоретическая высота резьбы в сечении В-В (до острой вершины); r и r 1 - радиусы, образующие наружный и внутренний диаметры резьбы; p - шаг резьбы.
Если λ=0 0 , то размеры H p и ε p в сечении В-В определяются по формуле:
 (10)
(10)
Аналогично (9) для угла профиля в сечении А-А имеем:
 (11)
(11)
Сравнивая (9) и (11) и подставляя в (9) вместо H p его значение Hcosγ , получим:
 ;
;
 ,
,
 (12)
(12)
 .
.
В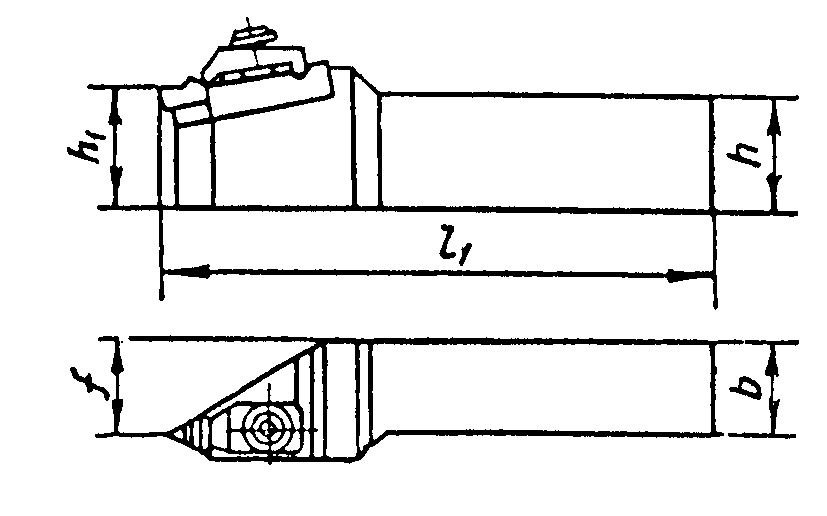 отечественной и зарубежной промышленности
широкое применение получили сборные
резьбовые резцы с механическим креплением
сменных твердосплавных пластин.
отечественной и зарубежной промышленности
широкое применение получили сборные
резьбовые резцы с механическим креплением
сменных твердосплавных пластин.
Р
Рис.
5. Резьбовой резец с механическим
креплением ромбических пластин для
нарезания метрической резьбы
Ромбическая твердосплавная пластинка устанавливается в глухом гнезде державки, закрепляется прихватом на две боковые базовые поверхности и прижимается к твердосплавной опоре.
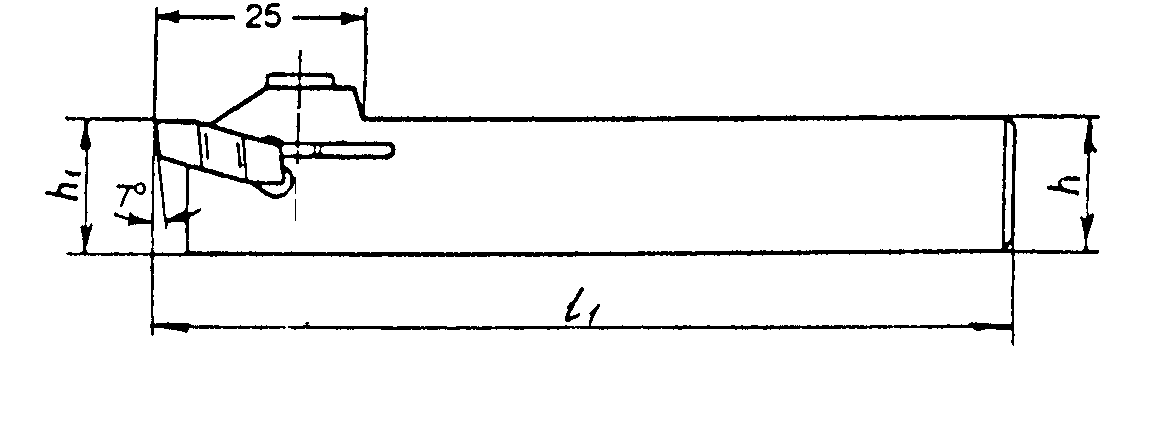
Резцы этой конструкции предназначены для нарезания метрических резьб с шагом p =1,5...6,0 мм и имеют габаритные размеры b × h =(16х20)...(25х40)мм и l 1 =125...200мм.
Шведская фирма Sandvik Coromant выпускает резьбовые резцы со сменными неперетачиваемыми пластинами (СНП) двух типов: с механическим креплением винтом (рис. 6,а) и с креплением прихватом (рис. 6,б).
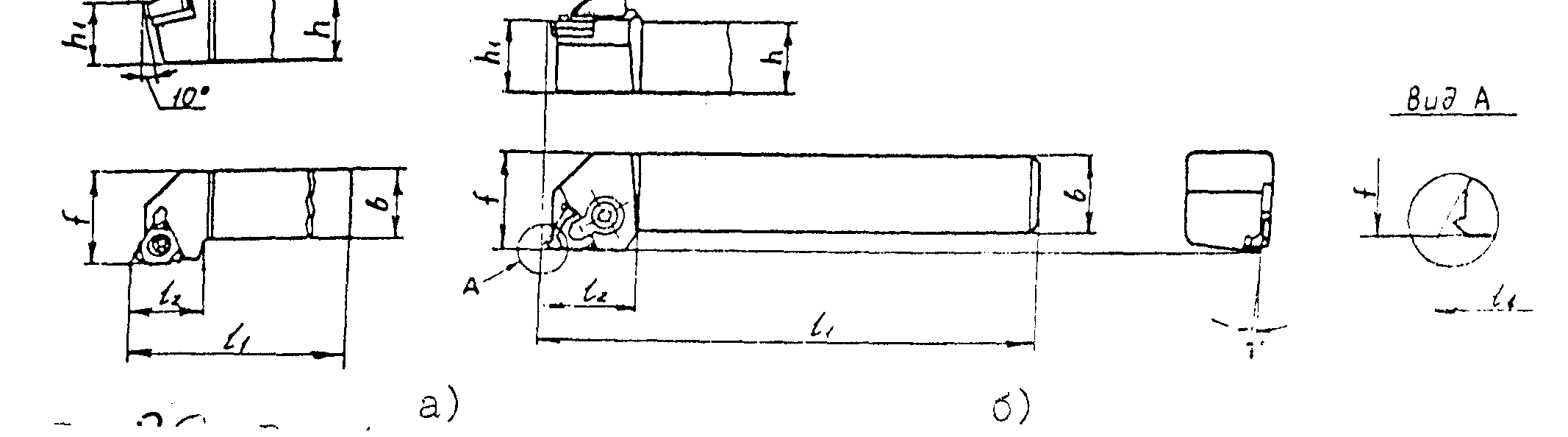
Рис. 6.Резьбовые резцы с механическим креплением СНП: крепление винтом (а) и крепление прихватом (б)
Режущие пластины у резцов этой фирмы имеют три рабочие вершины; на каждой из них располагается зуб резьбы с углом 60 0 (рис. 6б, вид А), со стружколомающими канавками и без них. Крепление пластин осуществляется или винтом, или прихватом.
И Рис.
7. Резьбовой резец с механическим
креплением тангенциально расположенных
СНП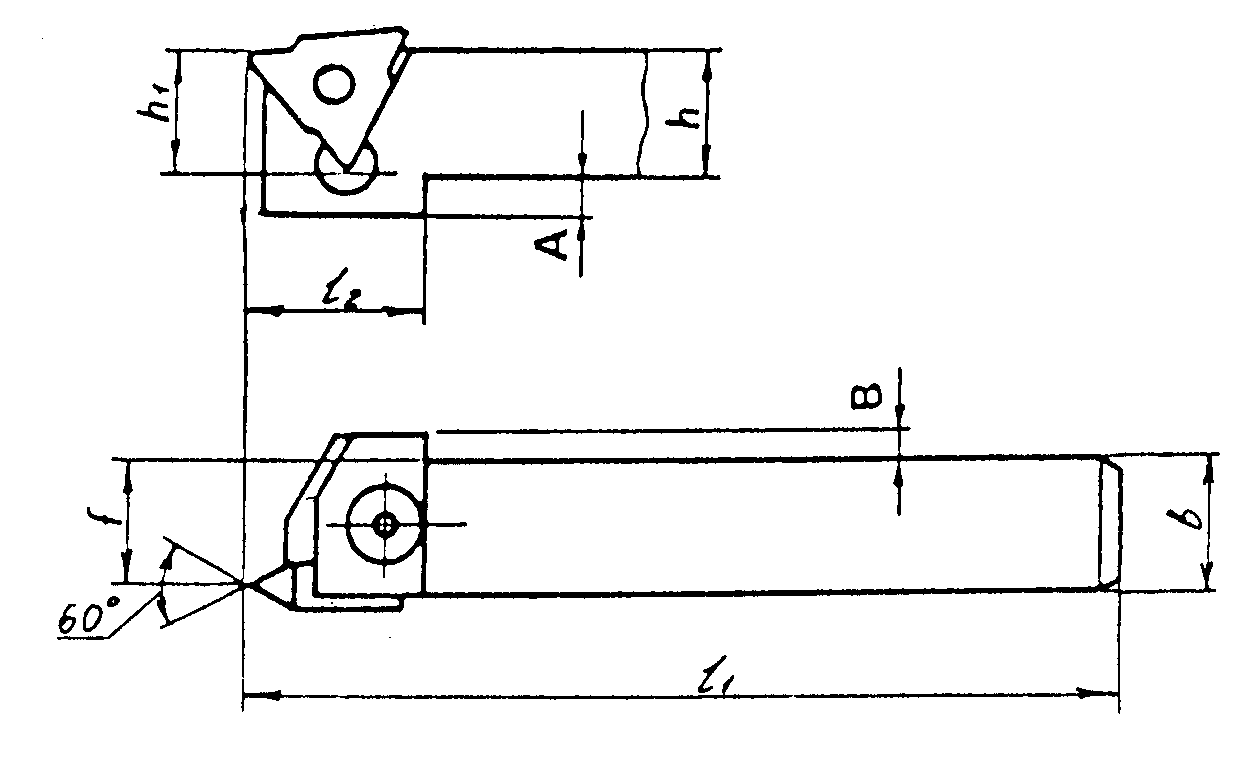
З Рис.
8 Резьбовой резец для наружной обработки
с механическим креплением
СНП