نخ لوله - ابزار و فناوری لازم
روش سنتی مفصل بندی قطعات مختلف مکانیکی است. در مورد لوله ها، این به معنای اتصال آنها به یکدیگر با استفاده از اتصالات رزوه ای و اتصالات مناسب است. اساساً از این تکنیک هنگام اتصال نمونه های ساخته شده از فلزات یا برخی مواد کامپوزیتی استفاده می شود. اینکه از چه ابزاری برای برش نخ روی لوله ها استفاده می شود، دقیقاً چگونه این کار انجام می شود موضوع مقاله پیشنهادی است.
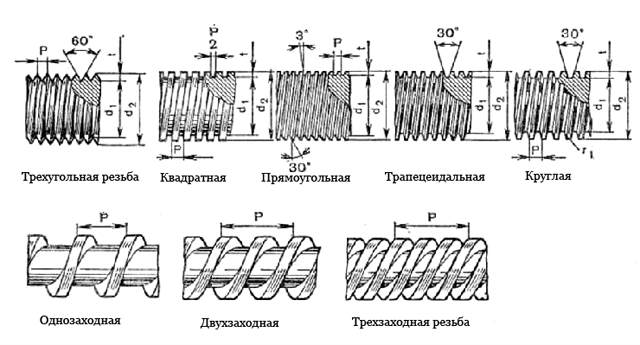
با توجه به جدول زیر، به راحتی می توان فهمید که یک نوع نخ با دیگری متفاوت است.
پارامترهای اصلی رزوه - گام، قطر، ارتفاع پروفیل و غیره - در نمودارها نشان داده شده است.
تکنولوژی برش نخ و ابزار لازم
نخ را می توان هم به صورت دستی و هم با استفاده از ماشین ابزار بدست آورد. در نظر گرفتن گزینه دوم منطقی نیست، زیرا تمام تفاوت های ظریف چنین کاری برای متخصص شناخته شده است. علاوه بر این، رزوه کاری را می توان بر روی مدل های مختلفی از تاسیسات، با استفاده از یک ابزار یا ابزار دیگر، بسته به نوع ماشین انجام داد.
اما در زندگی روزمره یا در حین کار نصب روی یک شی، نخ را با استفاده از ساده ترین دستگاه ها، به استثنای موارد نادر، یا، همانطور که می گویند، با دست خود، بریده می شود. این برای خواننده جالب تر است، بنابراین ما به روش های برش دستی می پردازیم.
نخ خارجی
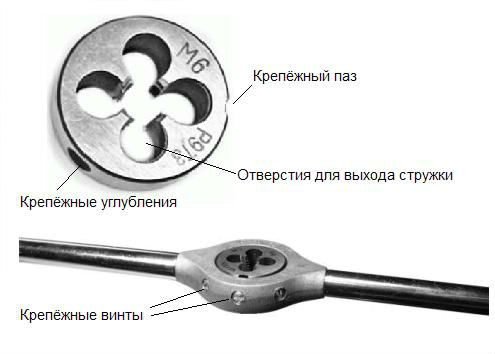
می میرد (کارگر). دامنه این محصولات قابل توجه است. هر نمونه مربوط به قطر مشخصی از لوله ای است که برش روی آن انجام می شود.

قالب ها در کیفیت پردازش فلز متفاوت هستند و به محصولات برای برش "خشن" (زمخت) و "دقیق" (تمام کردن) طبقه بندی می شوند. قیمت - از 68 روبل در هر نمونه.
دارندگان قالبموجود در تغییرات مختلف - معمولی، جهانی، با جغجغه. قیمت - از 139 روبل.

نحوه مونتاژ دستگاه نخ زنی از شکل مشخص است.
روش برش نخ
- برش انتهای لوله. زاویه نسبت به محور طولی راست است. ابزار - برش لوله یا.
- آماده سازی سطح سایت. منطقه ای که قرار است نخ بریده شود با دقت از رسوبات خارجی تمیز می شود.
- اولین نخ یک قالب "زمخت" روی لوله نصب شده است. برای سر خوردن بهتر، یک لایه نازک روغن روی ناحیه تحت درمان اعمال می شود.
- پاس دوم ابزار "تمام" نصب شده است. به تدریج و با تغییر سیستماتیک در جهت حرکت (در امتداد و سپس خلاف جهت عقربه های ساعت) روی لوله پیچ می شود. تمیزی نخ به صورت بصری کنترل می شود و کفایت اعمال خاصی مشخص می شود.
- کنترل کیفیت. به منظور تعیین صحت برش (عدم وجود نقص، انحنا و غیره)، هر محصولی (با پارامترهای نخ مناسب) روی لوله نصب می شود که می توان آن را روی یک قطر معین پیچ کرد - یک درایو، یک کوپلینگ، مهره اگر نمونه به راحتی از کل منطقه عبور کند، می توان کار را تمام شده در نظر گرفت.
ابزار دیگری برای برش نخ های خارجی وجود دارد - klup. او مدتی نه چندان دور در بازار بوده است و همه قفل سازها، حتی با تجربه، نمی توانند به این افتخار کنند که با او کار کرده اند. دستگاه بسیار ساده است.

پایه از یک صفحه شناخته شده گرفته شده است. اما لبه های برش پلاگین هستند. در واقع، این یک مونتاژ است، در حالی که lerka یک محصول یکپارچه است. کلوپ ها به نمونه های دستی و مدل های الکتریکی تقسیم می شوند. بنابراین برای افزایش بهره وری در شرایط داخلی، نیازی به خرید (اجاره) دستگاه نخواهد بود. قیمت کلوپ از 479 روبل است. آنها همچنین در مجموعه فروخته می شوند، بنابراین یک انتخاب وجود دارد.

هزینه کیت ها از 14570 روبل (مکانیکی) و از 32800 روبل (برقی) است. تولید کنندگان همچنین نمونه هایی را با برش های قابل تعویض عرضه می کنند که استفاده از آنها را راحت تر می کند (از 798 روبل / قطعه). محصولاتی هستند که برای آنها نیازی به نگهدارنده نیست. آنها به راحتی با یک آچار باز (گاز) چرخانده می شوند.

نخ داخلی
ضربه بزنید. مانند قالب ها، هر قطر ابزار مخصوص به خود را دارد.
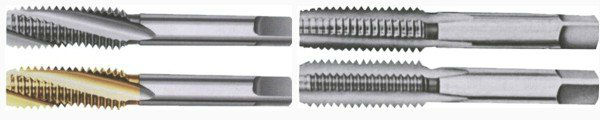
قیمت - از 412 روبل.
نگهدارنده های شیر.هدف مشخص است. نام دوم استفاده شده یقه است. قیمت - از 170 روبل.

- کوتاه کردن انتهای و تمیز کردن (اما در این مورد - از داخل لوله).
- روغن کاری محل کار.
- نخ زنی اولیه و ثانویه.
- بررسی کیفیت با پیچ کردن یک پیچ مناسب.

ویژگی های رزوه کاری روی مواد کامپوزیت
این عمدتاً در مورد لوله های فایبرگلاس صدق می کند ، زیرا محصولات ساخته شده از PP ، PE ، فلز پلاستیک به روش های کاملاً متفاوتی متصل می شوند. فناوری نخ زنی با ابزار تا حدودی با عملیات مشابهی که روی محصولات فلزی انجام می شود متفاوت است. چنین اتصالی از استحکام بالایی برخوردار نیست ، اما برای فایبرگلاس اصلی ترین در نظر گرفته می شود و بسیار بیشتر از روش های ریختن ترکیب ، فشار دادن ، تشکیل پروفیل و تعدادی دیگر استفاده می شود.
هنگام برش نخ به چه نکاتی توجه می شود؟
- طرح تقویت فایبرگلاس. بر این اساس جهت پردازش نمونه مشخص می شود.
- هدایت حرارتی کم کامپوزیت. برای جلوگیری از گرم شدن بیش از حد ابزار، لازم است از اتلاف گرمای موثر اطمینان حاصل شود. روش خنک سازی با مایع مخصوص هنگام کار با چنین موادی به دلیل افزایش جذب رطوبت بسیاری از آنها قابل اجرا نیست.
- دقت کم برش نخ اول از همه، به دلیل خاصیت ارتجاعی فایبرگلاس و ساختار خاص آن است. اگر الزامات این پارامتر زیاد باشد، روش پردازش متفاوتی انتخاب می شود.
- ساختار لایه ای مواد. این امر به ویژه با افزایش سایش ابزار برش مشهود است. در هر صورت، پس از نخ، محل کار تمیز می شود.
- الزامات ویژه برای سل اول از همه - به دلیل افزایش تشکیل گرد و غبار.
به خودی خود، فناوری برش هر نخ چیز پیچیده ای نیست. همه عملیات ساده است. انتخاب صحیح ابزار، انطباق با الگوریتم اقدامات و در نظر گرفتن ویژگی های سخت افزار پردازش شده، نتیجه عالی را تضمین می کند.