شیرهای نخ زنی - انواع، جدول اندازه، الزامات GOST 3266-81
بسیاری از وسایل فنی و همچنین اکثر وسایل خانه دارای اتصالات رزوه ای هستند که بشر از زمان های قدیم از آنها استفاده می کرده است. ابزار اصلی که عناصر چنین اتصالاتی با آن ساخته می شوند شامل یک شیر است. استفاده از آن به شما این امکان را می دهد که به سرعت و بدون مشکل زیاد یک نخ دقیق و با کیفیت را روی سطح داخلی سوراخ برش دهید.
ویژگی های طراحی
اولین ابزار برای برش تارهای داخلی طرحی ابتدایی بود و از یک میله چهار وجهی تشکیل شده بود که در انتهای کار آن به صورت مخروطی ملایم تیز شده، دندان های برش اره شده بود. هنگام استفاده از چنین شیری، نخ را با پیچاندن آن به داخل مهره یا سوراخ از پیش آماده شده در قطعه کار برش می دادند. طبیعتاً چنین ابزاری دارای معایب بسیاری بود که از مهمترین آنها می توان به عدم وجود سطح پشتی در قسمت برش و همچنین زاویه ضربه منفی اشاره کرد. با گذشت زمان، طراحی شیرآلات متفکرانهتر شده است و امروزه به شما امکان میدهد تا نخهای داخلی دقیق و باکیفیت ایجاد کنید.
در هر شیر رزوه کاری روی سطوح داخلی قطعه کار، صرف نظر از پارامترهای هندسی و هدف آن، عناصر زیر وجود دارد:
- شیارهای جانبی (از 2 تا 6 می تواند وجود داشته باشد)؛
- قسمت ورودی مخروطی؛
- قسمت کالیبره که شکل استوانه ای دارد.
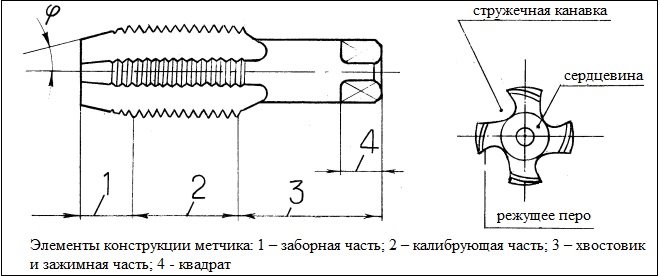
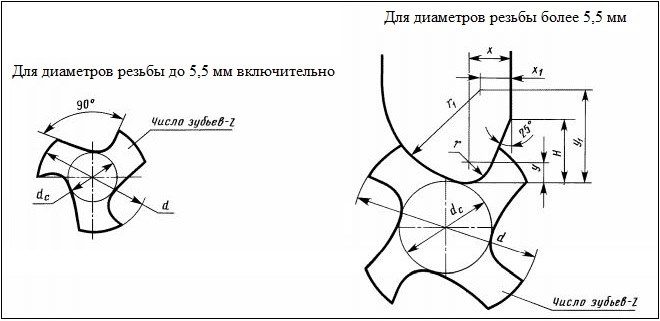
شیارهای واقع در سطح جانبی ابزار در تمام طول آن به طور همزمان دو عملکرد را انجام می دهند: اطمینان از حذف تراشه ها از منطقه پردازش و تسهیل تامین مایع برش (خنک کننده) به چنین منطقه ای. شکلی که شیار شیر در سطح مقطع دارد با دو سطح آن مشخص می شود که یکی جلوی دندانه برش ابزار و دیگری پشت آن است. شیارهای تراشه با توجه به نوع پروفیل به انواع زیر تقسیم می شوند:
- تک شعاع (با شیارهایی به این شکل، عمدتاً شیرهای گیج تولید می شود).
- با سطوح مستقیم جلو و عقب (از ابزارهایی با شیارهایی به این شکل برای نخ زنی در داخل مهره ها استفاده می شود).
- با سطوح جلو مستقیم و شعاع پشت (اکثر شیرها با شیارهای تراشه ای از این نوع ساخته می شوند).
شیارها را می توان به روش های مختلف مرتب کرد: مستقیم، و همچنین مارپیچ راست یا چپ. با شیارهای خط مستقیم، شیرهای همه منظوره ساخته می شوند. با شیارهای مارپیچ سمت چپ، شیرهایی تولید می شود که برای رزوه کشی پاس استفاده می شود. تراشه های ایجاد شده توسط چنین ابزاری جلوتر از آن در امتداد سوراخ در حال ماشینکاری حرکت می کنند و در نتیجه خطر آسیب به نخ از قبل بریده شده را از بین می برند. هنگام استفاده از شیرهای با جهت درست چرخش شیارها، تراشه ها از منطقه ماشینکاری به سمت ساقه ابزار برداشته می شوند. به همین دلیل، شیرهای دست راست برای ضربه زدن به سوراخ های کور ایده آل هستند.
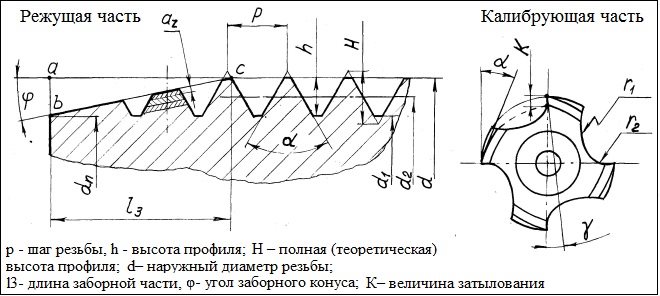
قسمت ورودی شیر همانطور که در بالا ذکر شد دارای شکل مخروطی است که فرآیند ورود ابزار به سوراخ در حال ماشینکاری را تسهیل می کند. مقدار خاص زاویه شیب قسمت ورودی، که می تواند در محدوده 3-20 درجه باشد، بسته به نوع پردازشی که ابزار برای آن استفاده می شود - خشن، متوسط یا تکمیل انتخاب می شود.
بخش کالیبراسیون استوانه ای با دست کم برآورد معکوس تا 0.1 میلی متر ساخته شده است که به منظور کاهش نیروهای اصطکاک که در طول فرآیند رزوه کاری ایجاد می شود ضروری است. برای کاهش نیروی اصطکاک بین قسمت کار شیر و سطحی که قرار است ماشین کاری شود، سطح پشتی دندانه های برش که از بالای آنها به اندازه 1/3 عرض آنها انجام می شود نیز اجازه می دهد. بنابراین، دست کم گرفتن سطح عقب دندان های برش ایجاد می شود، که ارزش آن برای ابزارهایی با قطر 12-30 میلی متر حدود 0.1 میلی متر است.
گونه بر اساس هدف
صنعت مدرن انواع مختلفی از شیرها را تولید می کند که از نظر طراحی و عملکرد با یکدیگر متفاوت هستند. بنابراین شیرها با توجه به هدف خود می توانند یکی از انواع زیر باشند.
قفل سازهااین ابزارها اغلب دستی هستند و همراه با آچار مخصوصی استفاده می شوند که شیر با آن چرخش داده می شود. به عنوان یک قاعده، آنها در مجموعه های متشکل از دو یا سه ابزار تولید و استفاده می شوند که هر کدام تنها بخشی از کمک هزینه را از سطح درمان شده حذف می کنند. ابعاد شیرهای موجود در چنین کیت (به ویژه قطر کار آنها) متفاوت است. اولین ابزار، که روی ساقه آن یک علامت به شکل یک خط تیره اعمال می شود، برای خشن کردن، دومی (با دو خط تیره روی ساقه) برای متوسط و سومی (به ترتیب با سه خط تیره) استفاده می شود. برای تکمیل نخ در حال برش

اینها ابزارهایی هستند که می توان با آنها نخ ها را هم به صورت دستی و هم بر روی ماشین های مختلف (تراشکاری، سوراخ کاری، سنگدانه و غیره) برش داد. چنین شیرهایی با شیرهای فلزی فقط در قسمت ورودی کمی کوتاه شده و مقاومت بالاتر در برابر استرس مکانیکی متفاوت هستند.

آچار
با کمک چنین ابزارهایی همانطور که از نامشان پیداست نخ زنی در آجیل انجام می دهند. آجیل هایی که در آن نخ ها از قبل با چنین ضربه ای بریده شده اند، ابزار را نمی پیچانند، بلکه به سمت دم کشیده آن حرکت می کنند. ساقه شیرهای مهره ای که با آن نخ ها بر روی ماشین های حفاری بریده می شوند، شکلی مستطیل دارند. آجیل با نخ های از قبل رزوه شده، که به چنین ساقه ای منتقل شده اند، پس از خارج کردن ابزار از چاک دستگاه، به سادگی تکان داده می شوند. برای برش مهره روی ماشین های رزوه کش از شیرهایی استفاده می شود که ساقه های آن حالت خمیده دارد. هنگام رزوه کشی به این صورت، مهره ها تحت فشار یکدیگر، در امتداد ساقه خمیده ابزار رانده شده، به قسمت انتهایی آن رسیده و در ظرف آماده شده می افتند.
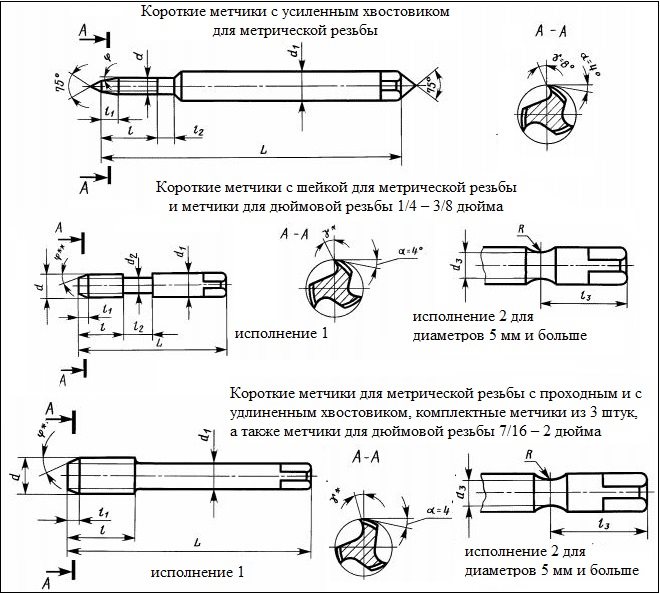
الزامات طراحی و ابعاد شیرهای دستی و ماشینی برای برش نخ های متریک توسط GOST 3266-81 تعیین شده است که به آن می گویند: "شیرهای ماشینی و دستی. طراحی و ابعاد.
با دانلود سند به صورت pdf از لینک زیر می توانید با الزامات GOST برای شیرهای دستی و ماشینی آشنا شوید.
انواع بر اساس طرح
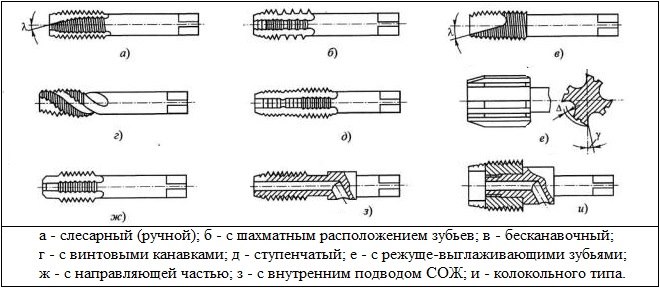
شیرها نیز با توجه به طراحی خود به انواع مختلفی تقسیم می شوند. بنابراین، بسته به این پارامتر، ابزارها متمایز می شوند:
- با فلوت های کوتاه شده که به آنها بدون فلوت نیز می گویند (طراحی چنین شیرهایی به ویژه برای برش نخ ها در قطعات ساخته شده از فولادهای انعطاف پذیر کم کربن، آلیاژهای آلومینیوم و فولادهای آلیاژی با مقاومت بالا طراحی شده است).
- با شیارهایی که در امتداد یک خط مارپیچ قرار دارند (اینگونه ابزارها را روی مراکز ماشینکاری نصب کنید و از آنها برای برش نخ های کور استفاده کنید).
- با دندانه های برش که در الگوی شطرنجی قرار داده شده اند (با توجه به اینکه دندان های برش در قسمت کالیبراسیون چنین ابزاری از طریق یکی بریده می شوند، می توان نیروی اصطکاک را در حین پردازش کاهش داد).
- نوع پلکانی با یک قسمت کاری که به دو بخش تقسیم می شود، که هر کدام عملکرد خاص خود را انجام می دهد (به عنوان مثال، شیرهای پلکانی وجود دارد که بخش اول مطابق مدار ژنراتور کار می کند و بخش دوم - مطابق با مشخصات؛ برای موارد دیگر انواع ابزارهای پلکانی، بخش اول عملکرد برش را انجام می دهد و بخش دوم - صاف کردن).
- ترکیبی (اینها در واقع دو ابزار در یک هستند: قسمت برش آنها، که در یک طرح واحد ساخته شده است، با یک مته شروع می شود و با یک شیر آب به پایان می رسد).
- شیرهای منفذی که برای برش نخ ها در سوراخی با هر قطری استفاده می شود (با کمک آنها نخ ها بر روی ماشین های تراش بریده می شوند که در چاک آن قطعه کار ثابت است و در نگهدارنده ابزار - ساقه ابزار مورد استفاده؛ حرکت شیر در حین نخ با تغذیه خودکار تکیه گاه دستگاه و چرخش قطعه کار - چرخش اسپیندل تضمین می شود.
- با یک حفره داخلی که به دلیل آن ابزار در حین پردازش خنک می شود (استفاده از چنین شیرهای نصب شده روی تجهیزات تخصصی یا چند عملیاتی می تواند بهره وری نخ را به میزان قابل توجهی افزایش دهد).
- شیرهای زنگ (این نوع شیرها برای برش نخ های داخلی با قطر بزرگ (50-400 میلی متر) استفاده می شود و ساختاری پیش ساخته متشکل از عناصر برش جداگانه دارند).
از نظر ساختاری، تمام شیرهای ذکر شده در بالا به قدری با یکدیگر متفاوت هستند که حتی می توانید آنها را از روی عکس از یکدیگر تشخیص دهید.
انواع نخ
با استفاده از شیرهای دسته های مختلف و همچنین انواع قالب ها، می توان نخ هایی از انواع مختلف را بر روی سطوح داخلی قطعات تشکیل داد. بسته به نوع نخی که بریده می شود، شیرها به دسته های زیر تقسیم می شوند.
متریکاینها شیرهایی هستند که با آن نخ های متریک بریده می شوند. عنصر نخ بریده شده در چنین مواردی به شکل مثلث متساوی الساقین است و تمام پارامترهای آن بر حسب میلی متر اندازه گیری می شود. علامت گذاری چنین شیرهایی حاوی حرف "M" است. برای انتخاب شیرهای متریک و قطر سوراخ آماده سازی، از جدول مرجع مخصوص استفاده می شود.
اینچقسمت کار چنین شیرهایی شکل مخروطی دارد. قطر ابزار اینچ بر حسب اینچ و گام بر حسب تعداد نخ در اینچ (25.4 میلی متر) اندازه گیری می شود. شیب متوسط سطح شیرهای آب از این نوع 1°47'24 اینچ است.
لولهاین شامل شیرهای استوانه ای و مخروطی است که برای برش رزوه ها در اتصالات لوله استفاده می شود.
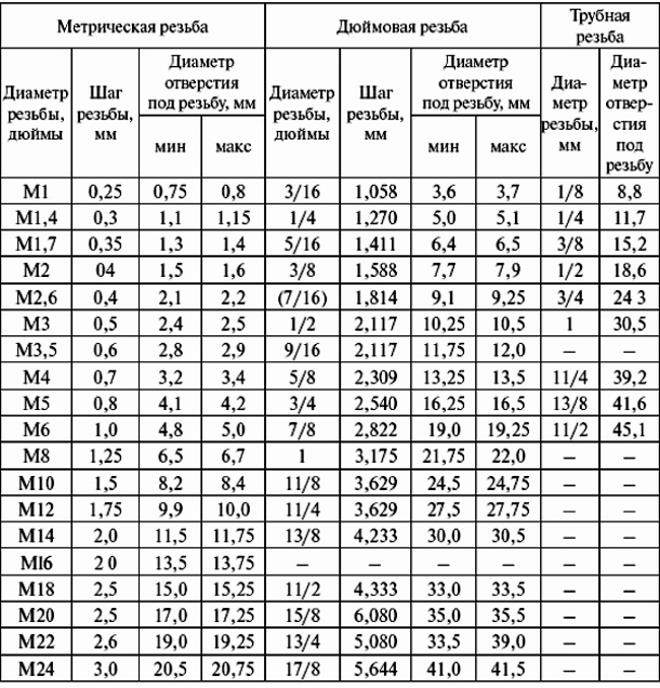
جدول 1. روی پارامترها و اندازه سوراخ ضربه بزنید
از شیرها می توان برای ایجاد سوراخ با نخ های سمت راست و چپ استفاده کرد. شیرهای نخ های سمت چپ، زمانی که در واقعیت یا در یک عکس با ابزارهای نوع مناسب مقایسه می شوند، تنها در جهت مارپیچ قسمت برش آنها با دومی متفاوت است.