Сварка труб пнд своими руками
Полиэтиленовые трубы (ПНД) с диаметром от 20 до 1200 мм получили широкое распространение благодаря своим преимуществам и легкости монтажа. Их используют для прокладки газо- и водопроводов, внутренней, наружной, ливневой канализации. В зависимости от поставленных целей полиэтиленовые трубы могут быть напорными или безнапорными. Вторые как раз применяются для канализационных систем.
Соединять полиэтиленовые трубы можно тремя способами, один из которых является разъемным (соединение посредством фланцев и фитингов), два других же относятся к сварным неразъемным (сварка специальным оборудованием встык или с применением электромуфт). Сварное соединение наиболее прочное, швы герметичны и устойчивы к воздействию химически агрессивных сред.
Подготовительный процесс перед сваркой труб ПНД
Вне зависимости от вида сварки ПНД труб, следует провести ряд подготовительных мер перед работой. А именно:
- закупить и привезти на рабочую площадку сами трубы и крепеж (фитинги прямые, угловые, тройники и другие соединительные элементы), зажимы и редукционные вкладыши, соответствующие диаметру свариваемых труб;
- обустроить и освободить от посторонних предметов рабочую площадку, на которой будет размещено сварочное оборудование;
- механически обработать торцы ПНД труб и всех фасонных деталей.
Сварочное оборудование перед работой следует тщательно проверить на исправность и работоспособность. Порядок подготовки оборудования заключается в следующем:
- узлы сварочного аппарата осматривают визуально, заземлители и электрические провода проверяют на исправность, ножи торцевателя проверяют на степень заточки;
- далее подготавливают электрогенератор, заправляя его топливом и проводя тестовое включение;
- детали оборудования (скребок, торцеватель, нагреватель) перед работой очищают от имеющихся загрязнений и следов приставшего полиэтилена, затем обезжиривают все поверхности растворителем;
- на гидросистеме сварочного оборудования обязательно проверяют наличие масла и его уровень, проводят испытание на работоспособность подвижного зажима, после чего смазывают все трущиеся детали оборудования специальными составами;
- проводят проверку всех имеющихся контрольно-измерительных приборов.

Если сравнивать электромуфтовую и стыковую сварку, то первая экономически менее выгодна, однако производить ее очень удобно в тех случаях, когда работа производится в стесненных обстоятельствах при минимальном количестве рабочего пространства. Электромуфтовую сварку часто применяют для ремонта ПНД труб (особенно для труб диаметром до 160 мм) и установки разветвления в уже имеющемся трубопроводе. Сварные швы после качественно проведенных работ выдерживают давление до 16 атмосфер.
Принцип метода электромуфтовой сварки

Электромуфта представляет собой фасонную деталь из полиэтилена с вживленными в корпус муфты электрическими спиралями. Муфты производят для труб различного диаметра и калибруют штрих-кодом, на котором обозначены условия температурного режима, продолжительность нагрева и прочая информация для работы. Если производится прямолинейная сварка ПНД труб, то муфту используют простой формы, для монтажа прочих конструкций существуют тройники электрофузионные, седловые отводы и другие детали из полиэтилена с аналогичными электроспиралями.

Принцип заключается в следующем: после подачи электрического тока на спирали муфты происходит повышение температуры близлежащего слоя полиэтилена и его плавление. После этого нагреваются торцы полиэтиленовой трубы под муфтой. При этом труба расширяется, образуется необходимое для качественной сварки давление. После отключения электропитания труба остывает, а сварной шов с приваренной муфтой, затвердевая, образуют жесткое герметичное соединение.

Технология сварки ПНД труб электромуфтой
Перед процессом сварки проводят подготовку: удаляют загрязнения с труб, зачищают их края, обезжиривают внутреннюю поверхность электромуфты.
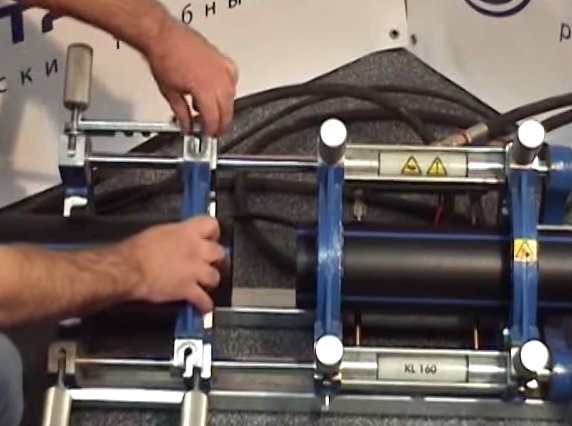
После этого края труб вставляют в муфту и фиксируют всю эту конструкцию в позиционере.
Чтобы узнать параметры сварки, считывают штрих-код на фасонной детали или вручную вводят указанные значения на электрический сварочный аппарат.
Контакты электромуфты и сварочного аппарата соединяют между собой и подают напряжение.
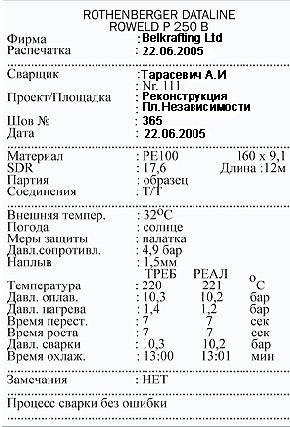
После окончания процесса соединения муфты и торцов труб питание отключают, а конструкцию оставляют остывать, строго соблюдая ее неподвижность. После того, как труба остынет, ее извлекают из позиционера и распечатывают протокол сварки.
Если свариваемая труба имеет большой диаметр, в технологию может быть добавлен пункт дополнительного подогрева деталей.
Видео — Электромуфтовая сварка труб ПНД
Стыковая сварка ПНД труб своими руками
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.

При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
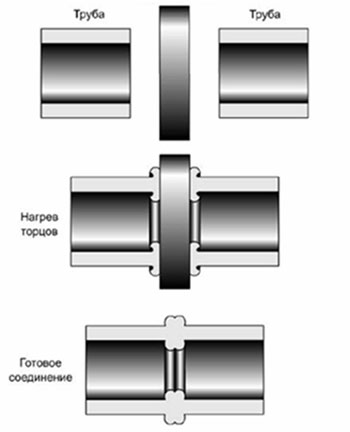
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
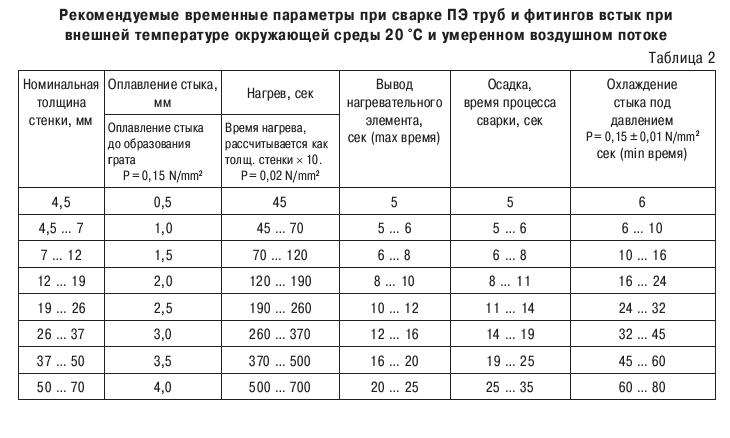
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой. Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным.
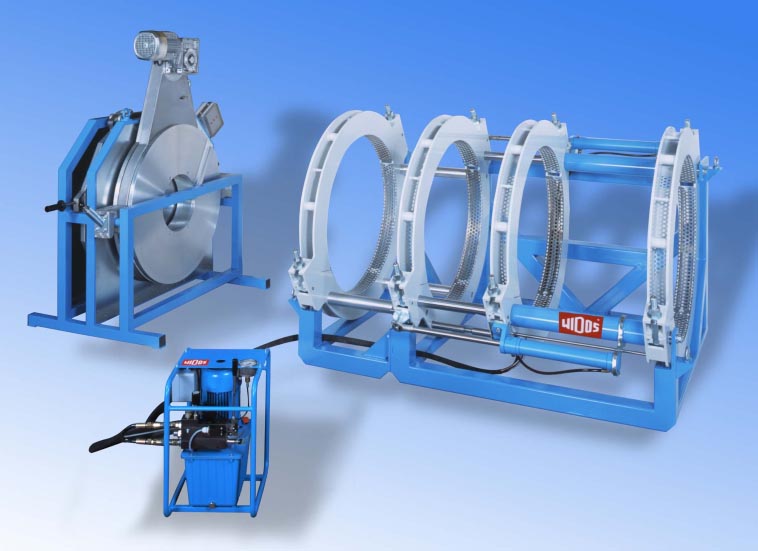
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым. Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок.
Видео — Стыковая сварка полиэтиленовых труб