Соединительная сварка ПНД труб: виды и особенности соединения
Полимерные материалы постепенно заполняют все ниши на рынке товаров и услуг, а также проникают не только в бытовую и промышленную сферу, поскольку придают различным изделиям уникальных технические и эксплуатационные характеристики. В статье речь пойдет о трубах из полиэтилена низкого давления (ПНД), а также о технологиях, посредством которых производится сварка таких изделий.
Существующие способы монтажа ПНД труб
Трубы ПНД очень популярны на сегодняшний день, поскольку их очень просто монтировать (силами одного работника). Однако нужно понять, как эти трубы соединять между собой, чтобы получить надежный трубопровод.
Существует два типа соединений:
- Разъемные. Допускает разбор конструкции в процессе эксплуатации. Создать подобное соединение можно при помощи стальных фланцев.
- Неразъемные. Конструкция из сегментов труб ПНД является монолитной. Реализуется за счет сварки труб стыковым методом или через муфты.
Когда осуществляется монтаж трубопровода с большим диаметром необходимо использовать терморезистивные фитинги. В этом случае монолитное соединение будет прочным и риск его деформации при правильной эксплуатации полностью отсутствует.
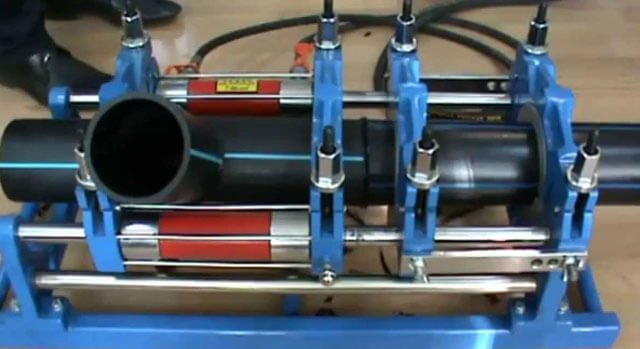
Особенности сварки ПНД труб встык
В первую очередь для проведения работ понадобится аппарат для сварки ПНД труб встык. Приятным бонусом является то, что к нему не понадобится приобретать дополнительные насадки. Технология пригодна только для соединения ПНД труб одинакового диаметра.
Максимально качественной сварка ПНД труб получается лишь в случае скрепления сегментов в один шов. В таком случае прочность сцепления будет оптимальной и не возникнет большого числа точек пиковой нагрузки на трубопровод.
По сей день, сварка является самым универсальным и эффективным способом монтажа трубопроводов и даже то, что в качестве материала, из которого изготовлены трубы, используется полиэтилен, не снижает популярности сварки. Для сваренного трубопровода сохраняется гибкость материала по всей длине. Нет разницы, как именно будет прокладываться система, поскольку сварочный аппарат для ПНД труб дает возможность производить работы в любых условиях.

Процедура сварки выглядит следующим образом:
- Концы труб устанавливаются в центратор (элемент, которым оснащен сварочный аппарат для сварки труб ПНД), а затем выравниваются относительно друг друга и прочно фиксируются (прочитайте также: " "). При этом концы труб должны быть тщательно вычищены от различной грязи, пыли и т.д.
- Дальше необходимо использовать устройство для торцовки, чтобы произвести механическую обработку свариваемых сегментов трубопровода. Во время этого этапа нужно добиться получения ровной 0,5-миллиметровой стружки, а затем уже проверять стыковку торцевых частей трубы. Любой зазор между ПНД трубами должен быть удален посредством повторения процедуры торцовки.
- Затем, используется оборудование для сварки труб ПНД, чтобы выполнить нагрев торцов. Обязательно при этом использовать нагревательный элемент с антипригарным покрытием. Когда торцы начнут расплавляться, необходимо их развести и оперативно извлечь нагреватель.
- Прогретые сегменты стыкуются, а сила их сжимания равномерно увеличивается, пока две трубы не будут плотно зафиксированы относительно друг друга. Желательно выждать подольше, вплоть до остывания стыка. Только в этом случае шов будет максимально надежным.
Качество проведенной сварки определяется, как по внешнему виду сделанного шва, так и по линейным размерам трубопровода на стыке (не должно быть неровностей).
Выполнение сварки ПНД труб через муфту
Если выполняется муфтовая сварка труб ПНД своими руками, то нужно иметь агрегат для сварки типа «паяльник», а также комплект насадок к нему. Диаметры насадок подбираются в соответствии с размерами используемой арматуры. Помимо оборудования для сварки необходимо приобрести фитинги: муфты, уголки, тройники и т.д.
По факту парой для сварки являются торцы фитинга и трубы. Способ неудобен, поскольку при неправильном соединении трубопровод будет скошен, а потому количество фитингов должно превышать количество предполагаемых стыков.

Преимущество муфтовой сварки в том, что ее можно выполнять в весьма неудобных условиях, когда смещение труб по оси ограничивается. Нагревается ПНД труба посредством контакта с металлической насадкой на паяльнике.
Конструкционно насадка состоит из двух элементов, скручиваемых в одно целое. Фитинг прогревается первой частью под названием «дорн», а вторая называется «гильза» и в нее вставляют ПНД трубу.
Подготовительный этап для сварки через фитинг
Начинать стыковку двух труб нужно после проведения определенных действий с трубой и фитингом:
- Труба подрезается посредством специальных ножниц с учетом нужного размера. Лучше всего использовать ножницы с настраиваемым углом обрезки, поскольку сечение должно быть расположено под прямым углом к внешней стенке трубы.
- Участки, которые будут задействованы при сварке, нужно очистить от любой грязи, пыли и заусениц. Внутреннюю часть трубы с той стороны, где сварка не производится, лучше всего закрыть при помощи заглушки.
- Если сварочный аппарат используется повторно, то нужно не забывать об очистке его от остатков прошлой процедуры.
После выполнения вышеописанных действий можно начинать прогревать паяльник. О том, что установилось нужное значение температуры, сообщит специальный индикатор, который имеется в любом сварочном аппарате для ПНД труб. Работы выполняются четко по времени, что соответствует определенному наружному диаметру трубы.
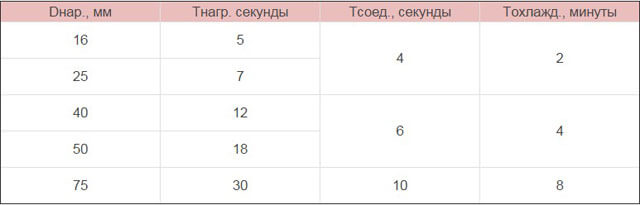
Далее представлен список временных рамок каждого из этапов прогревания и стыковки для стандартных диаметров ПНД труб (наружный диаметр (миллиметры); время прогревания элементов (секунды); время стыковки прогретых элементов (секунды); время охлаждения стыка (минуты)):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Возможно, самым важным этапом является закрепление стыкуемых элементов на насадке, поскольку чрезмерное давление может привести к тому, что выступающая при оплавлении торцов масса сформирует крупное кольцо на краях трубы и фитинга.
Соответственно вставлять трубу и надевать фитинг нужно до упора, но при этом не прилагать чрезмерных усилий в финальной стадии процесса. Избежать этого можно путем насадки фитинга и вставки трубы при выключенном паяльнике.
В этом случае можно будет поставить соответствующую отметку. После того, как прогревание произошло, нужно снять элементы и соединить их вплоть до стыковки гратов. Конструкция до полного остывания должна находиться в покое и не подвергаться механической нагрузке.
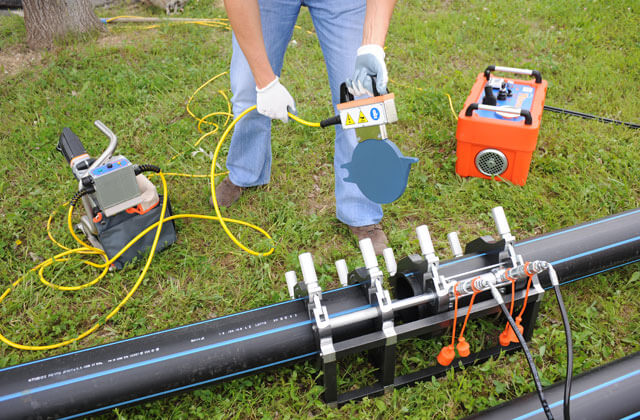
Чем уникальна и как выполняется электромуфтовая сварка
Электромуфтовая сварка – это современная модификация описанного выше способа соединения труб. Для реализации данной процедуры используют специальные муфты, в которые изначально помещены электрические нагревательные элементы. Учитывая, что происходит расходование такого ресурса, как электрическая энергия, можно не говорить об экономичности процесса в сравнении со стандартной стыковочной сваркой.

Самым простым элементом для данного типа сварки является электромуфта, но существуют также седловые отводы и тройники электрофузионного типа. Далее речь пойдет о том, как самостоятельно выполнить монтаж с применением электромуфт и электрофузионного сварочного аппарата.
Конструкция такого сварочного аппарата предполагает наличие специальных спиралей, являющихся нагревательными элементами. Тонкий слой с торца фитинга плавится под воздействием температуры и это позволяет ему соединиться с пластиковыми сегментами трубопровода. Спираль остается в шве между элементами, придавая конструкции большей прочности (по аналогии с армированием). Естественно, такой способ является наиболее дорогостоящим и применяется в основном для сборки газовых трубопроводов.
Выполняются работы в процессе электромуфтовой сварки в определенной последовательности:
- Используя специальный резак, трубопровод кроят на заранее размеченные куски.
- Затем нужно очистить внутреннюю часть электрической муфты и привариваемых друг к другу сегментов трубы. Затем эти же участки обезжириваются.
- На трубах отмечаются места, чтобы можно было контролировать глубину вхождения муфты.
- Открытые торцы труб, которые не будут вариться на данном этапе, закрываются посредством заглушек.
- Сварочный аппарат подключается к муфте посредством двух проводов, что дает возможность его размещения в удалении от места проведения работ.
- Нажимается кнопка пуска. Во время нагрева, сцепления и вплоть до полного остывания сегменты трубы должны оставаться неподвижными относительно друг друга.
- Отключается автомат также самостоятельно по истечению нужного времени, поскольку изначально настроен под пайку ПНД труб (прочитайте также: " ").
- В эксплуатацию трубопровод может быть введен не ранее, чем через 1 час после проведения сварочных работ.

Сварные соединения ПНД труб должны соответствовать следующим требованиям:
- сварной шов должен размещаться на одном уровне или выше внешней поверхности трубопровода;
- смещение сегментов трубопровода не должно быть более 10 процентов от толщины стенки используемой трубы;
- шов, выступающий над трубопроводом, при толщине стенки до 5 миллиметров должен быть не более 2,5 миллиметров, а при толщине от 6 миллиметров до 2 сантиметров – до 5 миллиметров.
Итог
В статье подробно описаны способы сварки ПНД труб, а работнику остается подобрать лишь самый оптимальный из них для конкретного трубопровода. Если производить работы четко по предложенным инструкциям, то трубопровод прослужит долго, эффективно и надежно. Также весь процесс монтажа можно доверить специалистам, которые предоставят собственное оборудование и помогут с приобретением необходимых материалов.