Řezací nástroje. Nástroj pro řezání vnějších závitů. Vlastnosti závitování na kompozitních materiálech
Potřeba vlákna vzniká ve dvou případech: když jej potřebujete dostat tam, kde původně nebylo, nebo když potřebujete aktualizovat odstraněné vlákno. Je nesmírně důležité vybrat správný nástroj pro konkrétní úkol, aplikaci a typ vyráběného závitu.
Nástroj pro vnitřní závit
pro řezání vnitřní závit závitník se používá v průchozích nebo slepých otvorech dílů. Jedná se o kovovou tyč, na jejíž řezné pracovní části jsou s určitým krokem vytvořeny ostré hrany. Při šroubování do otvoru odpovídajícího průměru jsou čela na vnitřní ploše součásti vyříznuta do závitů. Kovové třísky jsou vypouštěny speciálními drážkami.
V praxi se zjistilo, že otvor se závitem by měl mít průměr menší, než je vnější průměr závitu jeho hodnoty. stejně jako závity částí podléhajících poškození. nejprve odkorňovací jeřáb, pak střední a dokončovací. otočte o ½ otáčky proti směru hodinových ručiček. Vložte konec tyče a zatlačte ji tak, aby zuby vstoupily do kovu hluboko vnější závit. Vnější závit pilastru je vyroben s průměrem o 4 mm menším, než je vnější průměr závitu. Pro závitové zaoblení. Povrch tyčí by měl být co nejhladší. namažte olejovou tyč při každém průchodu. umístěte jej na hlavu tyče a začněte s ní otáčet ve směru hodinových ručiček pro správný závit.
Proces lze provádět ručně, když je závitník upevněn v držáku a poháněn svalovou silou, nebo na stroji, kdy je díl zpracován mechanicky. Manuální metoda se používá v běžném životě například při obnově přetržené nitě nebo při vybavování auta doplňkové prvky- ochrana klikové skříně, plošina navijáku a tak dále.
Otočte panel doprava jedním nebo více otočeními. 5 mm. 2 Závit bude proveden s celou sadou kartáčů tak, aby se nezlomily a nezískaly zlomyslnou kvalitu závitových přírub. namontujte spojku do sestavy. pokud je průměr menší. Poté se vlasec zkroutí do původní polohy podél misky. a jejich průměr je pak poloviční doleva.
Poté nastavte drážku na výšku. Takto. produktivita se zvýší až třikrát. trubku upevněte a konec určený k vaření namažte vroucím olejem. Chlazení a mazání během řezání závitů Mělo by být dosaženo hladkého a čistého závitu. Čelisti se mohou pohybovat dovnitř nebo ven současně. z elektromotoru. aby byla zajištěna nízká řezná rychlost. b) Radiální vrtačky nebo horizontální deformační stroje. Panenka se může pohybovat po podpůrném vodítku.
Kohouty jsou jednoduché a kompletní. Jednotlivé závitníky jsou určeny pouze pro průchozí otvory, procházejí jednou obráběnou plochou. Kompletní se prodávají jako sada dvou nebo tří nástrojů: první závitník provádí hrubý závit a další prohlubují otáčky a dovádějí práci do konce. Vhodné pro slepé i průchozí otvory.
Na těchto strojích se závitování provádí na speciální konstrukční desce. na měděné kusy. Výroba vysoce kvalitních nití. výkon v tomto případě. lepší než ruční řezba. minerální olej. Kusy železa a bronzu. emulze se používá na ocelové díly. který lze měnit podle průměru potrubí. Cluster odpadky nevysune potrubí. Rozpuštěný tuk. Target 3 je instalován v hlavě sekery automobilu. olej. Závitové nitě. třikrát delší než zdvih vyšroubování.
U závitových paralelních soustruhů se kus zasekne v univerzálu. takže celá nit je odříznuta v několika průchodech. Používají se k vrtání k výrobě velkých diamantových drátů. U rotačních soustruhů se závitování obvykle provádí závitovými hřebeny a kruhovými noži. zálohová schránka. Závitořezné stroje musí mít předzarážku a automatické zastavení. Vyrábí se pomocí ručních řezacích strojů. v moři. Poté umístěte podpěru na konec trubky. lze stlačit bez chlazení.
Nástroj na vnější závit
K získání vnějšího závitu na válcových částech, včetně trubek, se používají matrice. Tvar matrice připomíná podložku, v jejímž středu je průchozí otvor s několika řeznými segmenty a drážkami pro odvod třísek. Chcete-li získat závit, část je umístěna dovnitř a otáčením matrice s ní pohybujte, dokud nebude připravena nit požadované délky. To lze provést jak ručně (řezný nástroj je upevněn v držáku matrice), tak na stroji.
Vylepšeným typem matrice je klupp, který slouží i k výrobě vnějších závitů. Řezné části uvnitř zařízení jsou odnímatelné a lze je vyměnit například v případě, že je potřeba instalovat segmenty pro různé velikosti potrubí, přičemž rozsah hodnot průměru je omezen konstrukčními vlastnostmi šroubovací matrice. Vyměněny jsou i silně opotřebované řezné segmenty.
Klupp může být poháněn mechanicky nebo elektromotorem. V prvním případě je rotace prováděna úsilím uživatele - obvykle se tato metoda uchýlí k malému množství práce s trubkami o průřezu do 50 mm. Ruční šroubové svorky se často používají pro samoinstalaci potrubí ve venkovském domě nebo v soukromém domě. Práce s velkými obrobky je mnohem obtížnější, protože soustružení vyžaduje velké úsilí. V tomto případě mistři používají elektrické šroubovací uzávěry, což umožňuje vyrovnat se s velkým množstvím práce. Elektrické šroubové zátky se v zásadě používají v profesionální oblasti.
Nástroje pro závitořez
Závitořezné stroje se nejvíce používají ve strojírenství a výrobě železářských produktů. Jejich zařízení (řezací hlava) svou konstrukcí připomíná vysekávací stroj: odnímatelné stříhací hřebeny - nože jsou upevněny v kovovém trnu. Roztažením nožů je lze přesně umístit na obrobek a upevnit na jeho velikost. Stroj poskytuje vysokou rychlost operací a zjednodušuje řezání závitů velkých průměrů.
Výběr nástrojů pro řezání závitů
V případě, že neexistují přesné informace o typu a průměru závitu, můžete k určení závitu použít posuvné měřítko a speciální šablonu. Je třeba rozlišovat tři hlavní standardy: metrické, trubkové (palce) a jednotné palce. Mají zásadní rozdíly, nejsou vzájemně kompatibilní a nejsou zaměnitelné.
Metrický závit je označen písmenem M. V označení, za hodnotou průměru, je dalším číslem stoupání mezi závity (někdy nemusí být, pokud je to standardní pro daný průměr závitu). Příklad: M24x2 mm. Pokud označení obsahuje označení LH, pak je závit levotočivý. Pravý závit zpravidla není speciálně označen.
Palcové trubkové závity jsou označeny písmenem G nebo podle britské normy BSP. Tato norma udává hodnotu průměru průchodu - vůli v potrubí, nikoli vnější část obrobku. Běžný je také kónický trubkový závit, označovaný podle britské normy BSPT (někdy označovaný písmenem R).
Palcové závity jsou obvykle jednoduše označeny čísly, například 3/4, 1/4 nebo 1 palec. Místo měrných jednotek se používá grafické označení. palcový závit například 1" nebo 1/2". Kromě toho může značení obsahovat označení UNC (hrubá rozteč) nebo UNF (jemná rozteč). Jedná se o světový jednotný standard pro palcové válcové závity, nejvíce se používá v USA a Kanadě.
V některých případech, například při navrhování složitých dílů, se bere v úvahu počet zahájení závitu. Pro jednochodé se používají konvenční závitořezná zařízení s jednou šroubovicí. Pro vícechodé závity je nutný speciální nástroj, u kterého na pracovní části prochází několik paralelních šroubových závitů. Tento závit je označen písmenem S a obvykle se používá v mechanismech s jednostranným tlakem, například v lisech nebo sestavách se šnekovým převodem.
Díky znalosti normy, typu a průměru závitu je snadné vybrat vhodný závitovací nástroj, aniž byste se museli ponořit do složitých technických parametrů, jako je úhel sklonu atd. Pokud potřebujete navléknout díly různých průměrů, můžete si zakoupit sadu přípravků s nejběžnějšími velikostmi nebo si sestavit vlastní sadu tak, že si je koupíte jednotlivě.
Referenční článek na základě odborných znalostí autora.
Na Kategorie:
Řezání závitů
Nástroj pro vnitřní závitování
V moderním strojírenství jsou široce používány vysoce výkonné metody řezání závitů na kovoobráběcích strojích pomocí závitořezných nástrojů; závity se úspěšně získávají i pomocí válcovacích nástrojů apod. V praxi obrábění kovů je však ve většině případů nutné řezat závity ručně.
K řezání závitů v otvorech se používají závitníky, k řezání vnějších závitů matrice různého provedení.
Závitník - řezný nástroj, což je kalený šroub, na kterém je vyříznuto několik podélných přímých nebo šroubových drážek tvořících řezné hrany (obr. 1). Závitník má pracovní část a stopku zakončenou čtyřhranem.
Pracovní část kohoutku se skládá ze sací a kalibrační části. Zkosení je přední kužel závitníku, který vstupuje do otvoru jako první a provádí všechny hlavní řezné práce. Dimenzovací část vede závitník do otvoru a nakonec zkalibruje závit.
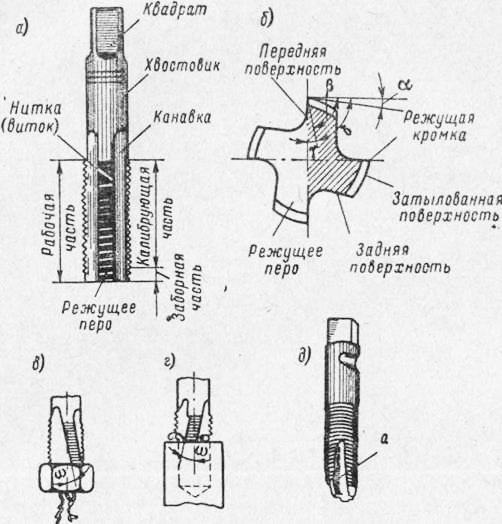
Rýže. 1. Závitníky a jejich prvky: a - celkový pohled; b - radiální řez; c a d - závitníky se šroubovitými drážkami; d - bezdrážkový závitník
Řezací peří se nazývají zuby závitové části závitníku, umístěné na jeho obvodu (obr. 1, a). Řezné hrany na zubech jsou vytvořeny díky přítomnosti drážek oddělujících peří.
Drážky jsou vybrání mezi řeznými pery a jsou navrženy tak, aby tvořily řezné hrany a také odváděly třísky vznikající při řezání závitů. Profil drážky je omezen přední plochou, po které odcházejí řezané třísky, a zadní plochou, která slouží ke snížení tření zubů závitníku o stěny řezaného otvoru.
Řezné hrany jsou hrany na řezných perech závitníku (obr. 1.6), tvořené průsečíkem předních ploch drážky se zadními (založenými) plochami pracovní části.
Zadní plocha řezných zubů je spirálovitě šroubovitá, což umožňuje zachovat konstantní profil zubů po jejich přebroušení.
Na Obr. 1, b znázorňuje úhly řezných zubů závitníku: přední úhel y, zadní úhel a, úhel kužele p a řezný úhel b; hodnota těchto úhlů se volí v závislosti na zpracovávaném kovu.
Závitníky mají zpravidla rovné drážky, ale pro zlepšení řezných podmínek, pro získání přesných a čistých závitů je vhodné používat závitníky se šroubovitými drážkami spíše než přímé (obr. 1, b). Úhel sklonu spirálové drážky u takových závitníků je 8-15°.
Při závitování průchozího otvoru jsou třísky vytlačovány z otvoru ve směru posuvu závitníků. Při závitování do slepých otvorů by měly být použity závitníky s opačným směrem sklonu spirálové drážky, poté budou třísky odebírány v opačném směru (obr. 1, d).
Pro získání čistého a přesného závitu v průchozích otvorech při obrábění měkkých a tažných kovů se používají bezdrážkové závitníky, které mají jen velmi krátké šroubovité drážky a na sací části. Délka těchto drážek je 6-10 mm a úhel sklonu k ose závitníku je 9-12°. Při závitování s takovým závitníkem vycházejí třísky do otvoru před závitníkem. Pro závitování ve slepých otvorech jsou bezdrážkové závitníky nevhodné; v těchto případech se někdy pro odvod třísek používají závitníky se středovým otvorem.
Zařízení kohoutků je určeno jejich účelem. Podle účelu se závitníky dělí na závitníky ruční (zámečnické), maticové, strojně-ruční, zápustkové a mistrovské, prefabrikované a speciální. Podle způsobu aplikace se závitníky dělí do dvou skupin: ruční a strojní.
Ruční zámečnické závitníky se používají pro ruční řezání závitů. Obvykle se vyrábějí v sadách po dvou nebo třech kohoutcích. Sada tří závitníků obsahuje hrubý, střední a dokončovací závitník (nebo 1, 2 a 3) a sada dvou závitníků obsahuje hrubý a dokončovací závitník. Ve stejném pořadí se používají pro závitování.
Závitníky jsou podmíněně označeny: hrubý závitník má jedno kruhové riziko (drážku) na stopce, střední závitník má dvě a dokončovací závitník má tři rizika; je tam také uveden typ závitu a jeho velikost. Podle vzhled Závitníky stejné sady se liší tím, že hrubý závitník má velké zkosení (kužel) a střižený závit na měrné části, střední závitník má menší dorazovou část a plnější závit na měrné části a dokončovací závitník má mírný vodicí kužel a plný profil závitu na měřicích částech. Obvykle má sací část prvního kohoutu 6-8 otáček, druhá - 3-4 otáčky a třetí - 1,5-2 otáčky. První závitník odřízne polovinu výšky závitu, druhý odřízne další 0,3 výšky a třetí čistě kalibruje závit. Pro hlavní metrické a palcové závity se sada skládá ze tří závitníků, pro jemné metrické, stejně jako pro trubkové závity dva.
Trubkové závity jsou řezány válcovými a kuželovými závitníky. Sada závitníků pro vyřezávání matric obsahuje jeden beran a tři děložní závitníky. Závitník vytváří předzávit v zápustkách a hlavní závitník je konečný (odstranění přídavku, čištění a kalibrace). Závitník se od kovového závitníku liší přítomností velké vstupní části a hlavní závitník přítomností šesti šroubovicových drážek. Děložní kohoutky se také používají k čištění raznic, které jsou v provozu.
Použití standardních závitníků v sadách po dvou nebo třech kusech je spojeno s dalšími časovými náklady. Racionalizační myšlenka výrobních inovátorů je zaměřena na nalezení příležitostí, jak kombinovat zpracování prováděné několika závitníky a nahradit je jedním kalibrovaným nástrojem.
V továrně na výrobu obráběcích strojů Krasny Proletarian se používá kombinovaný nástroj - vrták-závitník (obr. 134, (3), který umožňuje kombinovat operace vrtání a řezání závitů v jedné operaci. Vrták-závitník (obr. 134, e), navrhli inženýři B. V. Birin a E. E. Rosenthal pro závitování s malým stoupáním do snadno obrobitelných materiálů.
Strojní ruční závitníky různá provedení se používají pro řezání válcových a kuželových závitů v průchozích a slepých otvorech. Tyto závitníky umožňují strojní řezání závitů všech velikostí a ruční závitování se stoupáním do 3 mm včetně. Od ručních se liší pouze velikostí stopky a delším sacím kuželem. U závitníků pro slepé otvory nepřesahuje sací část 1,5-2 stoupání závitu.
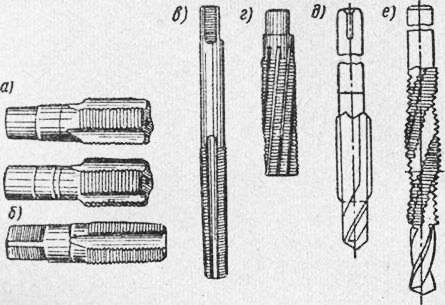
Rýže. 2. Závitníky pro řezání trubkový závit(a, b)’, die tap (c) mother tap (d); vrtací závitník (d, e)
Strojně-ruční závitníky vyrobené v souladu s GOST 3266-60 (obr. 135, a) jsou určeny pro řezání upevňovacích a jemných závitů. Závitování dílů z litiny a měkké oceli se provádí jedním závitníkem; pro řezání tvrdých ocelí použijte sadu dvou závitníků.
Maticové závitníky pro válcové závity jsou vyráběny v souladu s GOST y 1604-60 s dlouhým zkosením (až 16 stoupání závitu) a krátkou stopkou - pro použití na soustruzích a revolverových hlavicích; s dlouhou stopkou - pro závitování na vrtacích frézách matic a automatech, stejně jako se zakřivenou stopkou - pro použití na frézách na matice s plynulým řezáním matic. Maticové a strojní závitníky jsou na strojích namontovány ve speciálních bezpečnostních kartuších, které zajistí jejich samočinné vypnutí při přetížení.
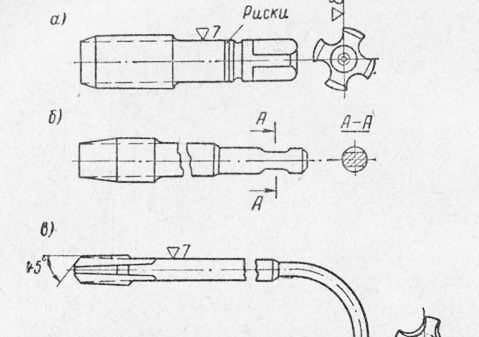
Rýže. 3. Strojní ruční (a) a maticové (b, c) závitníky
Prefabrikované baterie mohou být tří typů: neregulované, nastavitelné a samovypínací.
Speciální závitníky tvoří velkou skupinu, která zahrnuje nenormalizované konstrukce závitníků.