মারা যায় এবং lerks
বাহ্যিক থ্রেড কাটা জন্যএকটি বিশেষ সরঞ্জাম ব্যবহার করা হয় - মারা যায়। মৌলিকভাবে, তাদের কাটিয়া যন্ত্রপাতির নকশা অভ্যন্তরীণ থ্রেড কাটার জন্য একটি কলের নকশার অনুরূপ। যাইহোক, যদি ট্যাপটি একটি স্ক্রু হয় যার সাথে খাঁজ কাটা থাকে, তাহলে ডাইটি কাটা খাঁজ সহ একটি বাদাম যা টুলের কাটিয়া প্রান্ত তৈরি করে।
মারা যায় এবং lerks
ডাই এর কাজ অংশ(চিত্র 3.94) দুটি অংশ নিয়ে গঠিত - গ্রহণ এবং ক্রমাঙ্কন। খাওয়ার অংশটি 40 ... 60 ° কোণ সহ শঙ্কুযুক্ত, এটি ডাইয়ের উভয় পাশে অবস্থিত এবং এর দৈর্ঘ্য 1.5 ... 2 বাঁক। ক্যালিব্রেটিং অংশ সাধারণত 3 ... 5 টার্ন নিয়ে গঠিত।
যখন লকস্মিথ (ম্যানুয়াল) বহিরাগত থ্রেড কাটা বিভিন্ন ডিজাইনের ডাই ব্যবহার করা হয়: গোলাকার, যাকে কখনও কখনও লেহর, স্লাইডিং (ক্লুপস) এবং বিশেষগুলি বলা হয়, পাইপ কাটার জন্য।
রাউন্ড ডাইস (লের্ক)(চিত্র 3.94 দেখুন) হল একটি থ্রেডেড রিং যাতে থ্রেডিং করার সময় কাটিং প্রান্ত এবং চিপ অপসারণের জন্য বেশ কয়েকটি খাঁজ থাকে। বৃত্তাকার ডাইস কঠিন এবং বিভক্ত করা হয়, বসন্তময়। ডাইসের সাহায্যে রডের থ্রেডটি বিশেষ ম্যান্ড্রেল ব্যবহার করে নব বা ড্রিলিং এবং টার্নিং মেশিনে ম্যানুয়ালি কাটা হয়। স্প্লিট ডাইস, তাদের বসন্ত বৈশিষ্ট্যের কারণে, আপনাকে গড় থ্রেড ব্যাসের মান সামঞ্জস্য করতে দেয়।
Lerks তৈরিগ্রেড 9XC এবং HVSG বা উচ্চ-গতি ইস্পাত এর টুল alloyed ইস্পাত থেকে.
স্কয়ার (সহচরী) ডাই(চিত্র 3.95) দুটি অর্ধাংশ নিয়ে গঠিত, হ্যান্ডলগুলি সহ একটি বিশেষ ফ্রেমে স্থির - ক্লুপ্পে, যার কৌণিক প্রোট্রুশনগুলি যথাক্রমে ডাইয়ের খাঁজে প্রবেশ করে, এর অর্ধেক ধরে রাখে। প্রয়োজনীয় গড় থ্রেড ব্যাসের ডাই সেট করতে ডাই অর্ধেকগুলির একটি সরানো যেতে পারে। প্লেট screws সঙ্গে সংশোধন করা হয়। বর্তমানে, এই ধরনের ডাইস ব্যবহার করে থ্রেডিং খুবই বিরল, কারণ তারা পর্যাপ্ত থ্রেডিং নির্ভুলতা প্রদান করে না।

প্লেট screws সঙ্গে সংশোধন করা হয়। বর্তমানে, এই ধরনের ডাইস ব্যবহার করে থ্রেডিং খুবই বিরল, কারণ তারা পর্যাপ্ত থ্রেডিং নির্ভুলতা প্রদান করে না।
বৃত্তাকার ডাইগুলির কলারগুলি (চিত্র 3.96) একটি অবকাশ সহ একটি বৃত্তাকার ফ্রেম, যার গর্তে একটি রাউন্ড ডাই স্থাপন করা হয়। গর্তে থাকা ডাইটিকে তিনটি লকিং স্ক্রু দিয়ে বাঁকানো থেকে রক্ষা করা হয়, যার টেপারড শ্যাঙ্কগুলি ডাইয়ের দেহের জেনারাট্রিক্সে তৈরি রেসেসে প্রবেশ করে। চতুর্থ স্ক্রু আপনাকে গড় থ্রেড ব্যাস সামঞ্জস্য করতে দেয়।
বাহ্যিক পাইপ থ্রেড কাটার জন্য টুল এবং প্রক্রিয়া (চিত্র 3.97)। প্রায়শই, পাইপের বাহ্যিক থ্রেডগুলি স্লাইডিং ডাইস ব্যবহার করে কাটা হয়। ক্লুপ 1/2 ...% ইঞ্চি, 1 ... 1'/4 ইঞ্চি এবং 1'/2 ..2 ইঞ্চি ব্যাস সহ পাইপ থ্রেড কাটার জন্য ডাইসের সেট দিয়ে সজ্জিত এবং এমনভাবে ডিজাইন করা হয়েছে যে চারটি মারা যায় 5 এর শরীরে চলন্ত 1 একযোগে কেন্দ্রে বা এটি থেকে দূরে যেতে পারে। ডাই-এর নড়াচড়া একটি বিশেষ ঘূর্ণায়মান যন্ত্র দ্বারা সরবরাহ করা হয় - একটি হ্যান্ডেল দ্বারা চালিত একটি ফেসপ্লেট 4। ডাইয়ের সুনির্দিষ্ট সেটিং থ্রেডের বডির ডায়াল অনুসারে করা হয়। ডাই, এবং ইনস্টলেশন আন্দোলন একটি ওয়ার্ম গিয়ার ব্যবহার করে ঘটবে 3. একটি প্রদত্ত থ্রেড আকারে ডাইস ইনস্টল করার পরে, তারা একটি বিশেষ স্টপ টিপে অবস্থান সংশোধন করা হয় - "কুকুর"। থ্রেডিংয়ের পরে, মেশিনযুক্ত ওয়ার্কপিস থেকে স্ক্রু ডাইটি স্ক্রু করা হয় না, তবে স্ক্রু ডাইয়ের হ্যান্ডেল 4টি ঘুরিয়ে মেশিনযুক্ত ওয়ার্কপিস থেকে ডাইগুলি সরানো হয়। কাটিং ডাই ছাড়াও, স্ক্রু ডাইতে তিনটি গাইড ডাই রয়েছে (মসৃণ, থ্রেড ছাড়া)। তারা প্রক্রিয়াকরণের সময় পাইপের একটি স্থিতিশীল অবস্থান প্রদান করে; তাদের ইনস্টলেশন গিয়ার ওয়ার্ম স্ক্রু ঘোরানোর দ্বারা বাহিত হয় 3. এক ইঞ্চি বা তার কম ব্যাস সহ পাইপগুলিতে, থ্রেডগুলি ম্যানুয়ালি বিশেষ বৃত্তাকার পাইপ দিয়ে কাটা হয়।

পাইপ উপর থ্রেড কাটা যখনপাইপলাইনে তাদের সংযোগের প্রকৃতি বিবেচনা করা উচিত। একটি স্থায়ী পাইপ সংযোগের জন্য থ্রেডিং করার সময়, পাইপের থ্রেডেড অংশের দৈর্ঘ্য কাপলিং এর দৈর্ঘ্যের 1/2 হওয়া উচিত, প্রতি 1 ... 1.5 থ্রেডে থ্রেডের দৈর্ঘ্য বিয়োগ করা উচিত। কোলাপসিবল পাইপ সংযোগের জন্য থ্রেডিং করার সময় ("একটি স্পার"), একটি পাইপে একটি থ্রেড কাটা হয়, যেমন এক-টুকরো সংযোগের জন্য, এবং পাইপের অন্য প্রান্তে, থ্রেড করা অংশের দৈর্ঘ্য হওয়া উচিত কাপলিং এর দৈর্ঘ্য, লকনাট বিয়োগ 1 ... একটি প্রদত্ত থ্রেডের জন্য কয়েলের দৈর্ঘ্যের 1.5।


(চিত্র 3.98) বিশেষ চক ব্যবহার করে ধাতব-কাটিং মেশিনে (বাঁক এবং ড্রিলিং) পাইপ থ্রেড কাটার জন্য ব্যবহৃত হয়। চিরুনি চার টুকরা সেট উত্পাদিত হয়; সেটের প্রতিটি চিরুনির থ্রেড আগেরটির তুলনায় থ্রেড পিচের 1/4 দ্বারা অফসেট করা হয়।
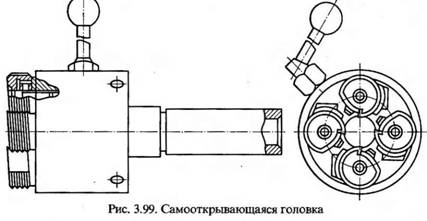
চিরুনি দিয়ে থ্রেডিংয়ের জন্য, বিশেষ স্ব-খোলা স্ক্রু-কাটিং হেড ডিজাইন করা হয়েছে (চিত্র 3.99), যেখানে সেটের চারটি মাথা ইনস্টল করা আছে।
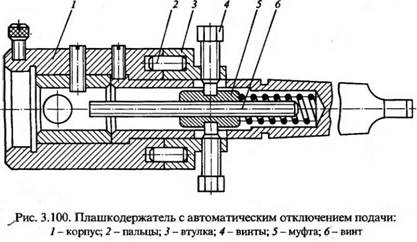
ড্রিলিং এবং টার্নিং মেশিনে বাহ্যিক থ্রেড কাটার সময়, একটি বিশেষ ডিভাইস ব্যবহার করা হয় - ফিডের স্বয়ংক্রিয় শাটডাউন সহ একটি ট্যাশ হোল্ডার (চিত্র 3.100)। ডিভাইসটিতে একটি শ্যাঙ্ক রয়েছে যার উপরে পিন দিয়ে একটি বুশিং 2 ইনস্টল করা আছে। স্ক্রু 4 বুশিং-এ স্ক্রু করা হয়, যার প্রান্তগুলি কাপলিং 5 এর গর্তে প্রবেশ করতে পারে। একটি অ্যাডজাস্টিং স্ক্রু 6 কাপিংয়ের ভিতরে স্থাপন করা হয়। একটি ড্রিলিং মেশিনের টাকুতে গর্ত, বা লেদ এর টেলস্টকের কুইলের গর্তে। প্রক্রিয়াকরণের সময়, প্রক্রিয়াকৃত রডের শেষটি ডাই থেকে বেরিয়ে আসে এবং স্ক্রু 6 এর শেষের বিপরীতে চলে যায়, যার ফলে এটি শ্যাঙ্কের ভিতরে চলে যায়। একটি ক্লাচ 5 স্ক্রুতে স্ক্রু করা হয়, যা স্ক্রু বি এর সাথে একসাথে চললে, স্প্রিংকে সংকুচিত করে। স্ক্রু 4 এর মাধ্যমে কাপলিং 5 এর নড়াচড়াটি হাতা 3 এ প্রেরণ করা হয়, যা শ্যাঙ্কের বাইরের পৃষ্ঠ বরাবর চলে যতক্ষণ না আঙ্গুল 2 শরীরের গর্ত থেকে বেরিয়ে আসে। এই মুহুর্তে আঙ্গুল 2 শরীর 1 ছেড়ে যায়, এটি, এটিতে ইনস্টল করা প্লেটের সাথে একসাথে ঘুরতে শুরু করে। মেশিনের ঘূর্ণনকে বিপরীতে পরিবর্তন করে, তারা কাটিং জোন থেকে ডাই অপসারণ প্রদান করে। কাপলিং থেকে স্ক্রুর প্রোট্রুশন সামঞ্জস্য করে, বিভিন্ন দৈর্ঘ্যের থ্রেড কাটা যেতে পারে।
থ্রেডিংয়ের সময় লুব্রিকেটিং-কুলিং তরল (কুল্যান্ট) টুলের কাজের অবস্থার সুবিধার্থে, মেশিনযুক্ত পৃষ্ঠের রুক্ষতা কমাতে এবং ফলস্বরূপ, থ্রেডিংয়ের সময় প্রাপ্ত থ্রেডের গুণমান উন্নত করতে পরিবেশন করে। কুল্যান্টের পছন্দটি মেশিন করা ওয়ার্কপিসের উপাদানের উপর নির্ভর করে। সুতরাং, উদাহরণস্বরূপ, শীতল ইস্পাত (কাঠামোগত, টুল এবং মিশ্রিত), ঢালাই লোহা, তামা এবং অ্যালুমিনিয়ামের জন্য, একটি ইমালসন প্রায়শই ব্যবহৃত হয়। উপরন্তু, কেরোসিন ঢালাই লোহা এবং অ্যালুমিনিয়াম ঠান্ডা করতে ব্যবহৃত হয়।
তামা, পিতল এবং ব্রোঞ্জে থ্রেডিং ঠান্ডা ছাড়াই করা যেতে পারে।