থ্রেডিংয়ের জন্য ট্যাপ - প্রকার, আকার টেবিল, GOST 3266-81 এর প্রয়োজনীয়তা
অনেক প্রযুক্তিগত ডিভাইস, সেইসাথে বেশিরভাগ গৃহস্থালীর আইটেমগুলিতে থ্রেডযুক্ত সংযোগ রয়েছে যা মানবজাতি প্রাচীন কাল থেকে ব্যবহার করে আসছে। এই ধরনের সংযোগগুলির উপাদানগুলি তৈরি করা হয় এমন প্রধান সরঞ্জামগুলির মধ্যে একটি ট্যাপ অন্তর্ভুক্ত রয়েছে। এর ব্যবহার আপনাকে দ্রুত এবং খুব বেশি অসুবিধা ছাড়াই গর্তের অভ্যন্তরীণ পৃষ্ঠে একটি সঠিক এবং উচ্চ-মানের থ্রেড কাটতে দেয়।
নকশা বৈশিষ্ট্য
অভ্যন্তরীণ থ্রেড কাটার জন্য প্রথম সরঞ্জামগুলি একটি আদিম নকশার ছিল এবং এতে একটি টেট্রাহেড্রাল রড ছিল, যার কাজের শেষে, একটি মৃদু শঙ্কুতে তীক্ষ্ণ করা হয়েছিল, কাটা দাঁতগুলি কাটা হয়েছিল। এই জাতীয় টোকা ব্যবহার করার সময়, থ্রেডটি বাদামের ভিতরে বা ওয়ার্কপিসের একটি পূর্ব-প্রস্তুত গর্তে স্ক্রু করে কাটা হয়েছিল। স্বাভাবিকভাবেই, এই জাতীয় সরঞ্জামের অনেক অসুবিধা ছিল, যার মধ্যে সবচেয়ে উল্লেখযোগ্য হল কাটা অংশে পিছনের পৃষ্ঠের অনুপস্থিতি, সেইসাথে একটি নেতিবাচক রেক কোণ। সময়ের সাথে সাথে, ট্যাপগুলির নকশা আরও চিন্তাশীল হয়ে উঠেছে এবং আজ তারা আপনাকে সঠিক এবং উচ্চ-মানের অভ্যন্তরীণ থ্রেড তৈরি করতে দেয়।
জ্যামিতিক পরামিতি এবং উদ্দেশ্য নির্বিশেষে, ওয়ার্কপিসের অভ্যন্তরীণ পৃষ্ঠগুলিতে থ্রেডিংয়ের জন্য যে কোনও ট্যাপে, নিম্নলিখিত উপাদানগুলি রয়েছে:
- পার্শ্বীয় খাঁজ (2 থেকে 6 পর্যন্ত হতে পারে);
- শঙ্কুযুক্ত গ্রহণ অংশ;
- ক্যালিব্রেটিং অংশ, যার একটি নলাকার আকৃতি রয়েছে।
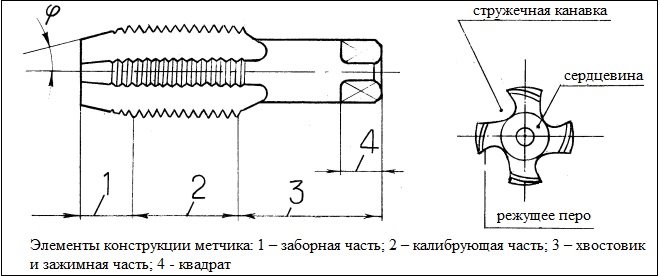
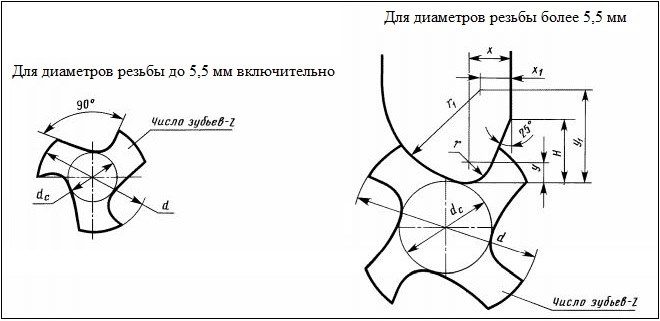
টুলের পাশের পৃষ্ঠে অবস্থিত খাঁজগুলি তার সমগ্র দৈর্ঘ্য বরাবর একই সাথে দুটি কাজ সম্পাদন করে: প্রক্রিয়াকরণ অঞ্চল থেকে চিপগুলি অপসারণ নিশ্চিত করা এবং এই জাতীয় অঞ্চলে কাটিং ফ্লুইড (কুল্যান্ট) সরবরাহের সুবিধার্থে। আড়াআড়ি অংশে ট্যাপ খাঁজের আকৃতিটি তার দুটি পৃষ্ঠ দ্বারা নির্ধারিত হয়, যার একটি টুলের কাটা দাঁতের সামনের মুখ এবং দ্বিতীয়টি তার পিছনে। প্রোফাইলের ধরণ অনুসারে, চিপ গ্রুভগুলি নিম্নলিখিত ধরণের হয়:
- একক-ব্যাসার্ধ (এই আকৃতির খাঁজগুলির সাথে, প্রধানত গেজ-টাইপ ট্যাপগুলি উত্পাদিত হয়);
- সোজা সামনে এবং পিছনের পৃষ্ঠের সাথে (এই আকারের খাঁজযুক্ত সরঞ্জামগুলি বাদামের ভিতরে থ্রেডিংয়ের জন্য ব্যবহৃত হয়);
- একটি সোজা সামনে এবং একটি ব্যাসার্ধ পিছনে পৃষ্ঠতল (বেশিরভাগ ট্যাপ এই ধরনের চিপ খাঁজ দিয়ে তৈরি করা হয়) সঙ্গে.
খাঁজগুলি বিভিন্ন উপায়ে সাজানো যেতে পারে: সোজা, পাশাপাশি সর্পিল ডান বা বাম। সরল-রেখার খাঁজ দিয়ে, সাধারণ-উদ্দেশ্য ট্যাপগুলি তৈরি করা হয়। হেলিকাল বাম-হাতের খাঁজ দিয়ে, ট্যাপ তৈরি হয় যা পাস থ্রেড করার জন্য ব্যবহৃত হয়। এই ধরনের একটি টুল দ্বারা তৈরি চিপগুলি মেশিন করা গর্ত বরাবর এটির সামনে চলে যায়, যার ফলে ইতিমধ্যে কাটা থ্রেডের ক্ষতি হওয়ার ঝুঁকি দূর হয়। খাঁজগুলির মোচড়ের সঠিক দিক দিয়ে ট্যাপগুলি ব্যবহার করার সময়, চিপগুলি মেশিনিং জোন থেকে টুল শ্যাঙ্কে সরানো হয়। এই কারণে, ডান হাতের ট্যাপগুলি অন্ধ ছিদ্রে ট্যাপ করার জন্য আদর্শ।
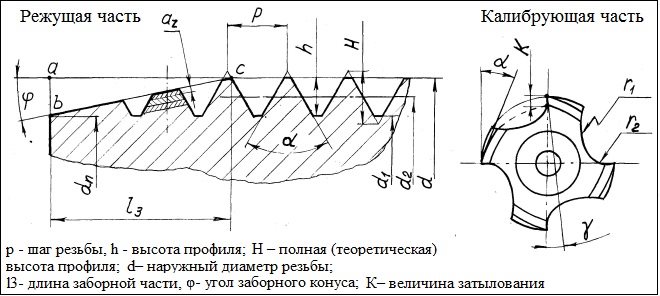
উপরে উল্লিখিত ট্যাপের গ্রহনকারী অংশটির একটি শঙ্কু আকৃতি রয়েছে, যা মেশিনের গর্তে টুলটি প্রবেশ করার প্রক্রিয়াটিকে সহজতর করে। গ্রহণের অংশের প্রবণতার কোণের নির্দিষ্ট মান, যা 3-20 ° এর পরিসরে হতে পারে, টুলটি কোন ধরণের প্রক্রিয়াকরণের জন্য ব্যবহার করা হবে তার উপর নির্ভর করে বেছে নেওয়া হয় - রাফিং, মধ্যবর্তী বা ফিনিশিং।
নলাকার ক্রমাঙ্কন অংশটি 0.1 মিমি পর্যন্ত একটি বিপরীত অবমূল্যায়নের সাথে তৈরি করা হয়, যা থ্রেডিং প্রক্রিয়া চলাকালীন ঘর্ষণ শক্তি হ্রাস করার জন্য প্রয়োজনীয়। কলের কার্যকারী অংশ এবং মেশিন করা পৃষ্ঠের মধ্যে ঘর্ষণ শক্তি কমাতে, কাটা দাঁতের পিছনের পৃষ্ঠ, যা তাদের প্রস্থের 1/3 দ্বারা তাদের শীর্ষ থেকে সঞ্চালিত হয়, এটিও অনুমতি দেয়। এইভাবে, কাটা দাঁতের পিছনের পৃষ্ঠের একটি অবমূল্যায়ন তৈরি করা হয়, যার মান 12-30 মিমি ব্যাস সহ সরঞ্জামগুলির জন্য প্রায় 0.1 মিমি।
উদ্দেশ্য দ্বারা প্রজাতি
আধুনিক শিল্প বিভিন্ন ধরণের ট্যাপ তৈরি করে, যা ডিজাইন এবং কার্যকারিতা একে অপরের থেকে আলাদা। সুতরাং, তাদের উদ্দেশ্য অনুযায়ী, ট্যাপ নিম্নলিখিত ধরনের এক হতে পারে।
লকস্মিথসএই সরঞ্জামগুলি প্রায়শই হাতে ধরা হয় এবং একটি বিশেষ রেঞ্চের সাথে ব্যবহার করা হয়, যার সাথে ট্যাপটি ঘূর্ণন দেওয়া হয়। একটি নিয়ম হিসাবে, তারা উত্পাদিত এবং দুই বা তিনটি সরঞ্জাম সমন্বিত সেট ব্যবহার করা হয়, যার প্রতিটি চিকিত্সা পৃষ্ঠ থেকে ভাতার শুধুমাত্র অংশ অপসারণ করে। এই জাতীয় কিটে অন্তর্ভুক্ত ট্যাপগুলির মাত্রাগুলি (বিশেষত, তাদের কাজের ব্যাস) পৃথক। টুলগুলির মধ্যে প্রথমটি, যার শ্যাঙ্কে একটি ড্যাশ আকারে একটি উপাধি প্রয়োগ করা হয়, এটি রুক্ষ করার জন্য ব্যবহৃত হয়, দ্বিতীয়টি (শ্যাঙ্কে দুটি ড্যাশ সহ) মধ্যবর্তী জন্য এবং তৃতীয়টি (যথাক্রমে তিনটি ড্যাশ সহ) থ্রেড কাটা শেষ করার জন্য.

এগুলি এমন সরঞ্জাম যা দিয়ে থ্রেডগুলি ম্যানুয়ালি এবং বিভিন্ন ধরণের মেশিনে কাটা যায় (বাঁকানো, ড্রিলিং, সামগ্রিক ইত্যাদি)। এই ধরনের ট্যাপগুলি ধাতব কাজের ট্যাপগুলির থেকে আলাদা হয় শুধুমাত্র একটি সামান্য সংক্ষিপ্ত খাওয়ার অংশে এবং যান্ত্রিক চাপের উচ্চ প্রতিরোধের মধ্যে।

স্প্যানার
এই জাতীয় সরঞ্জামগুলির সাহায্যে, তাদের নাম থেকে বোঝা যায়, তারা বাদামে থ্রেডিং করে। বাদাম, যেখানে থ্রেডগুলি ইতিমধ্যেই এই জাতীয় টোকা দিয়ে কাটা হয়েছে, সরঞ্জামটি মোচড় দেবেন না, তবে এর প্রসারিত লেজে যান। বাদামের ট্যাপের শ্যাঙ্ক, যার সাহায্যে ড্রিলিং মেশিনে থ্রেড কাটা হয়, তাদের একটি রেক্টিলীয় আকৃতি থাকে। ইতিমধ্যে থ্রেডযুক্ত থ্রেডযুক্ত বাদামগুলি, যেমন একটি ঠেলায় স্থানান্তরিত হয়, মেশিন চক থেকে টুলটি সরানোর পরে কেবল ঝেড়ে ফেলা হয়। থ্রেডিং মেশিনে বাদাম কাটার জন্য, ট্যাপগুলি ব্যবহার করা হয়, যার শ্যাঙ্কগুলি একটি বাঁকা আকৃতির। এইভাবে থ্রেডিং করার সময়, বাদামগুলি, একে অপরের চাপে, টুলের বাঁকা শ্যাঙ্ক বরাবর ধাক্কা দেওয়া হয়, এর শেষ অংশে পৌঁছায় এবং প্রস্তুত পাত্রে পড়ে।
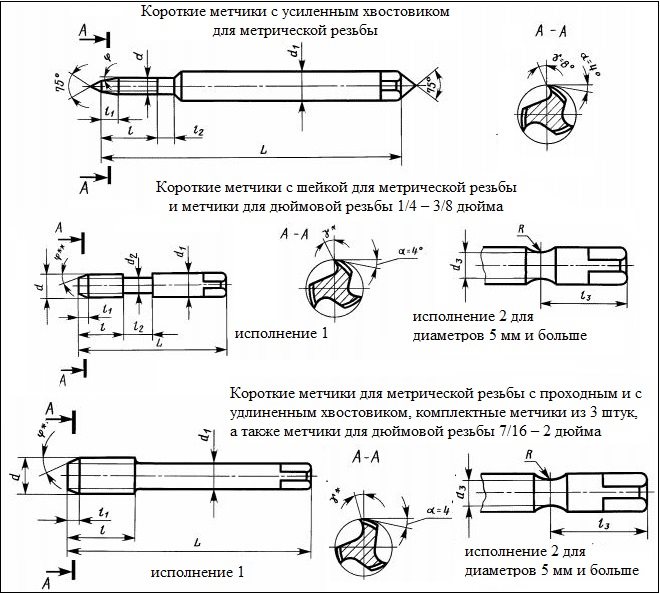
মেট্রিক থ্রেড কাটার জন্য ম্যানুয়াল এবং মেশিন ট্যাপ উভয়ের নকশা এবং মাত্রার প্রয়োজনীয়তাগুলি GOST 3266-81 দ্বারা নির্ধারিত হয়েছে, যাকে বলা হয়: “মেশিন এবং ম্যানুয়াল ট্যাপ। নকশা এবং মাত্রা.
আপনি নীচের লিঙ্ক থেকে পিডিএফ ফর্ম্যাটে নথিটি ডাউনলোড করে ম্যানুয়াল এবং মেশিন ট্যাপের জন্য GOST প্রয়োজনীয়তার সাথে পরিচিত হতে পারেন।
নকশা দ্বারা প্রকার
তাদের নকশা অনুযায়ী, ট্যাপগুলিও বিভিন্ন প্রকারে বিভক্ত। সুতরাং, এই প্যারামিটারের উপর নির্ভর করে, সরঞ্জামগুলি আলাদা করা হয়:
- সংক্ষিপ্ত বাঁশি সহ, যাকে বাঁশিবিহীনও বলা হয় (এই ধরনের ট্যাপের নকশা বিশেষভাবে নমনীয় লো-কার্বন স্টিল, অ্যালুমিনিয়াম অ্যালয় এবং উচ্চ-শক্তির অ্যালয় স্টিলের তৈরি অংশগুলিতে থ্রেড কাটার জন্য ডিজাইন করা হয়েছে);
- একটি হেলিকাল লাইন বরাবর অবস্থিত খাঁজগুলির সাথে (যন্ত্র কেন্দ্রগুলিতে এই জাতীয় সরঞ্জামগুলি ইনস্টল করুন এবং অন্ধ থ্রেড কাটার জন্য ব্যবহার করুন);
- একটি চেকারবোর্ড প্যাটার্নে কাটা দাঁতের সাথে (এই জাতীয় সরঞ্জামের ক্রমাঙ্কন অংশে কাটা দাঁতগুলি একটির মাধ্যমে কাটা হওয়ার কারণে, প্রক্রিয়াকরণের সময় ঘর্ষণ শক্তি হ্রাস করা সম্ভব);
- দুটি বিভাগে বিভক্ত একটি কাজের অংশ সহ স্টেপড টাইপ, যার প্রতিটি তার নিজস্ব ফাংশন সম্পাদন করে (উদাহরণস্বরূপ, স্টেপড ট্যাপ রয়েছে, যার প্রথম বিভাগটি জেনারেটর সার্কিট অনুসারে কাজ করে এবং দ্বিতীয়টি - প্রোফাইল অনুসারে; অন্যদের জন্য ধাপযুক্ত সরঞ্জামগুলির প্রকার, প্রথম বিভাগটি কাটিয়া ফাংশন সম্পাদন করে এবং দ্বিতীয়টি - মসৃণকরণ);
- মিলিত (এগুলি আসলে একটিতে দুটি সরঞ্জাম: তাদের কাটিয়া অংশ, একটি একক নকশায় তৈরি, একটি ড্রিল দিয়ে শুরু হয় এবং একটি টোকা দিয়ে শেষ হয়);
- ব্রোচ ট্যাপগুলি যে কোনও ব্যাসের গর্তে থ্রু কাটার জন্য ব্যবহৃত হয় (তাদের সাহায্যে, লেদগুলিতে থ্রেডগুলি কাটা হয়, যার চকটিতে ওয়ার্কপিস স্থির করা হয় এবং টুল হোল্ডারে - ব্যবহৃত টুলের শ্যাঙ্ক; এর নড়াচড়া থ্রেডিংয়ের সময় ট্যাপটি মেশিন সমর্থনের স্বয়ংক্রিয় ফিড দ্বারা নিশ্চিত করা হয় এবং ওয়ার্কপিসের ঘূর্ণন - টাকুটির ঘূর্ণন);
- একটি অভ্যন্তরীণ গহ্বর সহ, যার কারণে প্রক্রিয়াকরণের সময় সরঞ্জামটি শীতল হয় (বিশেষায়িত বা বহু-অপারেশনাল সরঞ্জামগুলিতে ইনস্টল করা এই জাতীয় ট্যাপগুলির ব্যবহার থ্রেডিংয়ের উত্পাদনশীলতা উল্লেখযোগ্যভাবে বৃদ্ধি করতে পারে);
- বেল ট্যাপ (এই ধরনের ট্যাপগুলি বড় ব্যাসের (50-400 মিমি) অভ্যন্তরীণ থ্রেড কাটার জন্য ব্যবহৃত হয় এবং পৃথক কাটিং উপাদানগুলির সমন্বয়ে একটি পূর্বনির্ধারিত কাঠামো থাকে)।
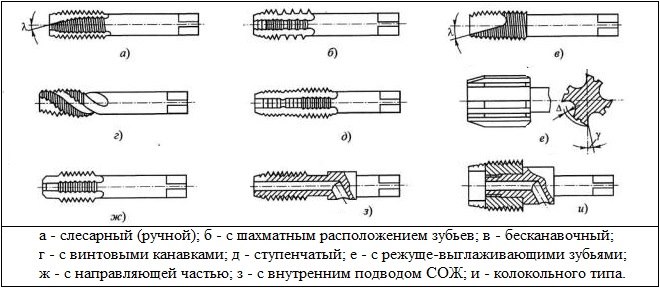
কাঠামোগতভাবে, উপরে তালিকাভুক্ত সমস্ত ট্যাপগুলি একে অপরের থেকে এতটাই আলাদা যে আপনি ফটো দ্বারা একে অপরের থেকে আলাদাও বলতে পারেন৷
থ্রেড প্রকার
বিভিন্ন বিভাগের ট্যাপ, পাশাপাশি বিভিন্ন ধরণের ডাই ব্যবহার করে, অংশগুলির অভ্যন্তরীণ পৃষ্ঠগুলিতে বিভিন্ন ধরণের থ্রেড তৈরি করা সম্ভব। যে ধরণের থ্রেড কাটা হচ্ছে তার উপর নির্ভর করে, ট্যাপগুলিকে নিম্নলিখিত বিভাগে ভাগ করা হয়েছে।
মেট্রিকএই ট্যাপ যা দিয়ে মেট্রিক থ্রেড কাটা হয়। এই ধরনের ক্ষেত্রে কাটা থ্রেড উপাদানটি একটি সমদ্বিবাহু ত্রিভুজের আকার ধারণ করে এবং এর সমস্ত পরামিতি মিলিমিটারে পরিমাপ করা হয়। এই জাতীয় ট্যাপগুলির চিহ্নিতকরণে "এম" অক্ষর রয়েছে। মেট্রিক ট্যাপ এবং প্রস্তুতিমূলক গর্তের ব্যাস নির্বাচনের জন্য, একটি বিশেষ রেফারেন্স টেবিল ব্যবহার করা হয়।
ইঞ্চিএই জাতীয় ট্যাপের কার্যকারী অংশের একটি শঙ্কু আকার রয়েছে। ইঞ্চি সরঞ্জামগুলির ব্যাস ইঞ্চিতে পরিমাপ করা হয় এবং পিচটি প্রতি ইঞ্চিতে থ্রেডের সংখ্যা (25.4 মিমি) দ্বারা পরিমাপ করা হয়। এই ধরনের ট্যাপের গড় পৃষ্ঠের ঢাল হল 1°47’24”।
পাইপএর মধ্যে রয়েছে নলাকার এবং শঙ্কুযুক্ত ট্যাপ যা পাইপ ফিটিংসে থ্রেড কাটার জন্য ব্যবহৃত হয়।
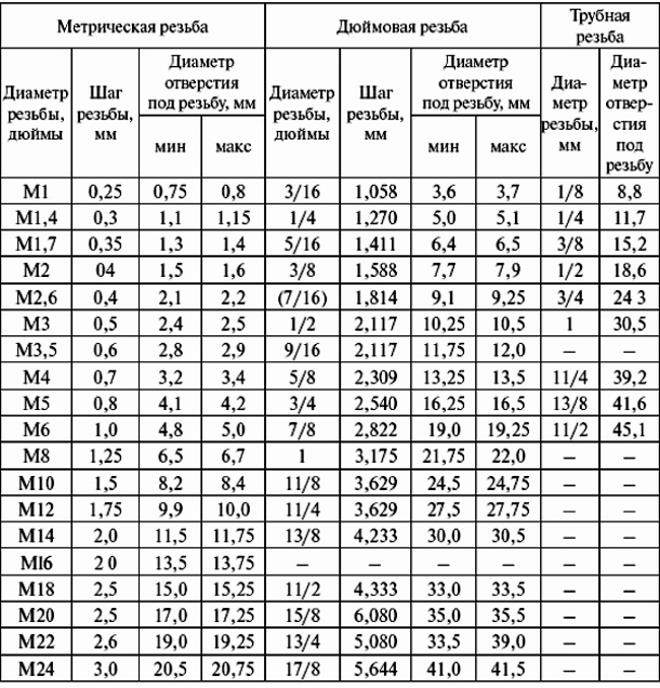
সারণী 1. প্যারামিটারে ট্যাপ করুন এবং গর্তের আকারে ট্যাপ করুন
ট্যাপগুলি ডান-হাত এবং বাম-হাত উভয় থ্রেড দিয়ে গর্ত তৈরি করতে ব্যবহার করা যেতে পারে। বাঁ-হাতের থ্রেডগুলির জন্য ট্যাপগুলি, যখন বাস্তবে বা সঠিক ধরণের সরঞ্জামগুলির সাথে একটি ফটোতে তুলনা করা হয়, শুধুমাত্র তাদের কাটিয়া অংশের হেলিক্সের দিক থেকে পরেরটির থেকে আলাদা।