Mga gripo para sa threading - mga uri, sukat ng talahanayan, mga kinakailangan ng GOST 3266-81
Maraming mga teknikal na kagamitan, pati na rin ang karamihan sa mga gamit sa bahay, ay may mga sinulid na koneksyon na ginagamit ng sangkatauhan mula pa noong sinaunang panahon. Ang mga pangunahing tool kung saan ginawa ang mga elemento ng naturang mga koneksyon ay kasama ang isang gripo. Ang paggamit nito ay nagbibigay-daan sa iyo upang mabilis at walang labis na kahirapan sa pagputol ng isang tumpak at mataas na kalidad na thread sa panloob na ibabaw ng butas.
Mga tampok ng disenyo
Ang mga unang tool para sa pagputol ng mga panloob na thread ay nakikilala sa pamamagitan ng kanilang primitive na disenyo at isang tetrahedral rod, sa gumaganang dulo kung saan, hasa sa isang banayad na kono, pagputol ng mga ngipin ay sawn out. Kapag gumagamit ng ganoong gripo, ang sinulid ay pinutol sa pamamagitan ng pag-screw nito sa loob ng nut o sa isang paunang inihanda na butas sa workpiece. Naturally, ang naturang tool ay may maraming mga kawalan, ang pinakamahalaga sa kung saan ay kasama ang kawalan ng likod na ibabaw sa bahagi ng pagputol, pati na rin ang isang negatibong anggulo ng rake. Sa paglipas ng panahon, ang disenyo ng mga gripo ay naging mas maalalahanin, at ngayon pinapayagan ka nitong lumikha ng tumpak at mataas na kalidad na mga panloob na thread.
Sa anumang gripo para sa pag-thread sa mga panloob na ibabaw ng mga workpiece, anuman ang mga geometric na parameter at layunin nito, mayroong mga sumusunod na elemento:
- lateral grooves (maaaring mayroong mula 2 hanggang 6);
- conical bahagi ng paggamit;
- bahagi ng pag-calibrate, na may cylindrical na hugis.
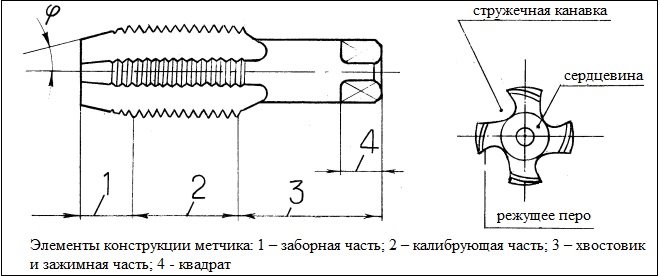
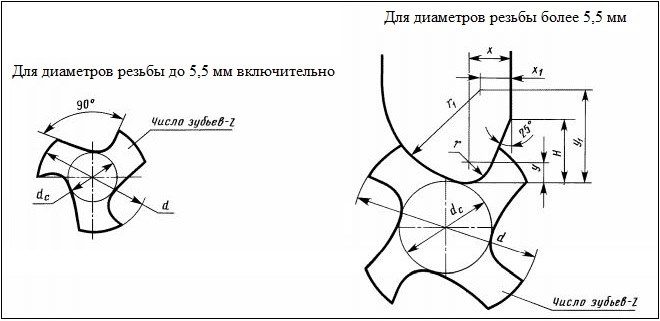
Ang mga grooves na matatagpuan sa gilid na ibabaw ng tool, kasama ang buong haba nito, ay sabay na nagsasagawa ng dalawang pag-andar: tinitiyak ang pag-alis ng mga chips mula sa processing zone at pinapadali ang supply ng cutting fluid (coolant) sa naturang zone. Ang hugis ng tap groove sa cross section ay tinutukoy ng dalawang ibabaw nito, ang isa ay ang harap na mukha ng cutting tooth ng tool, at ang pangalawa ay ang likod nito. Ayon sa uri ng profile, ang mga chip grooves ay sa mga sumusunod na uri:
- single-radius (na may mga grooves ng ganitong hugis, pangunahin ang gauge-type taps ay ginawa);
- na may tuwid na harap at likod na ibabaw (ang mga tool na may mga grooves ng hugis na ito ay ginagamit para sa pag-threading sa loob ng mga mani);
- na may tuwid na harap at isang radius sa likod na mga ibabaw (karamihan sa mga gripo ay ginawa gamit ang mga chip grooves ng ganitong uri).
Ang mga grooves ay maaaring isagawa sa iba't ibang paraan: tuwid, pati na rin ang spiral sa kanan o kaliwa. Gamit ang mga tuwid na uka, ang mga gripo ay ginagawa para sa pangkalahatang layunin. Gamit ang helical left-hand grooves, gumagawa ng mga gripo na ginagamit para sa pag-thread ng pass. Ang mga chips na nilikha ng naturang tool ay nauuna dito kasama ang butas na ginagawang machine, sa gayon ay inaalis ang panganib ng pinsala sa isang naputol na thread. Kapag gumagamit ng mga gripo na may tamang direksyon ng pag-twist ng mga grooves, ang mga chips ay tinanggal mula sa machining zone patungo sa tool shank. Para sa kadahilanang ito, ang mga gripo sa kanang kamay ay mainam para sa pag-tap sa mga blind hole.
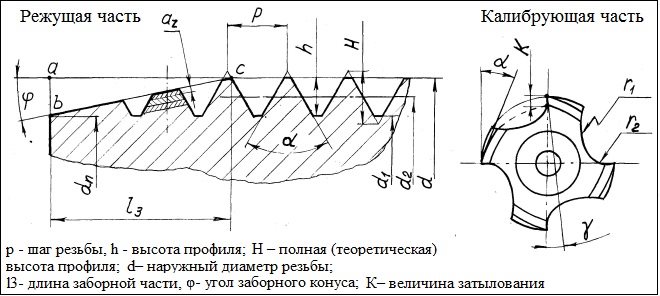
Ang intake na bahagi ng gripo, tulad ng nabanggit sa itaas, ay may hugis na korteng kono, na nagpapadali sa proseso ng pagpasok ng tool sa butas na ginagawang machine. Ang tiyak na halaga ng anggulo ng pagkahilig ng bahagi ng paggamit, na maaaring nasa hanay na 3-20 °, ay pinili depende sa kung anong uri ng pagproseso ang gagamitin para sa tool - roughing, intermediate o pagtatapos.
Ang bahagi ng cylindrical na pagkakalibrate ay ginawa gamit ang reverse underestimation na hanggang 0.1 mm, na kinakailangan upang mabawasan ang friction forces na nangyayari sa proseso ng threading. Upang bawasan ang puwersa ng friction sa pagitan ng gumaganang bahagi ng gripo at ang ibabaw na gagawing makina, ang likod na ibabaw ng pagputol ng mga ngipin, na ginagawa mula sa kanilang tuktok ng 1/3 ng kanilang lapad, ay nagpapahintulot din. Kaya, ang isang underestimation ng likurang ibabaw ng pagputol ng mga ngipin ay nilikha, ang halaga nito para sa mga tool na may diameter na 12-30 mm ay tungkol sa 0.1 mm.
Mga species ayon sa layunin
Ang modernong industriya ay gumagawa ng iba't ibang uri ng mga gripo, na naiiba sa bawat isa sa disenyo at pag-andar. Kaya, ayon sa kanilang layunin, ang mga gripo ay maaaring isa sa mga sumusunod na uri.
LocksmithsAng mga tool na ito ay kadalasang hawak ng kamay at ginagamit kasabay ng isang espesyal na wrench, kung saan ang gripo ay binibigyan ng pag-ikot. Bilang isang patakaran, ang mga ito ay ginawa at ginagamit sa mga hanay na binubuo ng dalawa o tatlong mga tool, ang bawat isa ay nag-aalis lamang ng bahagi ng allowance mula sa ginagamot na ibabaw. Ang mga sukat ng mga gripo na kasama sa naturang kit (sa partikular, ang kanilang mga working diameters) ay magkakaiba. Ang una sa mga tool, sa shank kung saan inilalapat ang isang pagtatalaga sa anyo ng isang gitling, ay ginagamit para sa roughing, ang pangalawa (na may dalawang gitling sa shank) para sa intermediate, at ang pangatlo (ayon sa pagkakabanggit, na may tatlong gitling) para matapos ang sinulid na pinuputol.

Ang mga ito ay mga tool kung saan ang mga thread ay maaaring maputol nang manu-mano at sa mga makina ng iba't ibang uri (pagliko, pagbabarena, pinagsama-sama, atbp.). Ang ganitong mga gripo ay naiiba sa metalwork na mga gripo lamang sa isang bahagyang pinaikling bahagi ng paggamit at mas mataas na pagtutol sa mekanikal na stress.

spanner
Sa tulong ng mga naturang tool, gaya ng ipinahihiwatig ng kanilang pangalan, nagsasagawa sila ng threading sa mga mani. Ang mga mani, kung saan ang mga thread ay pinutol na gamit ang isang gripo, huwag i-twist ang tool, ngunit lumipat sa pinahabang buntot nito. Ang mga shank ng nut taps, kung saan pinuputol ang mga thread sa mga drilling machine, ay may hugis na rectilinear. Ang mga mani na may sinulid na mga sinulid, na inilipat sa naturang shank, ay inalog lang pagkatapos alisin ang tool mula sa machine chuck. Para sa pagputol ng mga mani sa mga threading machine, ang mga gripo ay ginagamit, ang mga shank nito ay may hubog na hugis. Kapag sinulid sa ganitong paraan, ang mga mani, sa ilalim ng presyon mula sa isa't isa, ay itinulak kasama ang hubog na shank ng tool, maabot ang dulo nito at mahulog sa inihandang lalagyan.
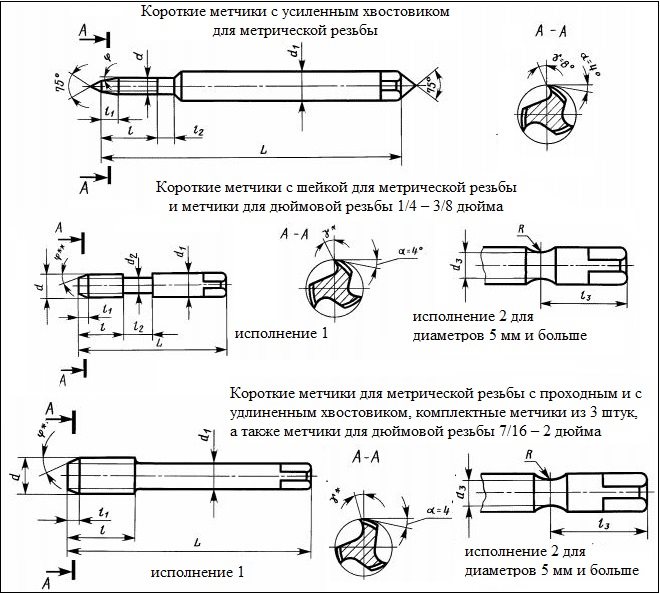
Ang mga kinakailangan para sa disenyo at mga sukat ng parehong manual at machine taps para sa pagputol ng mga metric thread ay itinakda ng GOST 3266-81, na tinatawag na: "Machine at manual taps. Disenyo at sukat.
Maaari kang maging pamilyar sa mga kinakailangan ng GOST para sa manual at machine taps sa pamamagitan ng pag-download ng dokumento sa pdf format mula sa link sa ibaba.
Mga uri ayon sa disenyo
Ayon sa kanilang disenyo, ang mga gripo ay nahahati din sa iba't ibang uri. Kaya, depende sa parameter na ito, ang mga tool ay nakikilala:
- na may mga pinaikling flute, na tinatawag ding fluteless (ang disenyo ng naturang mga gripo ay espesyal na idinisenyo upang gupitin ang mga thread sa mga bahaging gawa sa ductile low-carbon steels, aluminum alloys, at high-strength alloy steels);
- na may mga grooves na matatagpuan sa kahabaan ng isang helical line (i-install ang mga naturang tool sa mga machining center at gamitin ang mga ito para sa pagputol ng mga blind thread);
- na may pagputol ng mga ngipin na inilagay sa isang pattern ng checkerboard (dahil sa ang katunayan na ang pagputol ng mga ngipin sa bahagi ng pagkakalibrate ng naturang tool ay pinutol sa isa, posible na bawasan ang puwersa ng friction sa panahon ng pagproseso);
- stepped type na may gumaganang bahagi na nahahati sa dalawang seksyon, ang bawat isa ay gumaganap ng sarili nitong function (halimbawa, may mga stepped taps, ang unang seksyon ay gumagana ayon sa generator circuit, at ang pangalawa - ayon sa profile; para sa iba pa mga uri ng stepped tool, ang unang seksyon ay gumaganap ng cutting function, at ang pangalawa - smoothing);
- pinagsama (ito ay talagang dalawang tool sa isa: ang kanilang pagputol na bahagi, na ginawa sa isang solong disenyo, nagsisimula sa isang drill at nagtatapos sa isang gripo);
- broach taps na ginagamit para sa threading sa isang through hole ng anumang diameter (sa kanilang tulong, ang mga thread ay pinutol sa lathes, sa chuck kung saan ang workpiece ay naayos, at sa tool holder - ang shank ng tool na ginamit; ang paggalaw ng ang pag-tap sa panahon ng threading ay sinisiguro ng awtomatikong feed ng suporta sa makina, at ang pag-ikot ng workpiece - ang pag-ikot ng spindle);
- na may panloob na lukab, dahil sa kung saan ang tool ay pinalamig sa panahon ng pagproseso (ang paggamit ng naturang mga gripo na naka-install sa dalubhasang o multi-operational na kagamitan ay maaaring makabuluhang mapataas ang pagiging produktibo ng threading);
- bell taps (ang mga taps ay ginagamit para sa pagputol ng mga panloob na thread na may malaking diameter (50–400 mm) at may prefabricated na istraktura na binubuo ng mga indibidwal na elemento ng pagputol).
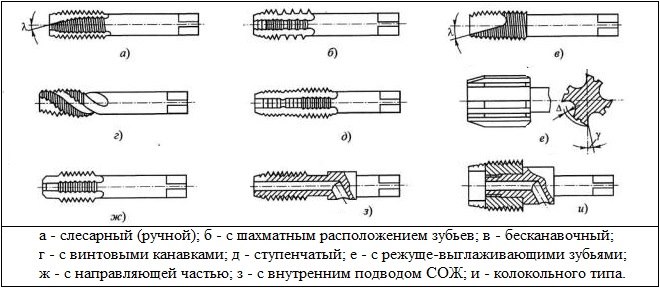
Sa istruktura, ang lahat ng mga gripo na nakalista sa itaas ay ibang-iba sa isa't isa na maaari mo ring sabihin sa kanila ang pagkakaiba sa isa't isa sa pamamagitan ng larawan.
Mga uri ng thread
Gamit ang mga gripo ng iba't ibang kategorya, pati na rin ang iba't ibang uri ng dies, posible na bumuo ng mga thread ng iba't ibang uri sa mga panloob na ibabaw ng mga bahagi. Depende sa uri ng sinulid na pinuputol, ang mga gripo ay nahahati sa mga sumusunod na kategorya.
SukatanIto ay mga gripo kung saan pinuputol ang mga panukat na thread. Ang elemento ng cut thread sa ganitong mga kaso ay may hugis ng isang isosceles triangle, at ang lahat ng mga parameter nito ay sinusukat sa millimeters. Ang pagmamarka ng naturang mga gripo ay naglalaman ng titik na "M". Para sa pagpili ng metric taps at ang diameter ng preparatory hole, ginagamit ang isang espesyal na reference table.
pulgadaAng gumaganang bahagi ng naturang mga gripo ay may hugis na korteng kono. Ang diameter ng mga tool sa pulgada ay sinusukat sa pulgada, at ang pitch ay sinusukat sa bilang ng mga thread bawat pulgada (25.4 mm). Ang slope ng average na ibabaw ng mga gripo ng ganitong uri ay 1°47’24”.
PipeKabilang dito ang cylindrical at conical taps na ginagamit para sa pagputol ng mga thread sa pipe fittings.
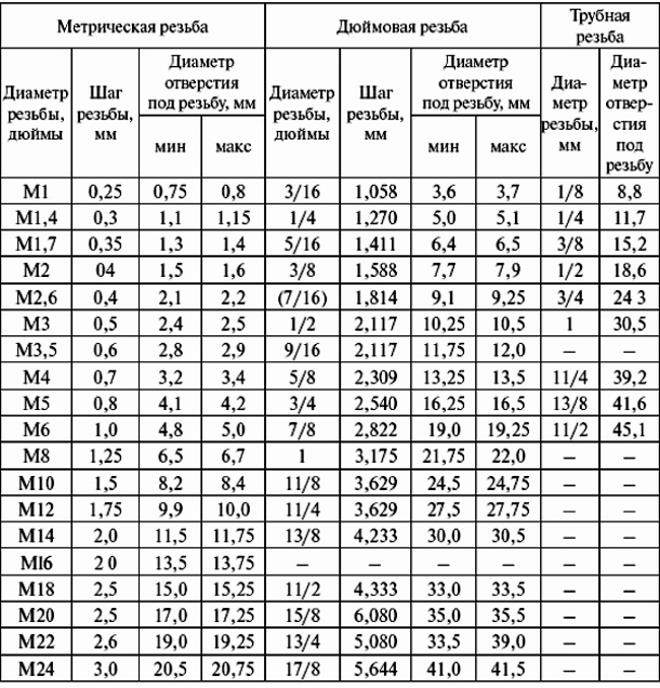
Talahanayan 1. Mga parameter ng tapikin at laki ng butas ng tap
Maaaring gamitin ang mga gripo upang gumawa ng mga butas sa parehong kanang kamay at kaliwang kamay na mga sinulid. Ang mga pag-tap para sa mga kaliwang kamay na mga thread, kung ihahambing sa katotohanan o sa isang larawan na may mga tool ng tamang uri, ay naiiba sa huli lamang sa direksyon ng helix ng kanilang pagputol na bahagi.