ดอกต๊าปเกลียว - ประเภท, ตารางขนาด, ข้อกำหนดของ GOST 3266-81
อุปกรณ์ทางเทคนิคหลายอย่างรวมถึงของใช้ในครัวเรือนส่วนใหญ่มีการเชื่อมต่อแบบเธรดที่มนุษย์ใช้มาตั้งแต่สมัยโบราณ เครื่องมือหลักที่ใช้ทำองค์ประกอบของการเชื่อมต่อดังกล่าว ได้แก่ การแตะ การใช้งานช่วยให้คุณสามารถตัดเกลียวที่แม่นยำและมีคุณภาพสูงบนพื้นผิวด้านในของรูได้อย่างรวดเร็วและโดยไม่มีปัญหา
คุณสมบัติการออกแบบ
เครื่องมือแรกสำหรับการตัดเกลียวในเป็นแบบดั้งเดิมและประกอบด้วยแท่งทรงสี่เหลี่ยมที่ส่วนปลายของการทำงานซึ่งลับให้แหลมเป็นทรงกรวยที่นุ่มนวลและฟันตัดก็ถูกตัดออก เมื่อใช้ต๊าปดังกล่าว เกลียวจะถูกตัดโดยขันเกลียวเข้าไปในด้านในของน็อตหรือลงในรูที่เตรียมไว้ในชิ้นงาน โดยธรรมชาติแล้ว เครื่องมือดังกล่าวมีข้อเสียหลายประการ ซึ่งที่สำคัญที่สุดรวมถึงการไม่มีพื้นผิวด้านหลังในส่วนที่ตัด เช่นเดียวกับมุมคายที่เป็นลบ เมื่อเวลาผ่านไป การออกแบบดอกต๊าปมีความรอบคอบมากขึ้น และในปัจจุบันนี้ช่วยให้คุณสร้างเธรดภายในที่แม่นยำและมีคุณภาพสูงได้
ในการแตะสำหรับการร้อยเกลียวบนพื้นผิวภายในของชิ้นงานโดยไม่คำนึงถึงพารามิเตอร์ทางเรขาคณิตและวัตถุประสงค์ มีองค์ประกอบดังต่อไปนี้:
- ร่องด้านข้าง (มีได้ตั้งแต่ 2 ถึง 6);
- ส่วนไอดีทรงกรวย
- ส่วนสอบเทียบซึ่งมีรูปทรงกระบอก
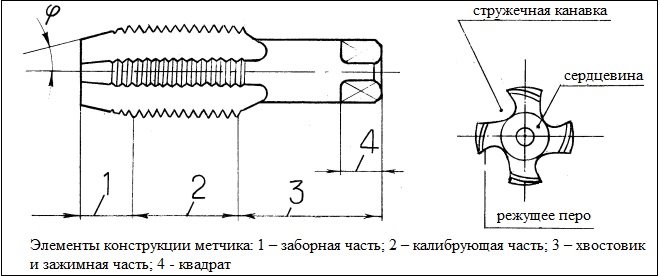
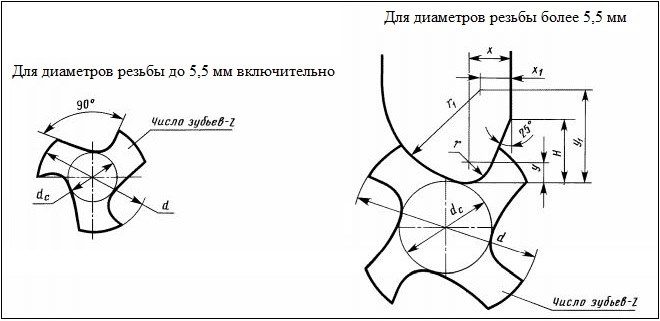
ร่องที่อยู่บนพื้นผิวด้านข้างของเครื่องมือตลอดความยาวทั้งหมดจะทำหน้าที่สองอย่างพร้อมกัน: ให้การกำจัดเศษออกจากโซนการประมวลผลและอำนวยความสะดวกในการจ่ายน้ำมันตัดกลึง (น้ำหล่อเย็น) ไปยังโซนดังกล่าว รูปร่างที่ร่องต๊าปอยู่ในหน้าตัดจะพิจารณาจากพื้นผิวสองด้าน ซึ่งหนึ่งในนั้นคือด้านหน้าของฟันตัดของเครื่องมือ และส่วนที่สองคือด้านหลัง ตามประเภทของโปรไฟล์ ร่องเศษมีประเภทต่อไปนี้:
- รัศมีเดียว (มีร่องรูปทรงนี้ส่วนใหญ่ผลิตต๊าปประเภทเกจ);
- มีพื้นผิวด้านหน้าและด้านหลังตรง (เครื่องมือที่มีร่องรูปทรงนี้ใช้สำหรับเกลียวในน็อต)
- ด้วยหน้าตรงและพื้นผิวด้านหลังเป็นรัศมี (ดอกต๊าปส่วนใหญ่ทำด้วยร่องเศษประเภทนี้)
ร่องสามารถจัดเรียงได้หลายวิธี: แบบตรง และแบบเกลียวขวาหรือซ้าย ด้วยร่องเส้นตรง จึงมีดอกต๊าปเอนกประสงค์ ด้วยร่องเกลียวซ้ายมือ ผลิตดอกต๊าปที่ใช้สำหรับการร้อยผ่าน เศษที่เกิดจากเครื่องมือดังกล่าวจะเคลื่อนไปข้างหน้าตามรูที่ทำการตัดเฉือน ซึ่งจะช่วยลดความเสี่ยงที่จะเกิดความเสียหายต่อเกลียวที่ตัดแล้ว เมื่อใช้ดอกต๊าปที่มีทิศทางการบิดของร่องที่ถูกต้อง เศษจะถูกลบออกจากโซนการตัดเฉือนไปยังด้ามเครื่องมือ ด้วยเหตุนี้ ก๊อกขวาจึงเหมาะสำหรับการกรีดรูตัน
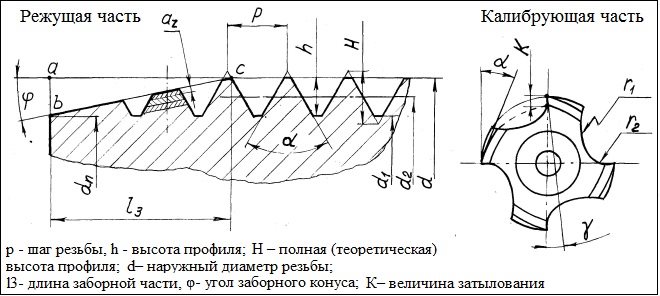
ส่วนที่รับเข้าของต๊าปตามที่กล่าวไว้ข้างต้นมีรูปทรงกรวย ซึ่งช่วยให้กระบวนการป้อนเครื่องมือเข้าไปในรูที่ทำการตัดเฉือนสะดวก ค่าเฉพาะของมุมเอียงของชิ้นส่วนไอดีซึ่งสามารถอยู่ในช่วง 3–20 °นั้นถูกเลือกขึ้นอยู่กับประเภทของเครื่องมือที่จะใช้สำหรับการกลึงหยาบ ระดับกลาง หรือการเก็บผิวละเอียด
ชิ้นส่วนสอบเทียบทรงกระบอกทำขึ้นโดยมีค่าย้อนกลับต่ำกว่าไม่เกิน 0.1 มม. ซึ่งจำเป็นเพื่อลดแรงเสียดทานที่เกิดขึ้นระหว่างกระบวนการเกลียว เพื่อลดแรงเสียดทานระหว่างส่วนที่ใช้งานของต๊าปและพื้นผิวที่กำลังกลึง พื้นผิวด้านหลังของฟันตัดซึ่งดำเนินการจากด้านบนโดย 1/3 ของความกว้างก็ยอมเช่นกัน ดังนั้นการประเมินพื้นผิวด้านหลังของฟันตัดจึงต่ำเกินไปซึ่งค่าสำหรับเครื่องมือที่มีเส้นผ่านศูนย์กลาง 12-30 มม. จะอยู่ที่ประมาณ 0.1 มม.
สายพันธุ์ตามวัตถุประสงค์
อุตสาหกรรมสมัยใหม่ผลิตก๊อกประเภทต่างๆ ซึ่งแตกต่างกันในด้านการออกแบบและการใช้งาน ดังนั้น ตามวัตถุประสงค์ ก๊อกสามารถเป็นหนึ่งในประเภทต่อไปนี้
ช่างทำกุญแจเครื่องมือเหล่านี้มักใช้มือถือและใช้ร่วมกับประแจพิเศษโดยให้หมุนต๊าป ตามกฎแล้วจะผลิตและใช้งานในชุดที่ประกอบด้วยเครื่องมือสองหรือสามชิ้นซึ่งแต่ละอันจะลบค่าเผื่อบางส่วนออกจากพื้นผิวที่ผ่านการบำบัดแล้ว ขนาดของต๊าปที่รวมอยู่ในชุดอุปกรณ์ดังกล่าว (โดยเฉพาะเส้นผ่านศูนย์กลางการทำงาน) นั้นแตกต่างกัน เครื่องมือชิ้นแรกบนด้ามซึ่งมีการกำหนดในรูปแบบของเส้นประหนึ่งเส้นใช้สำหรับกัดหยาบ เครื่องมือที่สอง (ที่มีเส้นประสองเส้นบนด้าม) สำหรับระดับกลาง และเครื่องมือที่สาม (ตามลำดับโดยมีขีดสามขีด) เพื่อตัดด้ายให้เรียบร้อย

เครื่องมือเหล่านี้เป็นเครื่องมือที่สามารถตัดเกลียวได้ทั้งแบบแมนนวลและบนเครื่องจักรประเภทต่างๆ (การกลึง การเจาะ การรวม ฯลฯ) ดอกต๊าปดังกล่าวแตกต่างจากก๊อกโลหะเฉพาะในส่วนไอดีที่สั้นลงเล็กน้อยและมีความทนทานต่อความเค้นเชิงกลที่สูงขึ้น

ประแจ
ด้วยความช่วยเหลือของเครื่องมือดังกล่าวพวกเขาทำเกลียวในถั่วตามชื่อของมัน ถั่วซึ่งเกลียวถูกตัดด้วยการแตะแล้วอย่าบิดเครื่องมือ แต่ย้ายไปที่หางยาว ก้านของต๊าปน๊อตซึ่งเกลียวถูกตัดบนเครื่องเจาะมีรูปร่างเป็นเส้นตรง น๊อตที่มีเกลียวอยู่แล้วซึ่งย้ายไปที่ด้ามนั้น จะถูกเขย่าออกหลังจากถอดเครื่องมือออกจากหัวจับเครื่อง สำหรับการตัดน็อตบนเครื่องเกลียวจะใช้ดอกต๊าปซึ่งมีด้ามโค้ง เมื่อทำเกลียวในลักษณะนี้ น็อตที่อยู่ภายใต้แรงกดจากกันและกัน จะถูกดันไปตามด้ามที่โค้งมนของเครื่องมือ ไปถึงส่วนปลายของมันแล้วตกลงไปในภาชนะที่เตรียมไว้
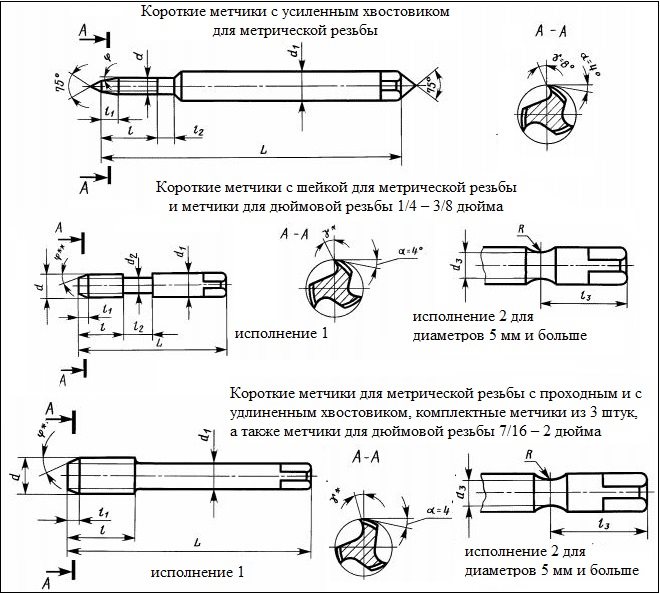
ข้อกำหนดสำหรับการออกแบบและขนาดของดอกต๊าปแบบแมนนวลและแบบเกลียวสำหรับการตัดเกลียวแบบเมตริกกำหนดโดย GOST 3266-81 ซึ่งเรียกว่า: "เครื่องและการต๊าปแบบแมนนวล การออกแบบและขนาด
คุณสามารถทำความคุ้นเคยกับข้อกำหนด GOST สำหรับการต๊าปแบบแมนนวลและแบบเครื่องโดยการดาวน์โหลดเอกสารในรูปแบบ pdf จากลิงค์ด้านล่าง
ประเภทตามการออกแบบ
ตามการออกแบบ ก๊อกยังแบ่งออกเป็นประเภทต่างๆ เครื่องมือต่าง ๆ ขึ้นอยู่กับพารามิเตอร์นี้:
- ด้วยขลุ่ยแบบสั้นซึ่งเรียกอีกอย่างว่าไม่มีร่อง (การออกแบบของต๊าปดังกล่าวได้รับการออกแบบมาเป็นพิเศษเพื่อตัดเกลียวในชิ้นส่วนที่ทำจากเหล็กกล้าคาร์บอนต่ำที่เหนียวเหนอะหนะ โลหะผสมอลูมิเนียม และเหล็กโลหะผสมที่มีความแข็งแรงสูง)
- ด้วยร่องที่อยู่ตามแนวเกลียว (ติดตั้งเครื่องมือดังกล่าวบนเครื่องแมชชีนนิ่งเซ็นเตอร์และใช้สำหรับตัดเกลียว)
- ด้วยฟันตัดที่วางอยู่ในรูปแบบกระดานหมากรุก (เนื่องจากฟันตัดบนส่วนสอบเทียบของเครื่องมือดังกล่าวถูกตัดผ่านหนึ่ง จึงสามารถลดแรงเสียดทานระหว่างการประมวลผล)
- ประเภทขั้นบันไดที่มีส่วนการทำงานแบ่งออกเป็นสองส่วน ซึ่งแต่ละส่วนทำหน้าที่ของตนเอง (เช่น มีก๊อกขั้นบันได ส่วนแรกทำงานตามวงจรเครื่องกำเนิดไฟฟ้า และส่วนที่สอง - ตามโปรไฟล์ สำหรับส่วนอื่นๆ ประเภทของเครื่องมือขั้นบันได ส่วนแรกทำหน้าที่ตัด และส่วนที่สอง - การปรับให้เรียบ)
- รวมกัน (อันที่จริงเป็นเครื่องมือสองชิ้นในหนึ่งเดียว: ส่วนตัดที่ทำในการออกแบบเดียวเริ่มต้นด้วยสว่านและปิดท้ายด้วยการต๊าป)
- ต๊าปเจาะที่ใช้สำหรับตัดเกลียวในรูทะลุที่มีเส้นผ่านศูนย์กลางใดก็ได้ (ด้วยความช่วยเหลือของพวกมัน เกลียวจะถูกตัดบนเครื่องกลึงในหัวจับที่ชิ้นงานได้รับการแก้ไข และในที่จับเครื่องมือ - ด้ามของเครื่องมือที่ใช้ การเคลื่อนที่ของ ให้การแตะในระหว่างการทำเกลียวด้วยการป้อนอัตโนมัติของตัวรองรับเครื่องจักรและการหมุนของชิ้นงาน - การหมุนของแกนหมุน)
- ด้วยช่องภายในเนื่องจากเครื่องมือถูกระบายความร้อนในระหว่างการประมวลผล (การใช้ต๊าปดังกล่าวที่ติดตั้งบนอุปกรณ์พิเศษหรืออุปกรณ์อเนกประสงค์สามารถเพิ่มผลผลิตของเกลียวได้อย่างมาก)
- ดอกต๊าปกระดิ่ง (ดอกต๊าปดังกล่าวใช้สำหรับตัดเกลียวในที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ (50–400 มม.) และมีโครงสร้างสำเร็จรูปที่ประกอบด้วยชิ้นส่วนตัดแต่ละชิ้น)
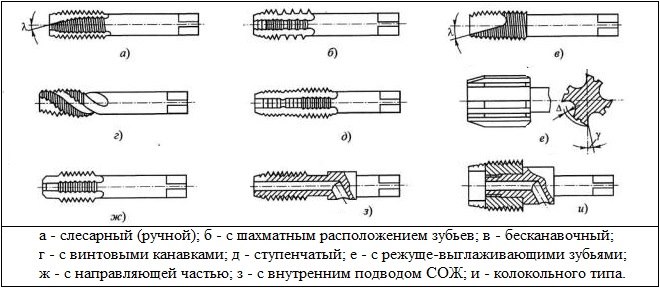
ตามโครงสร้างแล้ว ก๊อกทั้งหมดที่แสดงไว้ด้านบนนั้นแตกต่างกันมาก ซึ่งคุณสามารถแยกความแตกต่างออกจากกันได้จากภาพถ่าย
ประเภทเธรด
การใช้ต๊าปประเภทต่าง ๆ เช่นเดียวกับแม่พิมพ์ประเภทต่างๆ สามารถสร้างเกลียวประเภทต่างๆ บนพื้นผิวภายในของชิ้นส่วนได้ ดอกต๊าปแบ่งออกเป็นประเภทต่อไปนี้ ขึ้นอยู่กับประเภทของด้ายที่ตัด
เมตริกเหล่านี้เป็นก๊อกที่มีการตัดเธรดเมตริก องค์ประกอบเกลียวตัดในกรณีดังกล่าวมีรูปร่างของสามเหลี่ยมหน้าจั่ว และพารามิเตอร์ทั้งหมดจะถูกวัดเป็นมิลลิเมตร เครื่องหมายของก๊อกดังกล่าวมีตัวอักษร "M" สำหรับการเลือกดอกต๊าปเมตริกและเส้นผ่านศูนย์กลางของรูเตรียม จะใช้ตารางอ้างอิงพิเศษ
นิ้วส่วนการทำงานของก๊อกดังกล่าวมีรูปทรงกรวย เส้นผ่านศูนย์กลางของเครื่องมือนิ้ววัดเป็นนิ้ว และระยะพิทช์วัดเป็นจำนวนเกลียวต่อนิ้ว (25.4 มม.) ความลาดเอียงของพื้นผิวเฉลี่ยของต๊าปประเภทนี้คือ 1°47’24”
ท่อซึ่งรวมถึงต๊าปทรงกระบอกและทรงกรวยที่ใช้สำหรับตัดเกลียวในข้อต่อท่อ
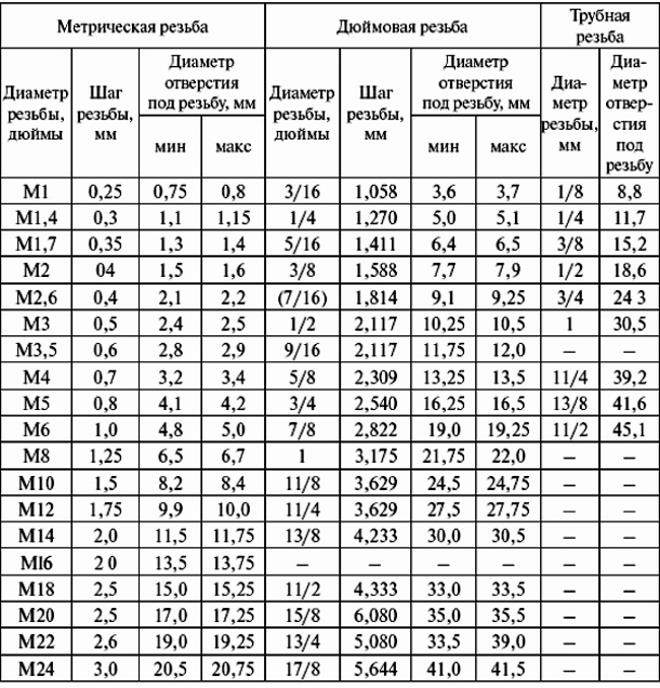
ตารางที่ 1. พารามิเตอร์การต๊าปและขนาดรูต๊าป
ดอกต๊าปใช้ทำรูได้ทั้งเกลียวขวาและเกลียวซ้าย ดอกต๊าปสำหรับเกลียวซ้ายเมื่อเปรียบเทียบในความเป็นจริงหรือในภาพถ่ายด้วยเครื่องมือประเภทที่ถูกต้องแตกต่างจากแบบหลังในทิศทางของเกลียวของส่วนที่ตัดเท่านั้น