Vrste prirobnic
Prirobnica je način povezovanja cevi, ventilov, črpalk in druge opreme v cevovodni sistem. Ta način povezave omogoča enostaven dostop za čiščenje, pregled ali spreminjanje. Prirobnice so običajno navojne ali varjene. Prirobnična povezava je sestavljena iz dveh prirobnic, pritrjenih z vijaki, in tesnila med njima, ki zagotavlja tesnost.
Prirobnice cevi so izdelane iz različnih materialov. Prirobnice so površinsko obdelane, litega železa in nodularnega železa, vendar je najpogosteje uporabljen material kovano ogljikovo jeklo.
Najpogosteje uporabljene prirobnice v naftni in kemični industriji:
- z varilnim vratom
- skozi prirobnico
- varjen z vdolbino za varjenje
- varjeno prekrivanje (prosto vrtljivo)
- navojna prirobnica
- prirobnični čep

Vse vrste prirobnic, razen prostih, imajo ojačano površino.
Posebne prirobnice
Z izjemo zgoraj omenjenih prirobnic obstajajo številne posebne prirobnice, kot so:
- membranska prirobnica
- dolge varjene prirobnice
- raztezna prirobnica
- adapterska prirobnica
- obročni čep (del prirobničnega priključka)
- kolutni čepi in vmesni obroči (del prirobničnega priključka)
Najpogostejši materiali, ki se uporabljajo za prirobnice, so ogljikovo jeklo, nerjaveče jeklo, lito železo, aluminij, medenina, bron, plastika itd. Poleg tega imajo prirobnice, tako kot fitingi in cevi za posebne namene, včasih notranjo prevleko v obliki plasti materiala popolnoma drugačne kakovosti kot same prirobnice. To so obložene prirobnice. Pri izbiri cevi se najpogosteje določi material prirobnic. Praviloma je prirobnica izdelana iz istega materiala kot same cevi.
Primer 6" prirobnice za varjenje z ovratnikom - 150#-S40
Vsaka prirobnica ASME B16.5 ima številne standardne velikosti. Če projektant na Japonskem ali oseba, ki pripravlja projekt za zagon v Kanadi, ali monter cevovodov v Avstraliji, govori o varilni prirobnici 6"-150#-S40 v skladu z ASME B16.5, potem misli na prirobnico, ki je prikazana spodaj. 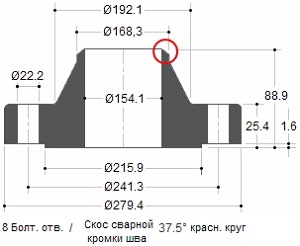
V primeru naročila prirobnice bi dobavitelj želel vedeti kakovost materiala. Na primer, ASTM A105 je vtisnjena prirobnica iz ogljikovega jekla, medtem ko je A182 vtisnjena prirobnica iz legiranega jekla. Tako morata biti z uredbo za dobavitelja določena oba standarda: zvarna prirobnica 6"-150#-S40-ASME B16.5/ASTM A105.
TLAČNI RAZRED
Tlačni razred ali ocena za prirobnice bo v funtih. Za označevanje razreda tlaka se uporabljajo različna imena. Na primer: 150 Lb ali 150 Lbs ali 150 # ali Razred 150 pomeni isto stvar.
Prirobnice iz kovanega jekla imajo 7 glavnih klasifikacij:
150 lbs - 300 lbs - 400 lbs - 600 lbs - 900 lbs - 1500 lbs - 2500 lbs
Koncept klasifikacije prirobnic je jasen in očiten. Prirobnica razreda 300 lahko prenese višje tlake kot prirobnica razreda 150, ker ima prirobnica razreda 300 več kovine in lahko prenese višje tlake. Vendar pa obstaja več dejavnikov, ki lahko vplivajo na mejo tlaka prirobnice.
PRIMER
Prirobnice lahko prenesejo različne pritiske pri različnih temperaturah. Ko se temperatura dvigne, se tlačni razred prirobnice zmanjša. Na primer, prirobnica razreda 150 je ocenjena na približno 270 PSIG pri sobni temperaturi, 180 PSIG pri 200 °C, 150 PSIG pri 315 °C in 75 PSIG pri 426 °C.
Dodatni dejavniki so, da so prirobnice lahko izdelane iz različnih materialov, kot so legirano jeklo, lito in nodularno železo itd. Vsak material ima različne razrede tlaka.
PARAMETER "TLAK-TEMPERATURA"
Tlačno-temperaturni razred določa delovni, največji dovoljeni nadtlak v barih pri temperaturi v stopinjah Celzija. Za vmesne temperature je dovoljena linearna interpolacija. Interpolacija med zapisnimi razredi ni dovoljena.
Temperaturno-tlačne klasifikacije
Temperaturno-tlačni razred se uporablja za prirobnične povezave, ki so v skladu z omejitvami za vijačne povezave in tesnila, ki so izdelana v skladu z dobro prakso za montažo in poravnavo. Uporabnik je odgovoren za uporabo teh razredov za prirobnične povezave, ki ne izpolnjujejo teh omejitev.
Temperatura, prikazana za ustrezen tlačni razred, je temperatura notranje lupine dela. V bistvu je ta temperatura enaka temperaturi vsebovane tekočine. V skladu z zahtevami veljavnih kodeksov in predpisov je pri uporabi tlačnega razreda, ki ustreza temperaturi, ki se razlikuje od pretočne tekočine, vso odgovornost nosilec kupec. Za temperaturo pod -29°C vrednost ne sme biti višja kot pri -29°C.
Kot primer, spodaj boste našli dve tabeli s skupinami materialov v skladu z ASTM in dve drugi tabeli s temperaturno-tlačnim razredom za te materiale v skladu z ASME B16.5.
| Materiali ASTM skupina 2-1.1 |
|||
| Nazivna oznaka |
Žigosanje |
Casting |
plošče |
| C-Si | A105 (1) | A216 Gr.WCB (1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
OPOMBE:
|
|||
| Temperaturno-tlačni razred za materiale skupine ASTM 2-1.1 Delovni tlak po razredih |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| Temperaturno-tlačni razred za materiale skupine ASTM 2-2.3 Delovni tlak po razredih |
|||||||
| Temperatura °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| od 29 do 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
POVRŠINA PRIROBNICE
Oblika in zasnova površine prirobnice bosta določila, kje bo nameščen tesnilni obroč ali tesnilo.
Najpogosteje uporabljene vrste:
- dvignjena površina (RF)
- ravna površina (FF)
- utor za tesnilni obroč (RTJ)
- z moškim in ženskim navojem (M&F)
- pero in utor (T&G)
Dvignjena površina, najbolj uporabna vrsta prirobnice, enostavna za prepoznavanje. Ta vrsta se imenuje tako, ker površina tesnila štrli nad površino vijačnega spoja. 
Premer in višina sta opredeljena v skladu z ASME B16.5 z uporabo tlačnega razreda in premera. V tlačnem razredu do 300 Lbs je višina približno 1,6 mm, v tlačnem razredu od 400 do 2500 Lbs pa je višina približno 6,4 mm. Tlačni razred prirobnice določa višino dvignjene površine. Namen (RF) prirobnice je koncentrirati večji pritisk na manjšem območju tesnila in s tem povečati mejo tlaka spoja.
Za višinske parametre vseh prirobnic, opisanih v tem članku, se uporabljajo dimenzije H in B, razen prirobnice preklopnega spoja, to je treba razumeti in zapomniti na naslednji način:
V tlačnih razredih 150 in 300 Lbs je višina štrline približno 1,6 mm (1/16 inča). Skoraj vsi dobavitelji prirobnic v teh dveh razredih navajajo dimenzije H in B v svojih brošurah ali katalogih, vključno s čelno stranjo (glej sliko 1 spodaj) 
V tlačnih razredih 400, 600, 900, 1500 in 2500 Lbs je višina štrline 1/4 in. (6,4 mm). V teh razredih mnogi dobavitelji navajajo dimenzije H in B, brez višine izbokline (glej sliko 2 zgoraj)
V tem članku boste našli dve velikosti. Zgornja vrstica mer ne vključuje višine izbokline, mere v spodnji vrstici pa vključujejo višino izbokline.
RAVNA POVRŠINA (FF - ravna površina)
Za prirobnico s ravno površino (cela površina) je tesnilo v isti ravnini kot vijačna povezava. Najpogosteje se prirobnice s plosko stranjo uporabljajo tam, kjer je vlita spojna prirobnica ali okovje. 
Ravna prirobnica se nikoli ne poveže z dvignjeno prirobnico. V skladu z ASME B31.1 je treba pri povezovanju ravnih prirobnic iz litega železa na prirobnice iz ogljikovega jekla odstraniti izboklino na jekleni prirobnici in celotno površino zatesniti s tesnilom. To se naredi, da tanka, krhka prirobnica iz litega železa ne poči zaradi štrline jeklene prirobnice.
PRIROBNICA S KORENOM ZA O-RING TESNILO (RTJ - Zglob obročastega tipa)
Prirobnice RTJ imajo na površini vrezane utore, v katere so vstavljeni jekleni tesnilni obroči. Prirobnice so zatesnjene zaradi dejstva, da se pri zategovanju vijakov tesnilo med prirobnicami pritisne v utore, deformira, kar ustvarja tesen stik kovine s kovino. 
Prirobnica RTJ ima lahko ustnico z obročastim utorom. Ta izboklina ne služi kot tesnilo kakršne koli vrste. Pri prirobnicah RTJ, ki so zatesnjene z O-obročki, se lahko dvignjene površine spojenih in zategnjenih prirobnic med seboj dotaknejo. V tem primeru stisnjeno tesnilo ne bo več nosilo dodatnih obremenitev, zategovanje vijakov, tresljaji in premiki ne bodo več zmečkali tesnila in zmanjšali zatezno silo.
Kovinski tesnilni obroči so primerni za uporabo pri visokih temperaturah in tlakih. Izdelane so s pravo izbiro materiala in profila ter se vedno uporabljajo v ustreznih prirobnicah, kar zagotavlja dobro in zanesljivo tesnjenje.
O-obroči so zasnovani tako, da tesnjenje poteka s pomočjo "vodilne kontaktne črte" ali zagozdenja med spojno prirobnico in tesnilom. S pritiskom na tesnilo skozi sornik mehkejša kovina tesnila prodre v fino strukturo bolj togega materiala prirobnice in ustvari zelo tesno in učinkovito tesnilo. 
Najpogosteje uporabljeni prstani:
Tip R-oval po ASME B16.20
Primerno za prirobnice ASME B16.5, tlačni razred 150 do 2500.
Tip R-Octagonal po ASME 16.20
Izboljšana oblika v primerjavi z originalnim R-Ovalom. Vendar se lahko uporabljajo samo za ravne prirobnice z utorom. Primerno za prirobnice ASME B16.5 tlačni razred 15 do 2500.
PRIROBNICE S TESNILOM IN POVRŠINSKI TIPA LUG-POSODA (LMF - Large Male Face; LFF - Large Female Face)
Prirobnice te vrste se morajo ujemati. Ena prirobnica ima območje, ki sega čez meje običajne površine prirobnice ( oče). Druga prirobnica ali nasprotna prirobnica ima ustrezno vdolbino ( mati) narejen na njegovi površini.
Pol-ohlapno polaganje
- Globina vreza (zareza) je običajno enaka ali manjša od višine izbokline, da se prepreči stik kovine s kovino, ko je tesnilo stisnjeno
- Globina zareze običajno ni več kot 1/16" večja od višine ustnice
PRIROBNICA S TESNILNO POVRŠINO
(Izboklina - Tounge Face - TF; Depression - Groove Face - GF)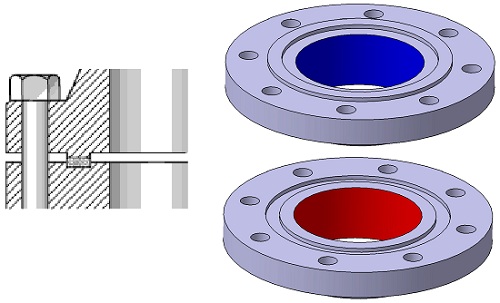
Tudi prirobnice te vrste se morajo ujemati. Ena prirobnica ima na površini te prirobnice obroč z izboklino (trnom), medtem ko je na površini nasprotnika obdelan utor. Takšne površine se običajno nahajajo na pokrovih črpalk in ventilov.
Fiksno tesnilo
- Dimenzije tesnila so enake ali manjše od višine utora
- Tesnilo, širše od utora, ne več kot 1/16"
- Dimenzije tesnila se bodo ujemale z dimenzijami utora
- Pri razstavljanju je treba povezavo ločeno odkleniti
RAVNA POVRŠINA IN ŽLEB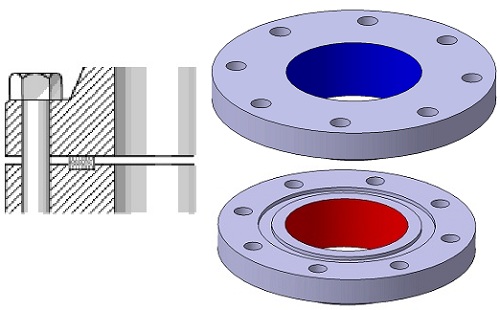
Fiksno tesnilo
- Ena površina je ravna, druga je narezana
- Za aplikacije, kjer je potreben natančen nadzor stiskanja tesnila
- Priporočljiva so samo prožna tesnila - spiralna, votla obročka, tlačno aktivirana in kovinska tesnila
POVRŠINSKA OBDELAVA PRIROBNICE
ASME B16.5 zahteva, da ima površina prirobnice (dvignjena in ravna površina) določeno hrapavost, tako da ta površina, ko je poravnana s tesnilom, zagotavlja dobro tesnjenje. 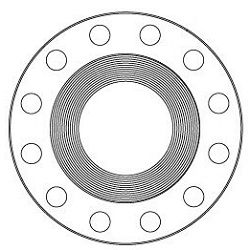
Končno žlebljenje, koncentrično ali spiralno, zahteva 30 do 55 utorov na palec, kar ima za posledico hrapavost med 125 in 500 mikro palci. To bo proizvajalcem prirobnic omogočilo obdelavo katerega koli razreda kovinskih tesnil prirobnic.
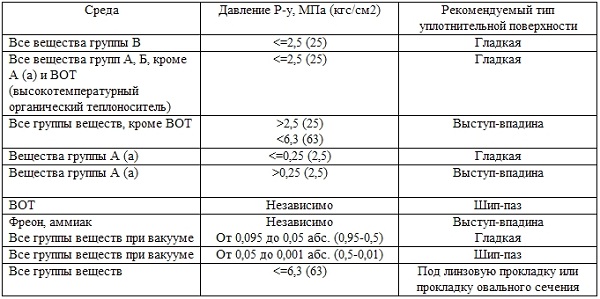
Za cevovode, ki prenašajo snovi skupin A in B tehnoloških objektov eksplozivne kategorije I, ni dovoljena uporaba prirobničnih povezav z gladko tesnilno površino, razen v primerih uporabe spiralno navitih tesnil.
NAJBOLJ UPORABLJENE POVRŠINE
Groba obdelava
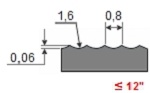
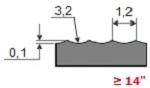
| Najpogosteje se uporablja pri obdelavi katere koli prirobnice, ker je primerna za skoraj vse običajne pogoje delovanja. Ko se stisne, bo mehka površina tesnila zajela obdelano površino, kar bo pripomoglo k ustvarjanju tesnila, med povezanimi deli pa bo prišlo do visoke stopnje trenja. Končna obdelava teh prirobnic se izvede z rezalnikom s polmerom 1,6 mm s pomikom 0,88 mm na vrtljaj za 12". Za 14" in več, se obdelava z rezalnikom s polmerom 3,2 mm s pomikom 1,2 mm obratno. |
 |
 |
Spiralna zareza
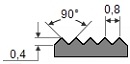 To je lahko neprekinjen ali fonografski spiralni utor, vendar se od grobega obdelave razlikuje po tem, da se utor pridobi z 90-stopinjskim rezalnikom, ki ustvari V-profil s kotom 45°.
To je lahko neprekinjen ali fonografski spiralni utor, vendar se od grobega obdelave razlikuje po tem, da se utor pridobi z 90-stopinjskim rezalnikom, ki ustvari V-profil s kotom 45°. Koncentrična zareza.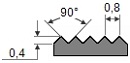 Kot že ime pove, je obdelava sestavljena iz koncentričnih utorov. Uporablja se 90° rezalnik in obroči se enakomerno porazdelijo po celotni površini.
Kot že ime pove, je obdelava sestavljena iz koncentričnih utorov. Uporablja se 90° rezalnik in obroči se enakomerno porazdelijo po celotni površini.
Gladka površina.![]() Takšna obdelava vizualno ne pušča sledi orodja. Takšne površine se običajno uporabljajo za kovinska tesnila, kot so dvojni plašč, ravno jeklo ali valovita kovina. Gladka površina pomaga ustvariti tesnjenje in je odvisna od ravnosti nasprotne površine. Običajno se to doseže s kontaktno površino tesnila, ki jo tvori neprekinjen (včasih imenovan fonografski) spiralni utor, izdelan z rezalnikom polmera 0,8 mm, s hitrostjo pomika 0,3 mm na vrtljaj, 0,05 mm globoko. To bo povzročilo hrapavost med Ra 3,2 in 6,3 mikrometrov (125-250 mikro palcev)
Takšna obdelava vizualno ne pušča sledi orodja. Takšne površine se običajno uporabljajo za kovinska tesnila, kot so dvojni plašč, ravno jeklo ali valovita kovina. Gladka površina pomaga ustvariti tesnjenje in je odvisna od ravnosti nasprotne površine. Običajno se to doseže s kontaktno površino tesnila, ki jo tvori neprekinjen (včasih imenovan fonografski) spiralni utor, izdelan z rezalnikom polmera 0,8 mm, s hitrostjo pomika 0,3 mm na vrtljaj, 0,05 mm globoko. To bo povzročilo hrapavost med Ra 3,2 in 6,3 mikrometrov (125-250 mikro palcev)
TESNILA
Za tesno prirobnično povezavo so potrebna tesnila. 
Tesnilo so stisnjene plošče ali obroči, ki se uporabljajo za ustvarjanje vodoodporne povezave med dvema površinama. Tesnila so izdelana tako, da prenesejo ekstremne temperature in pritiske in so na voljo v kovinskih, polkovinskih in nekovinskih materialih.
Na primer, načelo tesnjenja je lahko stiskanje tesnila med dvema prirobnicama. Tesnilo zapolni mikroskopske prostore in površinske nepravilnosti prirobnic ter nato tvori tesnilo, ki preprečuje uhajanje tekočin in plinov. Za preprečitev puščanja v prirobničnem priključku je potrebna pravilna in skrbna namestitev tesnila.
V tem članku bodo opisana tesnila, ki so v skladu s standardoma ASME B16.20 (kovinska in polkovinska tesnila prirobnice cevi) in ASME B16.21 (nekovinska tesnila prirobnice ravnih cevi)
VIJAKI
Za povezavo dveh prirobnic med seboj so potrebni vijaki. Število bo določeno s številom lukenj v prirobnici, premer in dolžina vijakov pa bosta odvisna od vrste prirobnice in njenega tlačnega razreda. Najpogosteje uporabljeni vijaki v naftni in kemični industriji za prirobnice ASME B16.5 so čepi. Čep je sestavljen iz navojne palice in dveh matic. Druga vrsta vijaka, ki je na voljo, je navaden šestrobni vijak z eno matico.
Mere, dimenzijske tolerance itd. so opredeljeni v ASME B16.5 in ASME B18.2.2, materialih v različnih standardih ASTM.
NAVOR
Za tesno prirobniško povezavo mora biti tesnilo pravilno nameščeno, vijaki morajo imeti pravilen zatezni moment, skupna zatezna napetost pa mora biti enakomerno razporejena po celotni prirobnici. 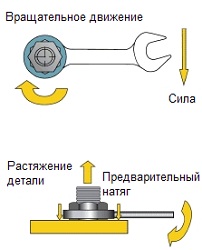
Potrebno raztezanje se izvede zaradi navora zategovanja (nastavitev prednapetosti na pritrdilni element z vrtenjem njegove matice).
Pravilen zatezni moment vijaka omogoča najboljšo uporabo njegovih elastičnih lastnosti. Da bi dobro opravljal svoje delo, se mora vijak obnašati kot vzmet. Med delovanjem postopek zategovanja povzroči aksialno prednapetost na vijak. Seveda je ta natezna sila enaka nasprotnim tlačnim silam, ki delujejo na sestavne dele. Lahko se imenuje zatezna sila ali natezna sila.
MOMENTNI KLJUČ
Momentni ključ je splošno ime za ročno orodje, ki se uporablja za nanašanje natančnega navora na spoj, naj bo to vijak ali matica. To omogoča operaterju, da izmeri rotacijsko silo (navor), ki deluje na vijak, ki mora ustrezati specifikaciji. 
Izbira prave tehnike zategovanja vijakov prirobnice zahteva izkušnje. Pravilna uporaba katere koli od tehnik zahteva tudi kvalifikacije orodja, ki se uporablja, in strokovnjaka, ki bo opravil delo. Spodaj so najpogosteje uporabljeni načini zategovanja vijakov:
- zategovanje z roko
- pnevmatski ključ
- hidravlični momentni ključ
- ročni momentni ključ z nihalko ali prestavo
- hidravlični napenjalec vijakov
Izguba navora je značilna za vsako vijačno povezavo. Kombinirani učinek popuščanja vijaka (približno 10 % v prvih 24 urah po namestitvi), lezenja tesnila, vibracij v sistemu, toplotnega raztezanja in elastične interakcije med privijanjem vijakov prispevajo k izgubi navora. Ko izguba navora doseže kritično raven, notranji tlak preseže silo stiskanja, ki drži tesnilo na mestu, v tem primeru lahko pride do puščanja ali izpuha.
Ključ do zmanjšanja teh učinkov je pravilna namestitev tesnil. Pri nameščanju tesnila je potrebno prirobnice združiti in gladko in vzporedno, z najmanjšim navorom zategovanja, zategniti 4 vijake v pravilnem zaporedju privijanja. To bo zmanjšalo obratovalne stroške in izboljšalo varnost.
Pomembna je tudi pravilna debelina tesnila. Debelejše kot je tesnilo, večje je njegovo lezenje, kar lahko povzroči izgubo zateznega momenta. Standard ASME za nazobčane prirobnice na splošno priporoča 1,6 mm tesnilo. Tanjši materiali lahko delujejo pri višjih obremenitvah tesnil in zato višjih notranjih tlakih.
MAZANJE ZMANJŠAJ TRENJE
Mazanje zmanjša trenje med zategovanjem, zmanjša izpadanje vijakov med namestitvijo in podaljša življenjsko dobo. Sprememba koeficienta trenja vpliva na količino prednapetosti, doseženo pri danem zateznem momentu. Večji koeficient trenja povzroči manjšo pretvorbo navora v prednapetost. Za natančno nastavitev zahtevane vrednosti navora mora biti znana vrednost koeficienta trenja, ki jo zagotavlja proizvajalec maziva.
Masti ali zmesi proti oprijemu je treba nanesti tako na površino matice ležaja kot na zunanji navoj.
ZAPISJE ZATEGA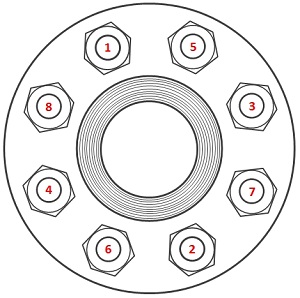 Najprej potegnite, rahlo zategnite prvi vijak, nato naslednjega nasproti njega, nato za četrtino kroga (ali 90 stopinj), da zategnete tretji vijak in nasproti njemu četrti. Nadaljujte s tem zaporedjem, dokler niso priviti vsi vijaki. Pri zategovanju prirobnic s štirimi vijaki uporabite križni vzorec.
Najprej potegnite, rahlo zategnite prvi vijak, nato naslednjega nasproti njega, nato za četrtino kroga (ali 90 stopinj), da zategnete tretji vijak in nasproti njemu četrti. Nadaljujte s tem zaporedjem, dokler niso priviti vsi vijaki. Pri zategovanju prirobnic s štirimi vijaki uporabite križni vzorec.
PRIPRAVA FIKSIRANJA PRIROBNICE
Za dosego tesnosti prirobničnih povezav je potrebno, da so vse komponente natančne.
Preden začnete postopek povezave, morate izvesti naslednje korake, da se izognete težavam v prihodnosti:
- Očistite površine prirobnic in preverite, ali so praske, površine morajo biti čiste in brez kakršnih koli napak (izbokline, luknje, udrtine itd.)
- Preglejte vse vijake in matice glede poškodb ali korozije navojev. Po potrebi zamenjajte ali popravite vijake ali matice
- Odstranite neravnine z vseh niti
- Podmažite navoje vijakov ali čepov in površine matic, ki mejijo na prirobnico ali podložko. V večini aplikacij so priporočljive kaljene podložke.
- Namestite novo tesnilo in se prepričajte, da je na sredini. NE UPORABLJAJTE STAREGA TESNILA ali uporabljajte več tesnil.
- Preverite poravnavo prirobnice po standardu za procesne cevi ASME B31.3
- Nastavite položaj matic, da zagotovite, da so 2-3 navoja nad vrhom navoja.