Naredite sami pnd varjenje cevi
Polietilenske cevi (HDPE) s premerom od 20 do 1200 mm se pogosto uporabljajo zaradi svojih prednosti in enostavne namestitve. Uporabljajo se za polaganje plinskih in vodovodnih cevi, notranje, zunanje, meteorne kanalizacije. Glede na cilje so polietilenske cevi lahko tlačne ali breztlačne. Slednji se uporabljajo samo za kanalizacijske sisteme.
Polietilenske cevi lahko povežemo na tri načine, od katerih je eden ločljiv (priključek s prirobnicami in fitingi), drugi dve pa enodelno varjeni (čelno varjenje s posebno opremo ali z uporabo električnih spojk). Varjeni spoj je najbolj trpežen, šivi so zatesnjeni in odporni na kemično agresivna okolja.
Pripravljalni postopek pred varjenjem HDPE cevi
Ne glede na vrsto varjenja cevi HDPE je treba pred delom izvesti številne pripravljalne ukrepe. in sicer:
- kupiti in pripeljati na delovišče same cevi in pritrdilne elemente (ravne armature, kotne armature, T in druge povezovalne elemente), spone in reducirne vložke, ki ustrezajo premeru cevi, ki jih je treba variti;
- opremiti in odstraniti iz tujih predmetov delovno ploščad, na kateri bo nameščena varilna oprema;
- mehansko obdelajte konce HDPE cevi in vse priključke.
Varilno opremo pred delom je treba skrbno preveriti glede uporabnosti in delovanja. Postopek priprave opreme je naslednji:
- vozlišča varilnega stroja se vizualno pregledajo, ozemljitvene elektrode in električne žice se preverijo za uporabnost, noži trimerja se preverijo glede stopnje ostrenja;
- nato pripravite električni generator, ga napolnite z gorivom in opravite preskusno vožnjo;
- dele opreme (strgalo, trimer, grelec) pred delom očistimo obstoječih onesnaževal in sledi lepljenega polietilena, nato pa vse površine razmastimo s topilom;
- na hidravličnem sistemu varilne opreme je nujno preveriti prisotnost olja in njegovo raven, opraviti preizkus delovanja premične sponke, po katerem se vsi drgljivi deli opreme mazajo s posebnimi spojinami;
- preverite vse razpoložljive kontrolne in merilne naprave.

Če primerjamo elektrofuzijsko in čelno varjenje, je prvo manj ekonomsko donosno, vendar ga je zelo priročno izdelati v primerih, ko se delo opravlja v utesnjenih okoliščinah z minimalno količino delovnega prostora. Elektrofuzijsko varjenje se pogosto uporablja za popravilo HDPE cevi (zlasti za cevi premera do 160 mm) in za vgradnjo odcepa v obstoječi cevovod. Varjeni šivi po visokokakovostnem delu lahko prenesejo pritisk do 16 atmosfer.
Načelo metode elektrofuzijskega varjenja

Elektrospojka je oblikovan kos iz polietilena z električnimi spiralami, vstavljenimi v telo sklopke. Spojke so izdelane za cevi različnih premerov in so kalibrirane s črtno kodo, ki označuje temperaturne pogoje, trajanje ogrevanja in druge informacije za delo. Če se izvaja ravnega varjenja HDPE cevi, se spojka uporablja v preprosti obliki, za vgradnjo drugih konstrukcij pa so elektrofuzijske čepe, sedla in drugi deli iz polietilena s podobnimi elektrospiralami.

Načelo je naslednje: po dovajanju električnega toka na spiralo sklopke se temperatura bližnje plasti polietilena dvigne in stopi. Po tem se konci polietilenske cevi pod sklopko segrejejo. V tem primeru se cev razširi, nastane pritisk, potreben za kakovostno varjenje. Po izklopu napajanja se cev ohladi in zvarjen spoj z varjenim tulcem, ki se strdi, tvori tog hermetični spoj.

Tehnologija varjenja HDPE cevi z električno spojko
Pred postopkom varjenja se izvede priprava: iz cevi se odstrani umazanija, njihovi robovi se očistijo, notranja površina električne sklopke pa se razmasti.
Po tem se robovi cevi vstavijo v sklopko in celotna konstrukcija se pritrdi v pozicioner.
Če želite izvedeti parametre varjenja, preberite črtno kodo na okovju ali ročno vnesite določene vrednosti na električni varilni stroj.
Kontakti električne sklopke in varilnega aparata so med seboj povezani in se uporablja napetost.
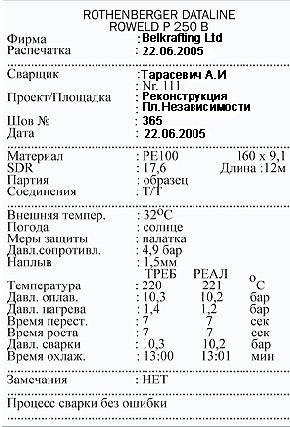
Po koncu postopka povezovanja sklopke in koncev cevi se napajanje izklopi, konstrukcija pa se ohladi, pri čemer strogo upoštevamo njeno nepremičnost. Ko se cev ohladi, jo odstranimo iz pozicionerja in natisnemo varilni protokol.
Če ima cev, ki jo je treba variti, velik premer, lahko tehnologiji dodamo točko za dodatno ogrevanje delov.
Video - Elektrofuzijsko varjenje HDPE cevi
DIY čelno varjenje HDPE cevi
Čelno varjenje je tehnološko bolj zapleten postopek kot povezovanje HDPE cevi z električno spojko. Delo je mogoče sprejeti le z kvalifikacijo varilca in ustreznimi delovnimi izkušnjami.

Med čelnim varjenjem se oblikuje monolitni šiv, ki po tehničnih parametrih ni slabši od drugih površin polietilenskih cevi, ne da bi pri tem kršil prožnost konstrukcije. Na ta način se cevi med seboj povežejo, vgradijo se fitingi in drugi deli.
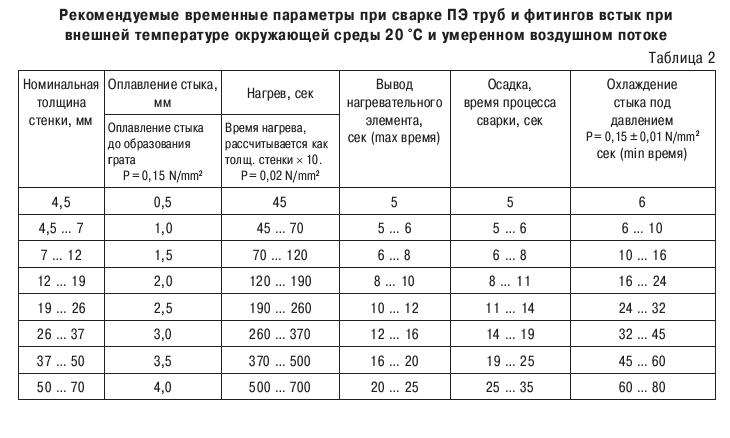
Čelno varjenje se uporablja samo za spajanje delov istega razreda polietilena, premera, SDR z debelino stene več kot 4,5 mm in premerom več kot 50 mm. Temperaturni režim delovanja mora ustrezati območju od -15°C do +45°C.
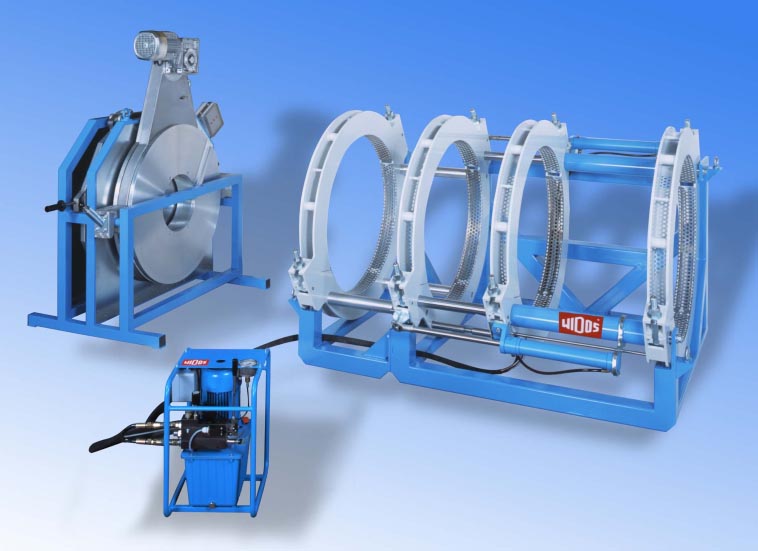
Tehnologija sočelnega varjenja polietilenskih cevi
V pripravljalni fazi se preveri ovalnost polietilenskih cevi, primerja se njihova debelina stene in preveri skladnost delov, ki jih je treba variti, s SDR. Po tem se s koncev udarijo sekanci, izbokline (lahko uporabite električni trimer, ki cevi reže pod kotom 90 °), očistijo jih onesnaževal (prah, pesek, vlaga itd.).
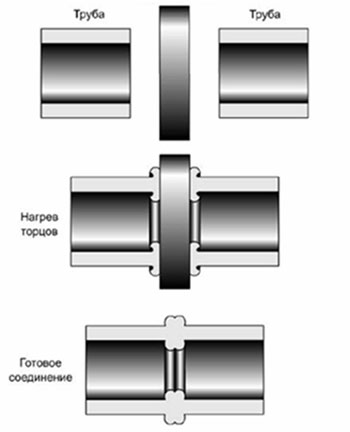
Po tem se primarni blisk oblikuje s taljenjem koncev cevi na varilnem stroju.
Grelec deluje na koncih HDPE cevi. V tem primeru se toplota razširi globoko v polietilen, začne se proces njegovega taljenja.
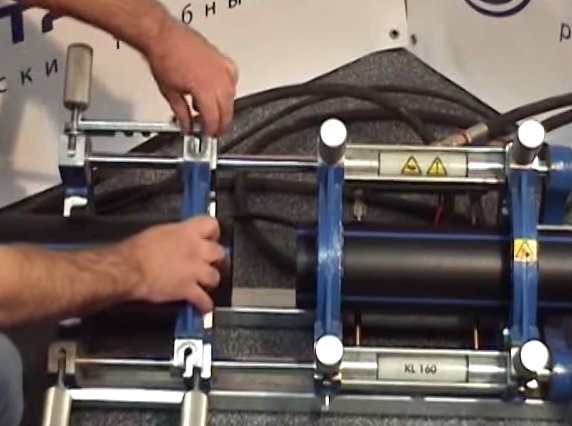
Po tem, ko je ogrevalni del varilnega stroja določen čas na koncih cevi, ki je izbran glede na velikost in debelino izdelkov, ga previdno odstranimo, ogrevane cevi pa združimo. Pomembno je, da je čas, porabljen za odstranjevanje varilnega stroja in spajanje ogrevanih koncev cevi, minimalen.
Na vročem polietilenu se po spajanju oblikuje končni utrip. Ustrezen tlak zagotavlja stroj s hidrodinamičnim premikalnikom.
Ko se polietilen ohladi, dobite enoten zatesnjen šiv - ramo. V primeru napak v tehnološkem postopku / namestitvi se šiv izkaže za nehomogenega ali ukrivljenega. Pomembno je, da se stene cevi ne premikajo druga glede na drugo za več kot 10 % debeline sten.
Video - Čelno varjenje polietilenskih cevi