Priključno varjenje cevi HDPE: vrste in značilnosti povezave
Polimerni materiali postopoma zapolnjujejo vse niše na trgu blaga in storitev ter prodirajo ne le v gospodinjstvo in industrijsko sfero, saj različnim izdelkom dajejo edinstvene tehnične in operativne lastnosti. Članek se bo osredotočil na cevi iz polietilena nizke gostote (HDPE), pa tudi na tehnologije, s katerimi so takšni izdelki varjeni.
Obstoječe metode vgradnje cevi HDPE
HDPE cevi so danes zelo priljubljene, saj jih je zelo enostavno namestiti (s pomočjo enega delavca). Vendar pa morate razumeti, kako te cevi povezati med seboj, da dobite zanesljiv cevovod.
Obstajata dve vrsti povezav:
- Snemljiv. Omogoča demontažo strukture med delovanjem. Takšno povezavo lahko ustvarite z jeklenimi prirobnicami.
- Enodelni. Zasnova segmentov HDPE cevi je monolitna. Izvaja se z varjenjem cevi s čelno metodo ali s spojkami.
Pri nameščanju cevovoda z velikim premerom je treba uporabiti termo-uporne armature. V tem primeru bo monolitna povezava močna in med pravilno uporabo ni nobene nevarnosti, da bi se deformirala.
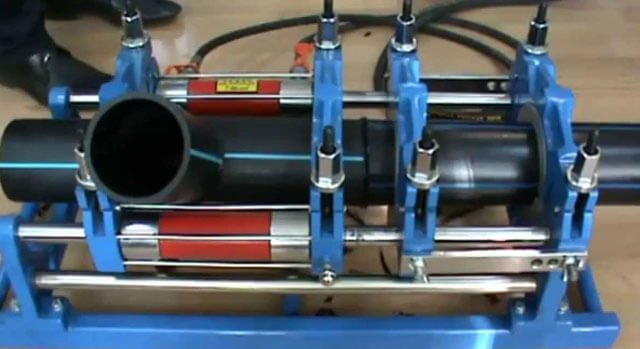
Značilnosti sočelnega varjenja cevi HDPE
Najprej boste za izvedbo dela potrebovali stroj za čelno varjenje HDPE cevi. Lep bonus je, da vam zanj ni treba kupiti dodatnih prilog. Tehnologija je primerna le za povezovanje HDPE cevi enakega premera.
Najbolj kakovostno varjenje HDPE cevi je doseženo le, če so segmenti pritrjeni v en šiv. V tem primeru bo oprijemna trdnost optimalna in na cevovodu ne bo velikega števila koničnih obremenitev.
Varjenje je do danes najbolj vsestranska in učinkovita metoda vgradnje cevovodov in tudi dejstvo, da je polietilen uporabljen kot material, iz katerega so izdelane cevi, ne zmanjša priljubljenosti varjenja. Pri varjenem cevovodu se ohrani prožnost materiala po celotni dolžini. Ni pomembno, kako natančno bo sistem položen, saj varilni stroj za cevi HDPE omogoča opravljanje dela v vseh pogojih.

Postopek varjenja je naslednji:
- Konci cevi so nameščeni v centralizatorju (element, opremljen z varilnim strojem za varjenje HDPE cevi), nato pa med seboj poravnani in trdno pritrjeni (preberite tudi: " "). V tem primeru je treba konce cevi temeljito očistiti različne umazanije, prahu itd.
- Nato morate uporabiti napravo za obrezovanje za obdelavo segmentov cevovoda, ki jih želite variti. V tej fazi morate doseči celo 0,5 mm ostružke, nato pa preveriti spajanje končnih delov cevi. Vsako vrzel med HDPE cevmi je treba odstraniti s ponavljanjem postopka obrezovanja.
- Nato se za ogrevanje koncev uporablja oprema za varjenje cevi HDPE. Bodite prepričani, da uporabite grelni element s premazom proti prijemanju. Ko se konci začnejo topiti, jih je potrebno ločiti in nemudoma odstraniti grelec.
- Ogrevani segmenti so spojeni in sila njihovega stiskanja enakomerno narašča, dokler cevi nista tesno pritrjeni drug na drugega. Priporočljivo je počakati dlje, dokler se sklep ne ohladi. Samo v tem primeru bo šiv čim bolj zanesljiv.
Kakovost varjenja je določena tako z videzom izdelanega šiva kot z linearnimi dimenzijami cevovoda na stičišču (ne sme biti nobenih nepravilnosti).
Varjenje HDPE cevi skozi spojko
Če varjenje cevi HDPE izvajate z lastnimi rokami, potem morate imeti varilno enoto tipa "spajkalnik" in komplet priključkov za to. Premeri šob so izbrani v skladu z dimenzijami uporabljenih fitingov. Poleg varilne opreme je potrebno kupiti fitinge: spojke, kote, tee itd.
Pravzaprav sta par za varjenje konci fitinga in cevi. Metoda je neprijetna, saj če je povezava nepravilna, bo cevovod poševno, zato mora število fitingov preseči število predvidenih spojev.

Prednost tulčnega varjenja je, da ga lahko izvajamo v zelo neugodnih pogojih, ko je osni premik cevi omejen. Cev HDPE se segreje ob stiku s kovinsko šobo na spajkalniku.
Strukturno je šoba sestavljena iz dveh elementov, zvitih v enega. Priključek se segreva s prvim delom, ki se imenuje "trn", drugi del pa se imenuje "rokav" in vanj se vstavi cev HDPE.
Pripravljalna faza za varjenje skozi priključek
Po izvedbi določenih dejanj s cevjo in priključkom morate začeti spajati dve cevi:
- Cev se razreže s posebnimi škarjami ob upoštevanju zahtevane velikosti. Najbolje je uporabiti škarje z nastavljivim kotom rezanja, saj mora biti odsek nameščen pravokotno na zunanjo steno cevi.
- Območja, ki bodo vključena v varjenje, morajo biti očiščena morebitne umazanije, prahu in robov. Notranjost cevi na strani, kjer ne varimo, je najbolje zapreti s čepom.
- Če varilni stroj ponovno uporabite, ga ne smete pozabiti očistiti iz ostankov prejšnjega postopka.
Po zaključku zgoraj opisanih korakov lahko začnete segrevati spajkalnik. Poseben indikator, ki je na voljo v katerem koli varilnem stroju za HDPE cevi, bo pokazal, da je želena vrednost temperature dosežena. Delo se izvaja točno na čas, ki ustreza določenemu zunanjemu premeru cevi.
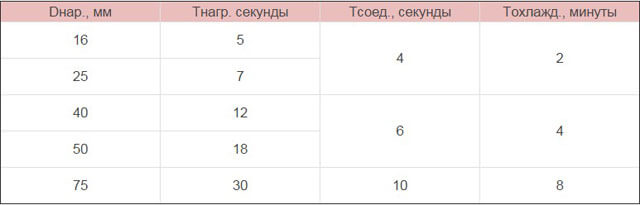
Sledi seznam časovnih okvirov za vsako stopnjo segrevanja in spajanja za standardne premere HDPE cevi (zunanji premer (milimetri); čas segrevanja elementov (sekunde); čas spajanja segretih elementov (sekunde); čas ohlajanja spoja (minute) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Morda je najpomembnejši korak pritrditev parnih elementov na šobo, saj lahko prekomerni pritisk povzroči, da masa štrli, ko se konci stopijo in tvorijo velik obroč na robovih cevi in priključka.
V skladu s tem morate do konca vstaviti cev in namestiti nastavek, vendar v končni fazi postopka ne uporabljajte pretirane sile. Temu se lahko izognete tako, da pritrdite nastavek in vstavite cev z izklopljenim spajkalnikom.
V tem primeru lahko postavite ustrezno oznako. Po segrevanju morate odstraniti elemente in jih povezati, dokler se robovi ne spojijo. Dokler se popolnoma ne ohladi, mora biti struktura v mirovanju in ne sme biti izpostavljena mehanskim obremenitvam.
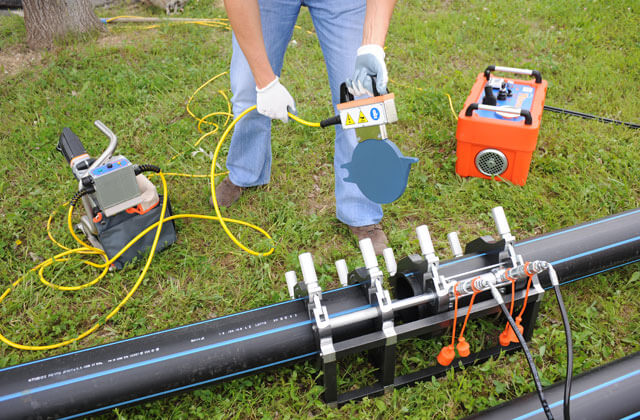
Kaj je edinstveno in kako poteka elektrofuzijsko varjenje?
Elektrofuzijsko varjenje je sodobna modifikacija zgoraj opisanega načina spajanja cevi. Za izvedbo tega postopka se uporabljajo posebne spojke, v katere so najprej nameščeni električni grelni elementi. Glede na to, da se porabi tak vir, kot je električna energija, ni treba govoriti o stroškovni učinkovitosti postopka v primerjavi s standardnim sočelnim varjenjem.

Najenostavnejši element za to vrsto varjenja je električna spojka, obstajajo pa tudi sedlasta kolena in elektrofuzijski T-tipi. Nato bomo govorili o tem, kako samostojno izvesti namestitev z uporabo električnih spojk in elektrofuzijskega varilnega stroja.
Zasnova takšnega varilnega stroja zahteva prisotnost posebnih spiral, ki so grelni elementi. Tanka plast s konca fitinga se pod vplivom temperature stopi in to mu omogoči povezavo s plastičnimi segmenti cevovoda. Spirala ostane v šivu med elementi, kar daje konstrukciji večjo trdnost (podobno kot armatura). Seveda je ta metoda najdražja in se uporablja predvsem za montažo plinovodov.
Delo poteka med postopkom elektrofuzijskega varjenja v določenem zaporedju:
- S posebnim rezalnikom se cevovod razreže na vnaprej označene kose.
- Nato morate očistiti notranjost električne spojke in medsebojno zvarjene segmente cevi. Nato se ta ista področja razmastijo.
- Na ceveh so označena mesta, tako da lahko nadzorujete globino vstavljanja spojke.
- Odprti konci cevi, ki na tej stopnji ne bodo varjeni, so zaprti s čepi.
- Varilni aparat je na sklopko povezan preko dveh žic, kar omogoča njegovo postavitev na oddaljenosti od delovišča.
- Pritisnjen je gumb za zagon. Med segrevanjem, oprijemom in do popolnega ohlajanja morajo segmenti cevi ostati nepremični drug glede na drugega.
- Stroj se tudi samostojno izklopi po preteku potrebnega časa, saj je bil prvotno konfiguriran za spajkanje HDPE cevi (preberite tudi: " ").
- Cevovod se lahko zažene ne prej kot 1 uro po varjenju.

Varjeni spoji cevi HDPE morajo izpolnjevati naslednje zahteve:
- zvar mora biti nameščen na isti ravni ali nad zunanjo površino cevovoda;
- premik segmentov cevovoda ne sme biti večji od 10 odstotkov debeline stene uporabljene cevi;
- šiv, ki štrli nad cevovodom, z debelino stene do 5 milimetrov, ne sme biti večji od 2,5 milimetra, z debelino od 6 milimetrov do 2 centimetra - do 5 milimetrov.
Spodnja črta
V članku so podrobno opisani načini varjenja HDPE cevi, delavec pa lahko izbere le najbolj optimalno za določen cevovod. Če se delo izvaja jasno v skladu s predlaganimi navodili, bo cevovod trajal dolgo, učinkovito in zanesljivo. Tudi celoten postopek namestitve lahko zaupate strokovnjakom, ki bodo zagotovili lastno opremo in pomagali pri nakupu potrebnih materialov.