Stroji za varjenje cevi HDPE
Montaža kanalizacijskega sistema se izvaja s posebnimi cevmi, ki so lahko izdelani iz plastike, keramike ali kovine. Kot pri mnogih plastičnih kolenih je tudi HDPE cevi mogoče variti s toplotnimi orodji ali hladno stiskanimi rokavi.
Tehnološko je možno priključiti HDPE cevi brez varjenja ali s posebnim varilnim strojem. Obe metodi imata svoje prednosti in slabosti, upoštevajte prednosti vsakega načina pritrditve.
Hladno varjenje ali stiskanje je najpreprostejša možnost, je zelo poceni in dostopna metoda, ki se izvaja z uporabo posebnih spojk. Ta tehnologija se uporablja predvsem za cevovode velikih premerov - od 20 do 300 mm. Stiskalni fitingi za hladno varjenje imajo naslednje prednosti:
- Enostavnost uporabe;
- Velika izbira velikosti;
- Zagotavlja tesno povezavo z visoko zmogljivostjo tesnjenja.
Toda stiskanje se uporablja predvsem za pritrditev breztlačnih vodnih priključkov. Plastične cevi imajo relativno majhno togost, zaradi česar se lahko z močnim notranjim pritiskom šiv preprosto razprši, za razliko od varilnih pritrdilnih elementov, ki veljajo za "mrtve".
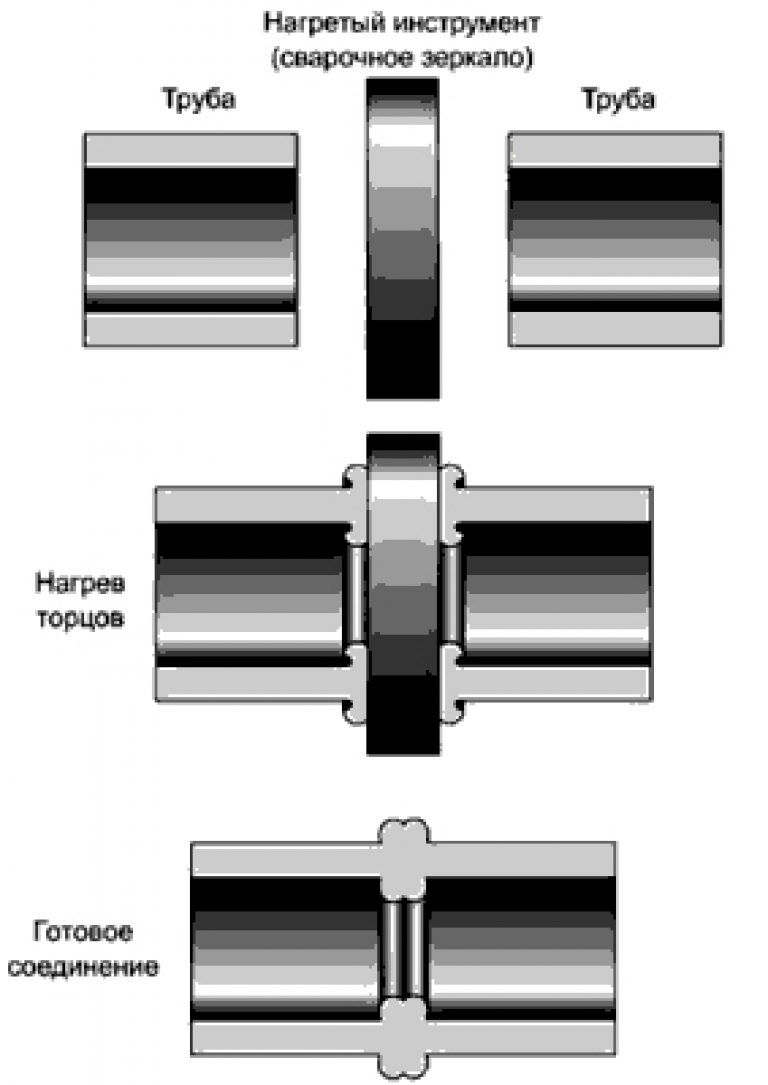
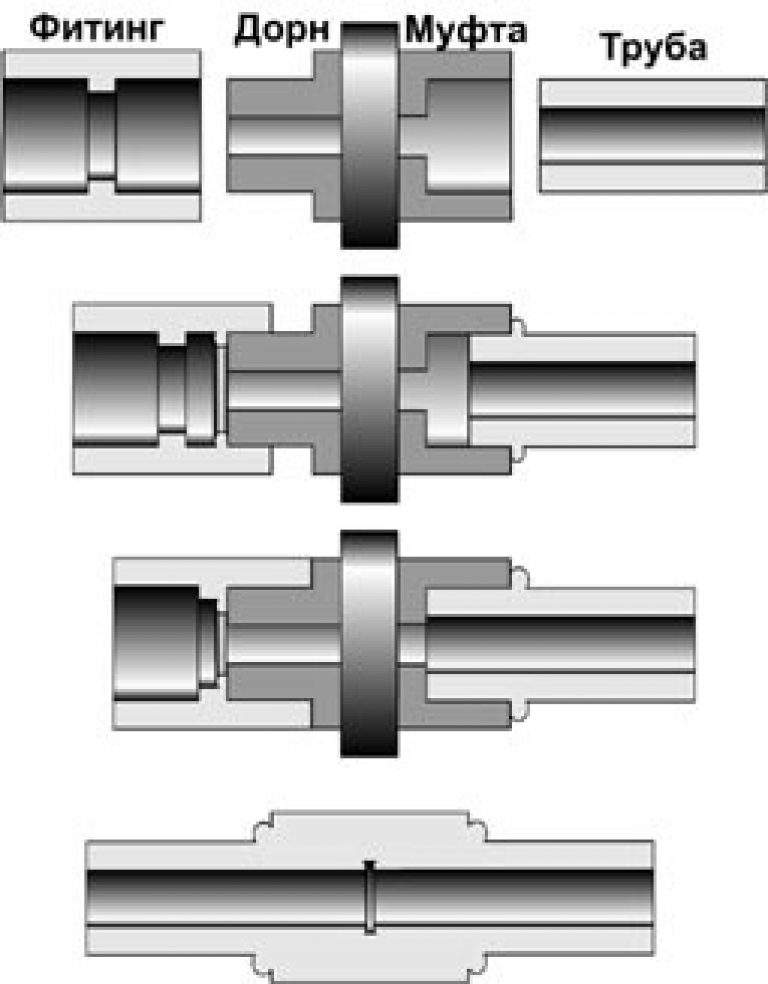
Klasično varjenje ali, kot pravijo, spajkanje HDPE cevi se lahko izvede z metodo elektrofuzije ali pa se za njeno izvedbo uporabi poseben varilni stroj. Električne spojke so zelo praktična metoda povezovanja kovinskih plinskih cevi, pa tudi plastičnih vodovodnih komunikacij. Na prosti del izstopa je nameščena sklopka določenega premera, po kateri se vanj potisne drugi segment cevi. Takšno spajkanje se imenuje tudi čelno spajkanje, saj je za dosego najbolj trpežnega in tesnega pritrjevanja potrebno dele cevovoda namestiti zelo tesno z minimalno režo.
 Fotografija - okovje
Fotografija - okovje Priročno je delati s spojkami velikih premerov, vendar to ni najboljša rešitev za pipe pod umivalnikom ali ogrevalne komunikacije. Po drugi strani pa je mogoče prirobnične povezave HDPE po potrebi odstraniti in opraviti nujna popravila.
 Fotografija - zadnjica
Fotografija - zadnjica Ročno spajkanje cevi se izvaja s spajkalnikom, zahteva posebno opremo za organizacijo povezav HDPE. Za takšno delo sta zelo pomembna temperatura grelnih elementov in čas izpostavljenosti. Upoštevajte, da so ti parametri izbrani na podlagi tehničnih lastnosti spajkalne naprave, debeline HDPE in premera pip.
Prednosti tehnike:
- To je najbolj trpežna in zanesljiva možnost. Zaradi izvedbe enodelnega pritrjevanja se lahko uporablja tako za tlačne HDN kot za netlačne priključke zapornih ventilov;
- Prirobnične povezave se lahko uporabljajo tako pri pritrditvi zunanjega sistema kot pri vgradnji notranjih glavnih cevi;
- Predhodno usposabljanje ni potrebno. Povsem dovolj je, da si ogledate video in preberete standarde SNiP, ki podrobno navajajo, kako obrezati, namestiti in pritrditi.
Toda slabosti vključujejo dejstvo, da povezave, če je potrebno, ni mogoče odstraniti. Kljub vsem prednostim tega je včasih treba odpreti in očistiti cev.
Namestitev vtičnice
Treba je opozoriti, da v domačih dokumentih ne boste našli nobenih standardov za spajkanje vtičnic. Opisano je samo v evropskih standardih DVS 2207-15. Navodila po korakih, kako variti HDPE cevi s spojkami:
Po končanem ogrevanju in varjenju odstranite spojko in pritrdite cevi na trdno površino.
S prirobnicami je še lažje delati. So navojne povezave za namestitev. V skladu s tem se na enem koncu komunikacije izreže navoj, v katerega je element privit, nanj pa je že nameščena cev. Stičišče se segreje s sušilcem za lase ali mufom.
 Fotografija - pnd prirobnica
Fotografija - pnd prirobnica Ekstrudersko varjenje
Nekoliko težje je delati z ročnim sušilcem za lase ali spajkalnikom, saj morate dodatno nadzorovati ne le čas ogrevanja, temveč tudi lastne gibe. Če varjenje ni izvedeno pravilno, se lahko krši celovitost cevi HDPE ali pokvari šiv.
 Foto - profesionalni pretvornik
Foto - profesionalni pretvornik Navodila po korakih za varjenje z inverterjem:
Zelo pomembno je, da pritrditve ne izpostavite preveč, če je varjenje preveč zategnjeno, bo HDPE postal zelo tanek ali pa bo na notranji premer prišel dotok polietilena. Za nadzor tega trenutka se uporablja posebna tabela:
| Zunanji premer, mm | Zvarni šiv, mm | Ogrevanje, sec | Povezava, sek | Hlajenje, sek |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Video: Elektrofuzijsko varjenje HDPE cevi
Pregled cen
Stroj za varjenje HDPE cevi lahko kupite v katerem koli mestu, če cena ni primerna, zdaj številna podjetja ponujajo najem opreme. Upoštevajte stroške modela V-Weld R063:
| Mesto | Cena, u. e. |
| Voronež | 28 |
| Jekaterinburg | 28 |
| Kazan | 30 |
| Krasnodar | 28 |
| Moskva | 33 |
| Novosibirsk | 30 |
| St. Petersburg | 33 |