Gwintowniki do gwintowania - rodzaje, tabela rozmiarów, wymagania GOST 3266-81
Wiele urządzeń technicznych, a także większość artykułów gospodarstwa domowego, ma połączenia gwintowe, z których ludzkość korzysta od czasów starożytnych. Do głównych narzędzi, za pomocą których wykonuje się elementy takich połączeń, należy kran. Jego zastosowanie pozwala szybko i bez większych trudności wyciąć dokładny i wysokiej jakości gwint na wewnętrznej powierzchni otworu.
Cechy konstrukcyjne
Pierwsze narzędzia do nacinania gwintów wewnętrznych miały prymitywną konstrukcję i składały się z czworościennego pręta, na którego końcu roboczym, zaostrzonym do łagodnego stożka, odcięto zęby tnące. Przy użyciu takiego gwintownika nacinano gwint poprzez wkręcanie go w wewnętrzną część nakrętki lub we wcześniej przygotowany otwór w obrabianym przedmiocie. Oczywiście takie narzędzie miało wiele wad, z których najważniejsze to brak tylnej powierzchni na części tnącej, a także ujemny kąt natarcia. Z biegiem czasu konstrukcja gwintowników stała się bardziej przemyślana, a dziś pozwalają na tworzenie dokładnych i wysokiej jakości gwintów wewnętrznych.
W każdym gwintowniku do gwintowania na wewnętrznych powierzchniach przedmiotów obrabianych, niezależnie od jego parametrów geometrycznych i przeznaczenia, występują następujące elementy:
- boczne rowki (może być od 2 do 6);
- stożkowa część wlotowa;
- część kalibrująca, która ma kształt cylindryczny.
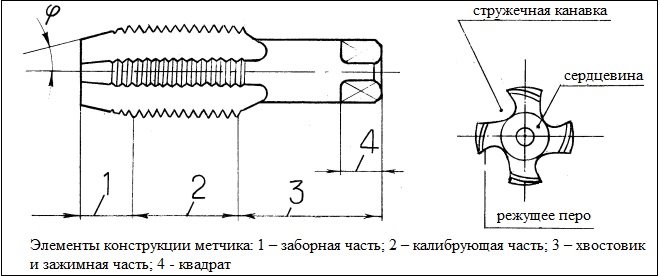
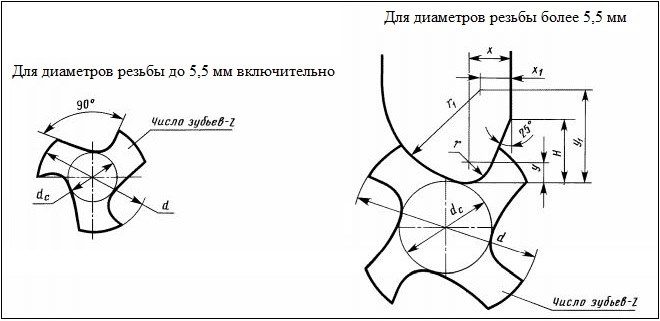
Rowki znajdujące się na bocznej powierzchni narzędzia na całej jego długości pełnią jednocześnie dwie funkcje: zapewniają odprowadzanie wiórów ze strefy obróbki oraz ułatwiają doprowadzenie chłodziwa (chłodziwa) do tej strefy. Kształt rowka gwintownika w przekroju określają jego dwie powierzchnie, z których jedna jest przednią powierzchnią zęba tnącego narzędzia, a drugą jego tyłem. W zależności od rodzaju profilu rowki wiórowe są następujących typów:
- jednopromień (przy rowkach o tym kształcie produkowane są głównie gwintowniki);
- z prostą powierzchnią przednią i tylną (do gwintowania nakrętek wewnętrznych używa się narzędzi z rowkami o takim kształcie);
- z prostą powierzchnią czołową i zaokrągloną powierzchnią tylną (większość gwintowników jest wykonana z rowkami wiórowymi tego typu).
Rowki można układać na różne sposoby: proste, a także spiralne prawe lub lewe. Z rowkami typu prostoliniowego wykonuje się gwintowniki ogólnego przeznaczenia. W przypadku spiralnych rowków lewoskrętnych produkowane są gwintowniki, które służą do gwintowania przejścia. Wióry utworzone przez takie narzędzie przesuwają się przed nim wzdłuż obrabianego otworu, eliminując w ten sposób ryzyko uszkodzenia już naciętego gwintu. Przy stosowaniu gwintowników z odpowiednim kierunkiem skręcania rowków wióry są usuwane ze strefy obróbki do chwytu narzędzia. Dlatego gwintowniki prawoskrętne idealnie nadają się do gwintowania otworów nieprzelotowych.
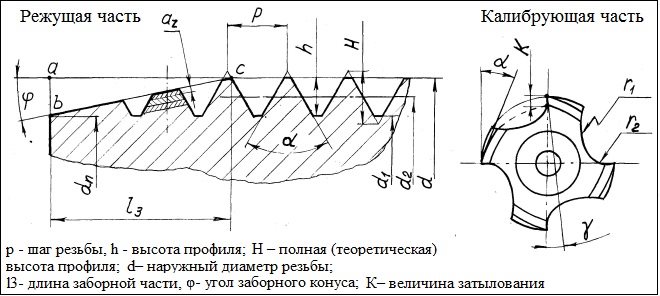
Część wciągająca gwintownika, jak wspomniano powyżej, ma kształt stożkowy, co ułatwia proces wprowadzania narzędzia w obrabiany otwór. Konkretna wartość kąta nachylenia części wlotowej, która może mieścić się w zakresie 3–20 °, jest dobierana w zależności od rodzaju obróbki, do której będzie używane narzędzie - zgrubnej, pośredniej lub wykańczającej.
Cylindryczna część kalibracyjna jest wykonana z odwrotnym niedoszacowaniem do 0,1 mm, które jest konieczne w celu zmniejszenia sił tarcia występujących podczas procesu gwintowania. W celu zmniejszenia siły tarcia pomiędzy częścią roboczą gwintownika a obrabianą powierzchnią umożliwia również tylna powierzchnia zębów tnących, która jest wykonywana od góry o 1/3 ich szerokości. W ten sposób powstaje niedoszacowanie tylnej powierzchni zębów tnących, którego wartość dla narzędzi o średnicy 12–30 mm wynosi około 0,1 mm.
Gatunki według celu
Współczesny przemysł produkuje różnego rodzaju baterie, które różnią się od siebie designem i funkcjonalnością. Tak więc, zgodnie z ich przeznaczeniem, krany mogą należeć do jednego z następujących typów.
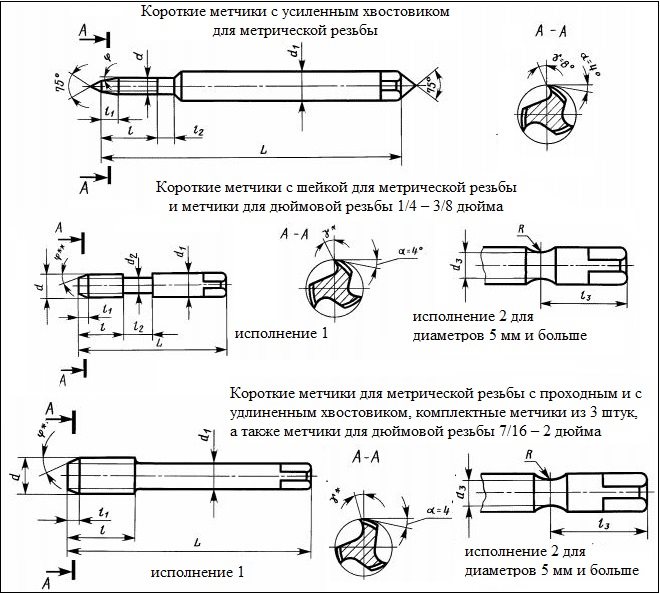
ŚlusarzeNarzędzia te są najczęściej trzymane w ręku i są używane w połączeniu ze specjalnym kluczem, którym nadaje się obrót kranu. Z reguły są produkowane i stosowane w zestawach składających się z dwóch lub trzech narzędzi, z których każde usuwa tylko część naddatku z obrabianej powierzchni. Wymiary kranów wchodzących w skład takiego zestawu (w szczególności ich średnice robocze) są różne. Pierwsze z narzędzi, na chwycie, którego oznaczono w postaci jednej kreski, służy do obróbki zgrubnej, drugie (z dwoma kreskami na chwycie) do pośredniego, a trzecie (odpowiednio z trzema kreskami) do wykańczania przecinanej nici.

Są to narzędzia, za pomocą których można nacinać gwinty zarówno ręcznie, jak i na maszynach różnego typu (toczenie, wiercenie, agregaty itp.). Takie baterie różnią się od baterii metalowych jedynie nieznacznie skróconą częścią wlotową i wyższą odpornością na naprężenia mechaniczne.

klucz do nakrętek
Za pomocą takich narzędzi, jak sama nazwa wskazuje, wykonują gwintowanie nakrętek. Nakrętki, w których gwinty są już wycięte takim kranem, nie odkręcają narzędzia, ale przesuwają się do jego wydłużonego ogona. Trzonki gwintowników, którymi nacina się gwinty na wiertarkach, mają kształt prostoliniowy. Nakrętki z już nagwintowanymi gwintami, przesunięte na taki chwyt, są po prostu strząsane po wyjęciu narzędzia z uchwytu maszyny. Do cięcia nakrętek na gwintownicach stosuje się gwintowniki, których trzonki mają zakrzywiony kształt. Podczas gwintowania w ten sposób nakrętki pod naciskiem od siebie są dociskane wzdłuż zakrzywionego trzonu narzędzia, docierają do jego końcowej części i wpadają do przygotowanego pojemnika.
Wymagania dotyczące konstrukcji i wymiarów gwintowników ręcznych i maszynowych do nacinania gwintów metrycznych określa GOST 3266-81, który nazywa się: „Gwintowniki maszynowe i ręczne. Projekt i wymiary.
Możesz zapoznać się z wymaganiami GOST dla gwintowników ręcznych i maszynowych, pobierając dokument w formacie pdf z linku poniżej.
Rodzaje według projektu
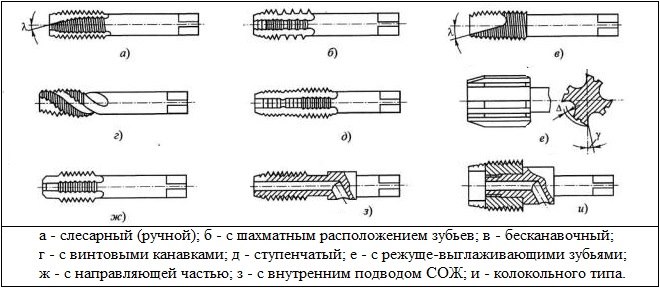
Zgodnie z ich konstrukcją baterie są również podzielone na różne typy. Tak więc, w zależności od tego parametru, rozróżnia się narzędzia:
- ze skróconymi rowkami, zwanymi również bezfletowymi (konstrukcja takich gwintowników jest specjalnie zaprojektowana do nacinania gwintów w częściach wykonanych z ciągliwych stali niskowęglowych, stopów aluminium i wysokowytrzymałych stali stopowych);
- z rowkami umieszczonymi wzdłuż linii śrubowej (instaluj takie narzędzia na centrach obróbczych i używaj ich do nacinania gwintów nieprzelotowych);
- z zębami tnącymi ułożonymi w szachownicę (ze względu na to, że zęby tnące na części kalibracyjnej takiego narzędzia są przecięte przez jeden, możliwe jest zmniejszenie siły tarcia podczas obróbki);
- typ schodkowy z częścią roboczą podzieloną na dwie sekcje, z których każda pełni swoją własną funkcję (na przykład są krany schodkowe, których pierwsza sekcja działa zgodnie z obwodem generatora, a druga - zgodnie z profilem; dla innych rodzaje narzędzi schodkowych, pierwsza sekcja pełni funkcję cięcia, a druga - wygładzanie);
- połączone (są to właściwie dwa narzędzia w jednym: ich część tnąca, wykonana w jednym projekcie, zaczyna się od wiertła, a kończy na gwintowniku);
- przeciągaczki służące do nacinania gwintów w otworze przelotowym o dowolnej średnicy (przy ich pomocy gwinty nacinane są na tokarkach, w uchwycie, w którym zamocowany jest obrabiany przedmiot, oraz w uchwycie narzędziowym - chwyt używanego narzędzia; ruch gwintownik podczas gwintowania zapewnia automatyczny posuw wspornika maszyny, a obrót przedmiotu obrabianego - obrót wrzeciona);
- z wewnętrzną wnęką, dzięki której narzędzie jest chłodzone podczas obróbki (zastosowanie takich gwintowników zainstalowanych na specjalistycznym lub wielooperacyjnym sprzęcie może znacznie zwiększyć wydajność gwintowania);
- gwintowniki dzwonowe (takie gwintowniki służą do nacinania gwintów wewnętrznych o dużych średnicach (50–400 mm) i mają konstrukcję prefabrykowaną składającą się z pojedynczych elementów tnących).
Strukturalnie wszystkie wymienione powyżej krany są tak różne od siebie, że można je nawet odróżnić po zdjęciu.
Rodzaje wątków
Za pomocą gwintowników różnych kategorii, a także różnego rodzaju narzynek, możliwe jest formowanie różnego rodzaju gwintów na wewnętrznych powierzchniach części. W zależności od rodzaju przecinanej nici gwintowniki dzielą się na następujące kategorie.
MetrycznySą to gwintowniki, za pomocą których nacina się gwinty metryczne. Ścięty element nici w takich przypadkach ma kształt trójkąta równoramiennego, a wszystkie jego parametry mierzone są w milimetrach. Oznaczenie takich kranów zawiera literę „M”. Do doboru gwintowników metrycznych i średnicy otworu przygotowawczego służy specjalna tabela referencyjna.
CalCzęść robocza takich kranów ma kształt stożkowy. Średnicę narzędzi calowych mierzy się w calach, a skok mierzy się liczbą zwojów na cal (25,4 mm). Nachylenie średniej powierzchni kranów tego typu wynosi 1°47’24”.
RuraObejmuje to gwintowniki cylindryczne i stożkowe używane do nacinania gwintów w złączkach rurowych.
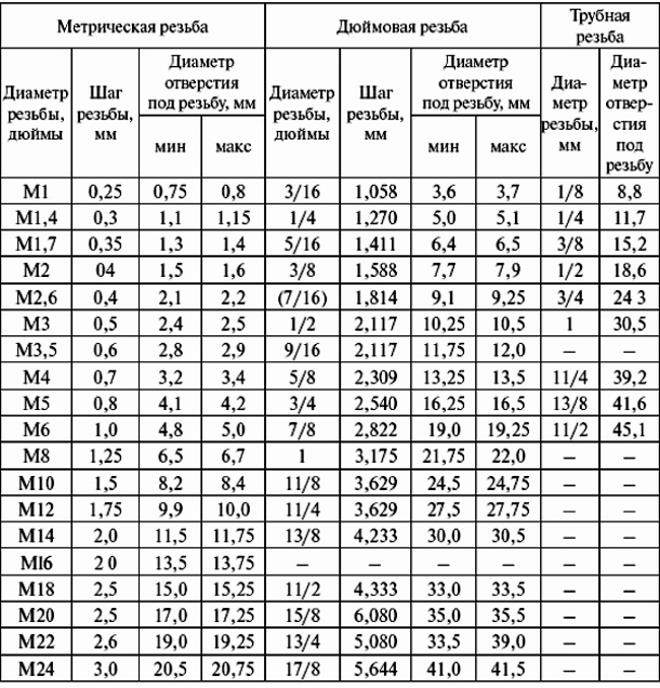
Tabela 1. Parametry gwintownika i rozmiar otworu gwintownika
Gwintowniki mogą być używane do wykonywania otworów zarówno z gwintem prawoskrętnym, jak i lewoskrętnym. Gwintowniki do gwintów lewoskrętnych, w porównaniu w rzeczywistości lub na zdjęciu z narzędziami odpowiedniego typu, różnią się od tych ostatnich jedynie kierunkiem spirali ich części tnącej.