Flanšo tipai
Flanšas yra vamzdžių, vožtuvų, siurblių ir kitos įrangos sujungimo būdas, suformuojant vamzdynų sistemą. Šis prijungimo būdas suteikia lengvą prieigą prie valymo, tikrinimo ar modifikavimo. Flanšai dažniausiai yra srieginiai arba suvirinti. Flanšinė jungtis susideda iš dviejų varžtais pritvirtintų flanšų ir tarp jų sandarumui užtikrinti.
Vamzdžių flanšai gaminami iš įvairių medžiagų. Flanšai yra apdirbti paviršiumi, ketaus ir mazginio ketaus, tačiau dažniausiai naudojama medžiaga yra kaltas anglinis plienas.
Naftos ir chemijos pramonėje dažniausiai naudojami flanšai:
- su suvirinimo kakleliu
- per flanšą
- suvirintas su įduba suvirinimui
- suvirintas persidengimas (laisvai besisukantis)
- srieginis flanšas
- flanšo kištukas

Visų tipų flanšai, išskyrus laisvuosius, turi sustiprintą paviršių.
Specialūs flanšai
Išskyrus aukščiau paminėtus flanšus, yra keletas specialių flanšų, tokių kaip:
- diafragmos flanšas
- ilgi suvirinti apykaklės flanšai
- išsiplėtimo flanšas
- adapterio flanšas
- žiedinis kištukas (flanšinės jungties dalis)
- diskiniai kamščiai ir tarpiniai žiedai (flanšinės jungties dalis)
Flanšams dažniausiai naudojamos anglies plienas, nerūdijantis plienas, ketus, aliuminis, žalvaris, bronza, plastikas ir kt. Be to, flanšai, kaip ir specialioms reikmėms skirtos jungiamosios detalės ir vamzdžiai, kartais iš vidaus padengiami visiškai kitokios kokybės medžiagos sluoksniu nei patys flanšai. Tai yra iškloti flanšai. Flanšų medžiaga dažniausiai nustatoma renkantis vamzdžius. Paprastai flanšas yra pagamintas iš tos pačios medžiagos kaip ir patys vamzdžiai.
6" apykaklės suvirinimo flanšo pavyzdys - 150#-S40
Kiekvienas ASME B16.5 flanšas turi keletą standartinių dydžių. Jei projektuotojas Japonijoje, projekto statytojas Kanadoje arba vamzdynų montuotojas Australijoje kalba apie 6"-150#-S40 suvirinimo flanšą, atitinkantį ASME B16.5, jie turi omenyje toliau parodytą flanšą. 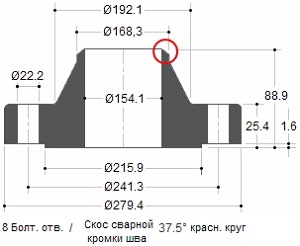
Flanšo užsakymo atveju tiekėjas norėtų sužinoti medžiagos kokybę. Pavyzdžiui, ASTM A105 yra štampuotas anglinio plieno flanšas, o A182 yra štampuotas legiruotojo plieno flanšas. Taigi pagal reglamentą tiekėjui turi būti nurodyti abu standartai: Suvirinimo flanšas 6"-150#-S40-ASME B16.5/ASTM A105.
SLĖGIO KLASĖ
Flanšų slėgio klasė arba įvertinimas bus nurodytas svarais. Slėgio klasei nurodyti naudojami skirtingi pavadinimai. Pavyzdžiui: 150 Lb arba 150 Lbs arba 150# arba 150 klasė reiškia tą patį.
Kaltiniai plieniniai flanšai turi 7 pagrindines klasifikacijas:
150 svarų - 300 svarų - 400 svarų - 600 svarų - 900 svarų - 1500 svarų - 2500 svarų
Flanšų klasifikavimo koncepcija yra aiški ir akivaizdi. 300 klasės flanšas gali atlaikyti didesnį slėgį nei 150 klasės flanšas, nes 300 klasės flanšas turi daugiau metalo ir gali atlaikyti didesnį slėgį. Tačiau yra keletas veiksnių, galinčių turėti įtakos flanšo slėgio ribai.
PAVYZDYS
Flanšai gali atlaikyti skirtingą slėgį esant skirtingoms temperatūroms. Kylant temperatūrai, flanšo slėgio klasė mažėja. Pavyzdžiui, 150 klasės flanšas yra įvertintas maždaug 270 PSIG esant aplinkos temperatūrai, 180 PSIG esant 200 °C, 150 PSIG prie 315 °C ir 75 PSIG esant 426 °C temperatūrai.
Papildomi veiksniai yra tai, kad flanšai gali būti pagaminti iš įvairių medžiagų, tokių kaip legiruotasis plienas, ketaus ir kaliojo ketaus ir kt. Kiekviena medžiaga turi skirtingas slėgio klases.
PARAMETRAS "SLĖGIS-TEMPERATURA"
Slėgio-temperatūros klasė apibrėžia darbinį, didžiausią leistiną viršslėgį barais esant temperatūrai Celsijaus laipsniais. Esant tarpinėms temperatūroms, leidžiama tiesinė interpoliacija. Interpoliacija tarp žymėjimo klasių neleidžiama.
Temperatūros ir slėgio klasifikacijos
Temperatūros ir slėgio klasė taikoma flanšinėms jungtims, kurios atitinka varžtinių jungčių ir tarpiklių, pagamintų pagal gerą surinkimo ir išlyginimo praktiką, ribas. Už šių klasių naudojimą flanšinėms jungtims, kurios neatitinka šių ribų, atsako vartotojas.
Atitinkamai slėgio klasei parodyta temperatūra yra detalės vidinio apvalkalo temperatūra. Iš esmės ši temperatūra yra tokia pati kaip esančio skysčio temperatūra. Pagal galiojančių kodeksų ir reglamentų reikalavimus, naudojant slėgio klasę, atitinkančią kitokią nei tekančio skysčio temperatūrą, visa atsakomybė tenka klientui. Bet kuriai žemesnei nei -29°C temperatūrai įvertinimas turi būti ne didesnis nei naudojant -29°C temperatūroje.
Kaip pavyzdį žemiau rasite dvi lenteles su medžiagų grupėmis pagal ASTM ir dvi kitas lenteles su šių medžiagų temperatūros ir slėgio klase pagal ASME B16.5.
| Medžiagos ASTM grupė 2-1.1 |
|||
| Vardinis žymėjimas |
Antspaudavimas |
Liejimas |
lėkštės |
| C-Si | A105(1) | A216 Gr.WCB(1) |
A515 Gr.70(1) |
| C-Mn-Si | A350 Gr.LF2(1) | - | A516 Gr.70(1),(2) |
| C-Mn-Si-V | A350 Gr.LF6 Cl 1(3) | - | A537 Cl.1(4) |
| 3½ Ni |
A350 Gr.LF3 |
- | - |
PASTABOS:
|
|||
| ASTM 2-1.1 grupės medžiagų temperatūros ir slėgio klasė Darbinis slėgis pagal klases |
|||||||
| Temperatūra °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| nuo 29 iki 38 |
19.6 | 51.1 | 68.1 | 102.1 | 153.2 | 255.3 | 425.5 |
| 50 | 19.2 | 50.1 | 66.8 | 100.2 | 150.4 | 250.6 | 417.7 |
| 100 | 17.7 | 46.6 | 62.1 | 93.2 | 139.8 | 233 | 388.3 |
| 150 | 15.8 | 45.1 | 60.1 | 90.2 | 135.2 | 225.4 | 375.6 |
| 200 | 13.8 | 43.8 | 58.4 | 87.6 | 131.4 | 219 | 365 |
| 250 | 12.1 | 41.9 | 55.9 | 83.9 | 125.8 | 209.7 | 349.5 |
| 300 | 10.2 | 39.8 | 53.1 | 79.6 | 119.5 | 199.1 | 331.8 |
| 325 | 9.3 | 38.7 | 51.6 | 77.4 | 116.1 | 193.6 | 322.6 |
| 350 | 8.4 | 37.6 | 50.1 | 75.1 | 112.7 | 187.8 | 313 |
| 375 | 7.4 | 36.4 | 48.5 | 72.7 | 109.1 | 181.8 | 303.1 |
| 400 | 6.5 | 34.7 | 46.3 | 69.4 | 104.2 | 173.6 | 289.3 |
| 425 | 5.5 | 28.8 | 38.4 | 57.5 | 86.3 | 143.8 | 239.7 |
| 450 | 4.6 | 23 | 30.7 | 46 | 69 | 115 | 191.7 |
| 475 | 3.7 | 17.4 | 23.2 | 34.9 | 52.3 | 87.2 | 145.3 |
| 500 | 2.8 | 11.8 | 15.7 | 23.5 | 35.3 | 58.8 | 97.9 |
| 538 | 1.4 | 5.9 | 7.9 | 11.8 | 17.7 | 29.5 | 49.2 |
| ASTM 2-2.3 grupės medžiagų temperatūros ir slėgio klasė Darbinis slėgis pagal klases |
|||||||
| Temperatūra °C | 150 | 300 |
400 |
600 |
900 |
1500 |
2500 |
| nuo 29 iki 38 |
15.9 |
41.4 |
55.2 |
82.7 |
124.1 |
206.8 |
344.7 |
| 50 | 15.3 |
40 |
53.4 |
80 |
120.1 |
200.1 |
333.5 |
| 100 | 13.3 |
34.8 |
46.4 |
69.6 |
104.4 |
173.9 |
289.9 |
| 150 | 12 |
31.4 |
41.9 |
62.8 |
94.2 |
157 |
261.6 |
| 200 | 11.2 |
29.2 |
38.9 |
58.3 |
87.5 |
145.8 |
243 |
| 250 | 10.5 |
27.5 |
36.6 |
54.9 |
82.4 |
137.3 |
228.9 |
| 300 | 10 |
26.1 |
34.8 |
52.1 |
78.2 |
130.3 |
217.2 |
| 325 | 9.3 |
25.5 |
34 |
51 |
76.4 |
127.4 |
212.3 |
| 350 | 8.4 |
25.1 |
33.4 |
50.1 |
75.2 |
125.4 |
208.9 |
| 375 | 7.4 |
24.8 |
33 |
49.5 |
74.3 |
123.8 |
206.3 |
| 400 | 6.5 |
24.3 |
32.4 |
48.6 |
72.9 |
121.5 |
202.5 |
| 425 | 5.5 |
23.9 |
31.8 |
47.7 |
71.6 |
119.3 |
198.8 |
| 450 | 4.6 |
23.4 |
31.2 |
46.8 |
70.2 | 117.1 |
195.1 |
FLANTŲ PAVIRŠIAUS
Flanšo paviršiaus forma ir konstrukcija lems, kur bus sandarinimo žiedas arba tarpiklis.
Dažniausiai naudojami tipai:
- pakeltas paviršius (RF)
- plokščias paviršius (FF)
- sandarinimo žiedo griovelis (RTJ)
- su išoriniu ir vidiniu sriegiu (M&F)
- liežuvis ir griovelis (T&G)
Paaukštintas veidas, tinkamiausias flanšo tipas, lengvai atpažįstamas. Šis tipas taip vadinamas, nes tarpiklio paviršius išsikiša virš varžtinės jungties paviršiaus. 
Skersmuo ir aukštis apibrėžiami pagal ASME B16.5, naudojant slėgio klasę ir skersmenį. Slėgio klasėje iki 300 Lbs aukštis apie 1,6 mm, o slėgio klasėje nuo 400 iki 2500 Lbs – apie 6,4 mm. Flanšo slėgio klasė lemia pakelto paviršiaus aukštį. (RF) flanšo paskirtis yra sutelkti didesnį slėgį į mažesnį tarpiklio plotą ir taip padidinti jungties slėgio ribą.
Visų šiame straipsnyje aprašytų flanšų aukščio parametrams naudojami H ir B matmenys, išskyrus juosmens jungties flanšą, tai reikia suprasti ir atsiminti taip:
150 ir 300 svarų slėgio klasėse išsikišimo aukštis yra maždaug 1,6 mm (1/16 colio). Beveik visi šių dviejų klasių flanšų tiekėjai savo brošiūrose arba kataloguose nurodo H ir B matmenis, įskaitant paviršių (žr. 1 pav. toliau). 
400, 600, 900, 1500 ir 2500 svarų slėgio klasėse išsikišimo aukštis yra 1/4 colio (6,4 mm). Šiose klasėse daugelis tiekėjų nurodo H ir B matmenis, neįskaitant iškyšos aukščio (žr. 2 pav.).
Šiame straipsnyje rasite dviejų dydžių. Viršutinėje matmenų eilutėje neįtrauktas išsikišimo aukštis, o apatinėje eilutėje – iškyšos aukštis.
PLOKŠKAS PAVIRŠIAUS (FF – plokščias paviršius)
Plokščio paviršiaus (viso paviršiaus) flanšo tarpiklis yra toje pačioje plokštumoje kaip ir varžtinė jungtis. Dažniausiai plokšti priekiniai flanšai naudojami ten, kur liejamas jungiamasis flanšas arba jungiamoji detalė. 
Plokščias priekinės dalies flanšas niekada nesijungia su pakeltu flanšu. Pagal ASME B31.1, jungiant ketaus plokščius flanšus su anglinio plieno flanšais, ant plieninio flanšo turi būti pašalintas išsikišimas ir visas paviršius turi būti sandarinamas tarpine. Tai daroma tam, kad plonas, trapus ketaus flanšas neskiltų dėl plieninio flanšo išsikišimo.
FRANŠAS SU ŠAKNIU, SKIRTAS O-ŽIEDO TARPIKUI (RTJ – žiedo tipo jungtis)
RTJ flanšų paviršiuje išpjauti grioveliai, į kuriuos įkišti plieniniai sandarinimo žiedai. Flanšai sandarinami dėl to, kad priveržus varžtus tarp flanšų esanti tarpinė įspaudžiama į griovelius, deformuojasi, sukuriant glaudų metalo ir metalo kontaktą. 
RTJ flanšas gali turėti angą su žiediniu grioveliu. Šis išsikišimas nenaudojamas kaip antspaudas. Jei RTJ flanšai yra sandarinami O formos žiedais, iškilūs sujungtų ir priveržtų flanšų paviršiai gali liestis vienas su kitu. Tokiu atveju suspausta tarpinė nebekels papildomų apkrovų, varžtų priveržimas, vibracija ir poslinkis nebespaus tarpinės ir sumažins priveržimo jėgą.
Metaliniai sandarinimo žiedai tinkami naudoti esant aukštai temperatūrai ir slėgiui. Jie pagaminti iš tinkamos medžiagos ir profilio ir visada naudojami atitinkamuose flanšuose, užtikrinant gerą ir patikimą sandarinimą.
O-žiedai suprojektuoti taip, kad sandarinimas būtų pasiekiamas „pirmine kontakto linija“ arba pleištu tarp jungiamojo flanšo ir tarpiklio. Paspaudus sandariklį per varžtą, minkštesnis tarpiklio metalas prasiskverbia į smulkią standesnės flanšo medžiagos struktūrą ir sukuria labai sandarų ir efektyvų sandariklį. 
Dažniausiai naudojami žiedai:
Tipas R-Ovalas pagal ASME B16.20
Tinka ASME B16.5 flanšams, kurių slėgio klasė nuo 150 iki 2500.
Tipas R-Aštuonkampis pagal ASME 16.20
Patobulintas dizainas, palyginti su originaliu R-Oval. Tačiau juos galima naudoti tik plokštiems flanšams su grioveliu. Tinka ASME B16.5 flanšams nuo 15 iki 2500 slėgio klasės.
FLUNŠAI SU SANTRAUKA IR PAVIRŠIAUS TIPO KIŠTELIU (LMF – didelis vyriškas paviršius; LFF – didelis moteriškas paviršius)
Šio tipo flanšai turi atitikti. Vienas flanšo paviršius turi plotą, kuris viršija įprastą flanšo paviršiaus ribas ( tėtis). Kitas flanšas arba priešpriešinis flanšas turi atitinkamą įdubą ( Motina) pagamintas jo paviršiuje.
Pusiau laisvas klojimas
- Įpjovos (įpjovos) gylis paprastai yra lygus arba mažesnis už iškyšos aukštį, kad būtų išvengta metalo kontakto su metalu, kai tarpiklis suspaudžiamas.
- Įpjovos gylis paprastai yra ne daugiau kaip 1/16 colio didesnis nei lūpos aukštis
FLANTAS SU SANTRAUKIAMU PAVIRŠIU
(Iškilimas – liežuvis – TF; įdubimas – griovelis – GF)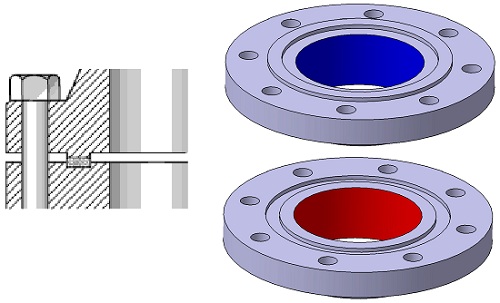
Šio tipo flanšai taip pat turi atitikti. Viename flanše yra žiedas su išsikišimu (spygliuku), padarytas šio flanšo paviršiuje, o angos paviršiuje yra apdirbtas griovelis. Tokie paviršiai dažniausiai būna ant siurblių ir vožtuvų dangčių.
Pataisyta tarpinė
- Tarpiklio matmenys yra tokie patys arba mažesni nei griovelio aukštis
- Tarpiklis platesnis už griovelį ne daugiau kaip 1/16"
- Tarpiklio matmenys atitiks griovelio matmenis
- Išmontuojant jungtį reikia atjungti atskirai
PLOKŠČIUS PAVIRŠIAUS IR GROVĖLIUS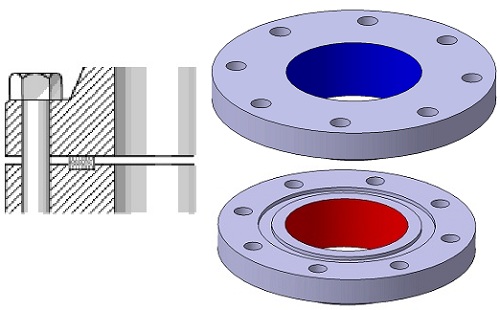
Pataisyta tarpinė
- Vienas paviršius plokščias, kitas raižytas
- Skirta tiksliam tarpiklio suspaudimo valdymui
- Rekomenduojami tik tamprios tarpinės – spiralinės, tuščiavidurės žiedinės, slėginės ir metalinės apvalkalo tarpinės
FLANTŲ PAVIRŠIAUS APDAILA
ASME B16.5 reikalauja, kad flanšo paviršius (pakeltas paviršius ir plokščias paviršius) būtų tam tikro šiurkštumo, kad šis paviršius, sulygiuotas su tarpikliu, gerai sandarintų. 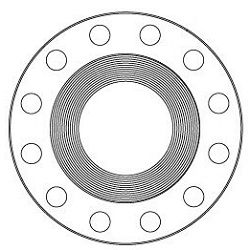
Galutiniam gofravimui, koncentriniam arba spiraliniam, reikia 30–55 griovelių colyje, todėl šiurkštumas yra nuo 125 iki 500 mikrocolių. Tai leis flanšų gamintojams apdoroti bet kokios klasės metalinius flanšo tarpiklius.
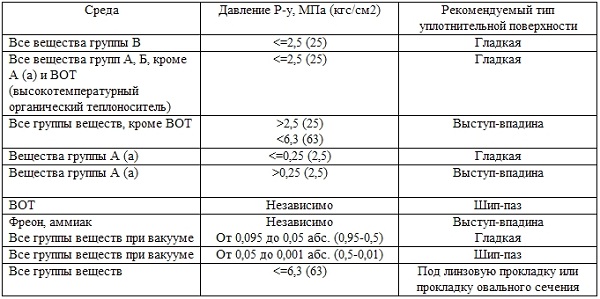
I sprogimo kategorijos technologinių įrenginių A ir B grupių medžiagas transportuojantiems vamzdynams neleidžiama naudoti flanšinių jungčių su lygiu sandarinimo paviršiumi, išskyrus atvejus, kai naudojami spiraliniai tarpikliai.
DAUGIAUSIAI NAUDOJAMI PAVIRŠIAI
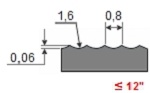
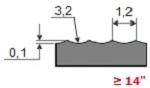
Šiurkštus
| Dažniausiai naudojamas bet kokio flanšo apdirbimui, nes tinka beveik visoms įprastoms eksploatavimo sąlygoms. Suspaudus, minkštas tarpiklio paviršius susilies su apdirbtu paviršiumi, kad susidarytų sandariklis, o tarp sujungtų dalių atsiranda didelė trintis. Šių flanšų apdaila atliekama naudojant 1,6 mm spindulio pjaustytuvą, kurio padavimo greitis yra 0,88 mm per apsisukimą 12" 14" ir didesniems, apdirbimas atliekamas su 3,2 mm spindulio pjaustytuvu, kai padavimas yra 1,2 mm, atvirkščiai. |
 |
 |
Spiralinė įpjova
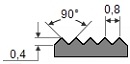 Tai gali būti ištisinis arba fonografinis spiralinis griovelis, tačiau nuo grubumo skiriasi tuo, kad griovelis gaunamas naudojant 90 laipsnių frezą, kuri sukuria V profilį su 45° kampu.
Tai gali būti ištisinis arba fonografinis spiralinis griovelis, tačiau nuo grubumo skiriasi tuo, kad griovelis gaunamas naudojant 90 laipsnių frezą, kuri sukuria V profilį su 45° kampu. Koncentrinis griovelis.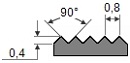 Kaip rodo pavadinimas, apdirbimas susideda iš koncentrinių griovelių. Naudojama 90° freza, o žiedai tolygiai paskirstomi visame paviršiuje.
Kaip rodo pavadinimas, apdirbimas susideda iš koncentrinių griovelių. Naudojama 90° freza, o žiedai tolygiai paskirstomi visame paviršiuje.
Lygus paviršius.![]() Toks apdorojimas vizualiai nepalieka įrankio pėdsakų. Tokie paviršiai paprastai naudojami metaliniu paviršiumi padengtoms tarpinėms, tokioms kaip dvigubas apvalkalas, plokščias plienas arba gofruotas metalas. Lygus paviršius padeda sukurti sandarumą ir priklauso nuo priešingo paviršiaus lygumo. Paprastai tai pasiekiama tarpiklio kontaktiniu paviršiumi, sudarytu iš ištisinio (kartais vadinamo fonografiniu) sraigtiniu grioveliu, pagamintu 0,8 mm spindulio pjaustytuvu, 0,3 mm padavimo greičiu per apsisukimą, 0,05 mm gylyje. Dėl to šiurkštumas bus nuo 3,2 iki 6,3 mikrometrų (125–250 mikro colių)
Toks apdorojimas vizualiai nepalieka įrankio pėdsakų. Tokie paviršiai paprastai naudojami metaliniu paviršiumi padengtoms tarpinėms, tokioms kaip dvigubas apvalkalas, plokščias plienas arba gofruotas metalas. Lygus paviršius padeda sukurti sandarumą ir priklauso nuo priešingo paviršiaus lygumo. Paprastai tai pasiekiama tarpiklio kontaktiniu paviršiumi, sudarytu iš ištisinio (kartais vadinamo fonografiniu) sraigtiniu grioveliu, pagamintu 0,8 mm spindulio pjaustytuvu, 0,3 mm padavimo greičiu per apsisukimą, 0,05 mm gylyje. Dėl to šiurkštumas bus nuo 3,2 iki 6,3 mikrometrų (125–250 mikro colių)
TARPIKLIAI
Norint padaryti sandarų flanšinį sujungimą, reikalingos tarpinės. 
Tarpiklis yra suspausti lakštai arba žiedai, naudojami vandeniui nepralaidžiam ryšiui tarp dviejų paviršių sukurti. Tarpinės gaminamos taip, kad atlaikytų ekstremalias temperatūras ir slėgį, yra metalinių, pusiau metalinių ir nemetalinių medžiagų.
Pavyzdžiui, sandarinimo principas gali būti suspausti tarpiklį tarp dviejų flanšų. Tarpiklis užpildo mikroskopines tarpas ir flanšų paviršiaus nelygumus ir sudaro sandariklį, kuris neleidžia skysčiams ir dujoms nutekėti. Norint išvengti nuotėkio flanšinėje jungtyje, būtina tinkamai ir kruopščiai sumontuoti tarpiklius.
Šiame straipsnyje bus aprašyti tarpikliai, atitinkantys ASME B16.20 (metalinės ir pusiau metalinės vamzdžių flanšų tarpinės) ir ASME B16.21 (nemetalinės, plokščių vamzdžių flanšų tarpinės)
VARŽTAI
Varžtai reikalingi dviem flanšams sujungti vienas su kitu. Skaičius bus nustatomas pagal flanšo skylių skaičių, o varžtų skersmuo ir ilgis priklausys nuo flanšo tipo ir jo slėgio klasės. Naftos ir chemijos pramonėje dažniausiai naudojami ASME B16.5 flanšų varžtai yra smeigės. Smeigtukas susideda iš srieginio strypo ir dviejų veržlių. Kitas galimas varžtų tipas yra įprastas šešiabriaunis varžtas su viena veržle.
Matmenys, matmenų tolerancijos ir kt. buvo apibrėžtos ASME B16.5 ir ASME B18.2.2, medžiagos įvairiuose ASTM standartuose.
SUKIMO MOMENTAS
Norint gauti sandarų flanšinį sujungimą, reikia tinkamai sumontuoti tarpiklį, varžtų priveržimo momentą, o bendras priveržimo įtempis turi būti tolygiai paskirstytas visame flanše. 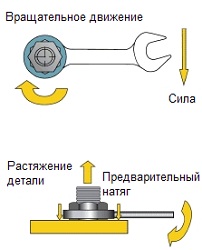
Reikalingas tempimas atliekamas dėl priveržimo momento (priešinės apkrovos pritaikymas tvirtinimo detalei sukant jos veržlę).
Teisingas varžto priveržimo momentas leidžia geriausiai išnaudoti jo elastines savybes. Kad gerai atliktų savo darbą, varžtas turi veikti kaip spyruoklė. Eksploatacijos metu priveržimo metu varžtas apkraunamas ašine kryptimi. Žinoma, ši tempimo jėga yra lygi priešingoms suspaudimo jėgoms, veikiančioms surinkimo komponentus. Tai gali būti vadinama priveržimo jėga arba tempimo jėga.
DINAMOMETRINIS RAKTAS
Sukamojo momento veržliaraktis yra bendras rankinio įrankio pavadinimas, naudojamas tiksliai sukimo momentui pritaikyti jungčiai, nesvarbu, ar tai būtų varžtas, ar veržlė. Tai leidžia operatoriui išmatuoti varžtui taikomą sukimosi jėgą (sukimo momentą), kuri turi atitikti specifikaciją. 
Norint pasirinkti tinkamą flanšo varžtų priveržimo techniką, reikia patirties. Norint teisingai pritaikyti bet kurią iš technikų, reikia ir naudojamo įrankio, ir specialisto, kuris atliks darbą, kvalifikacijos. Žemiau pateikiami dažniausiai naudojami varžtų priveržimo būdai:
- priveržimas rankomis
- pneumatinis veržliaraktis
- hidraulinis sukimo momento raktas
- rankinis sukimo momento raktas su svirtimi arba pavara
- hidraulinis varžtų įtempiklis
Sukimo momento praradimas būdingas bet kokiai varžtinei jungčiai. Varžtų atsipalaidavimo (apie 10 % per pirmąsias 24 valandas po montavimo) bendras poveikis, tarpiklio valkšnumas, vibracija sistemoje, šiluminis plėtimasis ir elastinga sąveika varžto priveržimo metu prisideda prie sukimo momento praradimo. Kai sukimo momento nuostoliai pasiekia kritinį tašką, vidinis slėgis viršija suspaudimo jėgą, kuri laiko tarpiklį, tokiu atveju gali atsirasti nuotėkis arba pūtimas.
Norint sumažinti šį poveikį, svarbiausia yra tinkamas tarpiklių išdėstymas. Montuojant tarpiklį, būtina sujungti flanšus ir sklandžiai bei lygiagrečiai, su mažiausiu priveržimo momentu, priveržti 4 varžtus, laikantis teisingos priveržimo sekos. Tai sumažins eksploatavimo išlaidas ir padidins saugumą.
Svarbus ir teisingas tarpiklio storis. Kuo storesnė tarpinė, tuo didesnis jos valkšnumas, o tai savo ruožtu gali prarasti priveržimo momentą. ASME standartas dantytiesiems flanšams paprastai rekomenduoja 1,6 mm tarpiklį. Plonesnės medžiagos gali veikti esant didesnei tarpiklių apkrovai ir dėl to didesniam vidiniam slėgiui.
TEPIMAS SUMAŽINTI TRINTI
Tepimas sumažina trintį priveržimo metu, sumažina varžtų atskyrimą montuojant ir pailgina tarnavimo laiką. Trinties koeficiento pokytis turi įtakos išankstinės apkrovos dydžiui, pasiekiamam esant tam tikram priveržimo momentui. Didesnis trinties koeficientas sumažina sukimo momento konvertavimą į išankstinę apkrovą. Norint tiksliai nustatyti reikiamą sukimo momento reikšmę, turi būti žinoma tepalo gamintojo pateikta trinties koeficiento reikšmė.
Riebalų arba sukibimą stabdančių mišinių reikia tepti ir guolio veržlės paviršių, ir išorinį sriegį.
PRITEIKIMO SEKA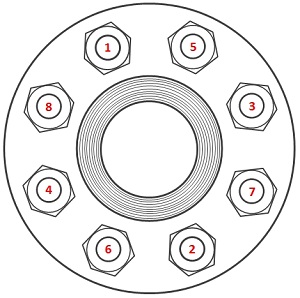 Pirmiausia lengvai priveržkite pirmąjį varžtą, tada kitą priešais jį, tada ketvirtadaliu apsisukimo apskritimu (arba 90 laipsnių), kad priveržtumėte trečią varžtą, o priešais jį – ketvirtą. Tęskite šią seką, kol visi varžtai bus priveržti. Priverždami keturių varžtų flanšus, naudokite kryžminį modelį.
Pirmiausia lengvai priveržkite pirmąjį varžtą, tada kitą priešais jį, tada ketvirtadaliu apsisukimo apskritimu (arba 90 laipsnių), kad priveržtumėte trečią varžtą, o priešais jį – ketvirtą. Tęskite šią seką, kol visi varžtai bus priveržti. Priverždami keturių varžtų flanšus, naudokite kryžminį modelį.
FLUNŠO PARUOŠIMAS
Norint pasiekti flanšinių jungčių sandarumą, būtina, kad visi komponentai būtų tikslūs.
Prieš pradėdami prisijungimo procesą, turite atlikti šiuos veiksmus, kad ateityje išvengtumėte problemų:
- Nuvalykite flanšo paviršius ir patikrinkite, ar nėra įbrėžimų, paviršiai turi būti švarūs ir be jokių defektų (guzelių, duobių, įlenkimų ir pan.)
- Patikrinkite visus varžtus ir veržles, ar nepažeisti arba sriegiai nėra korozijos. Jei reikia, pakeiskite arba suremontuokite varžtus arba veržles
- Pašalinkite atplaišas nuo visų sriegių
- Sutepkite varžtų arba smeigių sriegius ir veržlių paviršius, esančius šalia flanšo arba poveržlės. Daugeliu atvejų rekomenduojamos grūdintos poveržlės.
- Įdėkite naują tarpiklį ir įsitikinkite, kad jis yra centre. NENAUDOKITE SENO TARPIKLIŲ arba nenaudokite kelių tarpiklių.
- Patikrinkite flanšo išlygiavimą pagal ASME B31.3 proceso vamzdynų standartą
- Sureguliuokite veržlių padėtį, kad įsitikintumėte, jog 2–3 sriegiai yra virš sriegio viršaus.