Vamzdžių suvirinimas „pasidaryk pats“.
Polietileniniai vamzdžiai (HDPE), kurių skersmuo nuo 20 iki 1200 mm, yra plačiai naudojami dėl savo pranašumų ir lengvo montavimo. Jie naudojami tiesti dujų ir vandens vamzdžius, vidaus, išorės, lietaus kanalizaciją. Priklausomai nuo tikslų, polietileno vamzdžiai gali būti slėginiai arba neslėginiai. Pastarieji naudojami tik kanalizacijos sistemoms.
Polietileno vamzdžius galima sujungti trimis būdais, vienas iš kurių yra nuimamas (sujungimas flanšų ir jungiamųjų detalių pagalba), o kiti du suvirinami vientisai (suvirinant su specialia įranga arba naudojant elektrines movas). Suvirintoji jungtis yra patvariausia, siūlės sandarios ir atsparios chemiškai agresyviai aplinkai.
Parengiamasis procesas prieš HDPE vamzdžių suvirinimą
Nepriklausomai nuo HDPE vamzdžių suvirinimo tipo, prieš pradedant darbą reikia imtis tam tikrų parengiamųjų priemonių. Būtent:
- nupirkti ir į darbo vietą atvežti pačius vamzdžius ir tvirtinimo detales (tiesiąsias jungtis, kampines jungiamąsias detales, trišakius ir kitus jungiamuosius elementus), spaustukus ir redukuojančius įdėklus, atitinkančius virinamų vamzdžių skersmenį;
- įrengti ir išvalyti nuo pašalinių daiktų darbo platformą, ant kurios bus dedama suvirinimo įranga;
- mechaniškai apdoroti HDPE vamzdžių galus ir visas jungtis.
Prieš pradedant darbą, reikia atidžiai patikrinti suvirinimo įrangos tinkamumą ir našumą. Įrangos paruošimo procedūra yra tokia:
- vizualiai apžiūrimi suvirinimo aparato mazgai, patikrinamas įžeminimo elektrodų ir elektros laidų tinkamumas eksploatuoti, kirpimo peilių galandimo laipsnis;
- tada paruoškite generatorių, užpildydami jį degalų ir atlikdami bandomąjį važiavimą;
- įrangos dalys (grandiklis, žoliapjovė, šildytuvas) prieš darbą nuvalomos nuo esamų teršalų ir prilipusio polietileno pėdsakų, po to visi paviršiai nuriebalinami tirpikliu;
- suvirinimo įrangos hidraulinėje sistemoje būtina patikrinti alyvos buvimą ir jos lygį, atlikti kilnojamojo spaustuko veikimo bandymą, po kurio visos besitrinančios įrangos dalys sutepamos specialiais junginiais;
- patikrinkite visus turimus valdymo ir matavimo prietaisus.

Jei lygintume elektrofuzinį ir sandūrinį suvirinimą, tai pirmasis ekonomiškai mažiau pelningas, tačiau jį labai patogu gaminti tais atvejais, kai dirbama ankštomis sąlygomis su minimaliu darbo erdvės kiekiu. Elektrofuzinis suvirinimas dažnai naudojamas HDPE vamzdžių remontui (ypač vamzdžiams iki 160 mm skersmens) ir atšakai įrengti esamame vamzdyne. Suvirintos siūlės po kokybiško darbo gali atlaikyti iki 16 atmosferų slėgį.
Elektrofuzinio suvirinimo būdo principas

Elektromova yra polietileno formos detalė su elektrinėmis spiralėmis, implantuotomis į movos korpusą. Movos gaminamos įvairaus diametro vamzdžiams ir kalibruojamos brūkšniniu kodu, kuris nurodo temperatūros sąlygas, šildymo trukmę ir kitą informaciją darbui. Jei atliekamas tiesinis HDPE vamzdžių suvirinimas, tada jungtis naudojama paprasta forma, kitoms konstrukcijoms montuoti yra elektrolitiniai trišakiai, balno vingiai ir kitos dalys, pagamintos iš polietileno su panašiomis elektrospiralėmis.

Principas toks: prijungus elektros srovę į movos spiralę, šalia esančio polietileno sluoksnio temperatūra pakyla ir išsilydo. Po to polietileno vamzdžio galai po mova pašildomi. Tokiu atveju vamzdis plečiasi, susidaro kokybiškam suvirinimui reikalingas slėgis. Išjungus maitinimą, vamzdis atvėsta, o suvirinta siūlė su suvirinta mova sukietėja suformuoja standžią hermetišką jungtį.

HDPE vamzdžių suvirinimo su elektrine mova technologija
Prieš suvirinimo procesą atliekamas paruošimas: nuo vamzdžių pašalinami nešvarumai, nuvalomi jų kraštai, nuriebalinamas vidinis elektros movos paviršius.
Po to vamzdžių kraštai įkišami į movą ir visa konstrukcija tvirtinama padėties reguliatoriuje.
Norėdami sužinoti suvirinimo parametrus, perskaitykite brūkšninį kodą ant jungiamosios detalės arba rankiniu būdu įveskite nurodytas vertes ant elektrinio suvirinimo aparato.
Elektros movos ir suvirinimo aparato kontaktai yra tarpusavyje sujungti ir tiekiama įtampa.
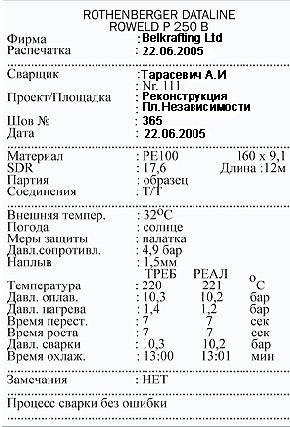
Pasibaigus movos ir vamzdžių galų sujungimo procesui, maitinimas išjungiamas, o konstrukcija paliekama atvėsti, griežtai stebint jos nejudrumą. Vamzdžiui atvėsus, jis nuimamas nuo padėties reguliatoriaus ir išspausdinamas suvirinimo protokolas.
Jei suvirinamas vamzdis yra didelio skersmens, prie technologijos gali būti pridėtas taškas papildomam dalių šildymui.
Vaizdo įrašas – HDPE vamzdžių elektrofuzinis suvirinimas
HDPE vamzdžių suvirinimas savo rankomis
Sandarinis suvirinimas yra technologiškai sudėtingesnis procesas nei HDPE vamzdžių sujungimas elektrine mova. Į darbą galima imti tik turint suvirintojo kvalifikaciją ir atitinkamą darbo patirtį.

Sandarinio suvirinimo metu susidaro monolitinė siūlė, kuri techniniais parametrais nenusileidžia kitiems polietileno vamzdžių paviršiams, nepažeidžiant konstrukcijos lankstumo. Tokiu būdu vamzdžiai sujungiami vienas su kitu, taip pat sumontuojamos jungiamosios detalės ir kitos detalės.
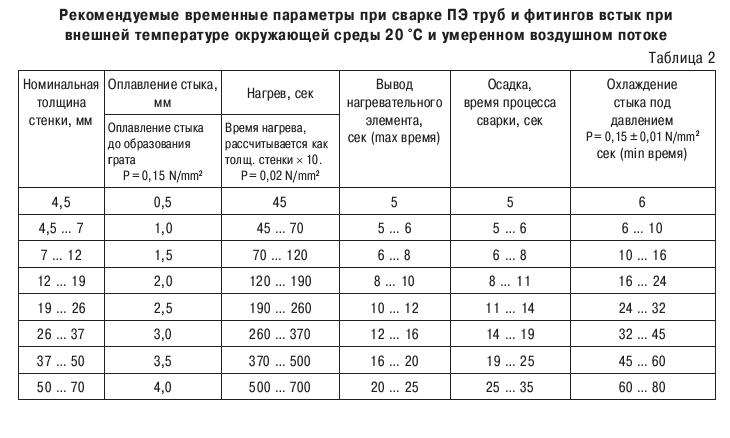
Sandarinis suvirinimas taikomas tik sujungiant tos pačios rūšies polietileno, skersmens, SDR dalis, kurių sienelių storis didesnis nei 4,5 mm, o skersmuo didesnis nei 50 mm. Darbo temperatūros režimas turi atitikti intervalą nuo -15°С iki +45°С.
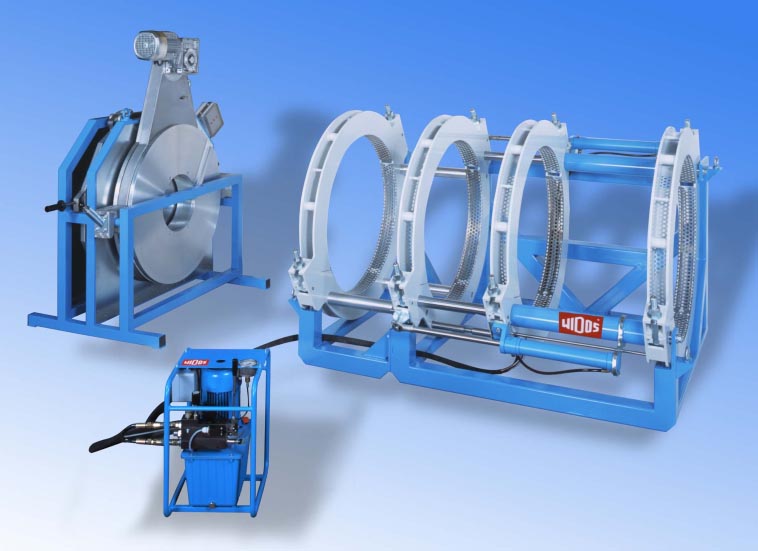
Polietileninių vamzdžių sandūrinio suvirinimo technologija
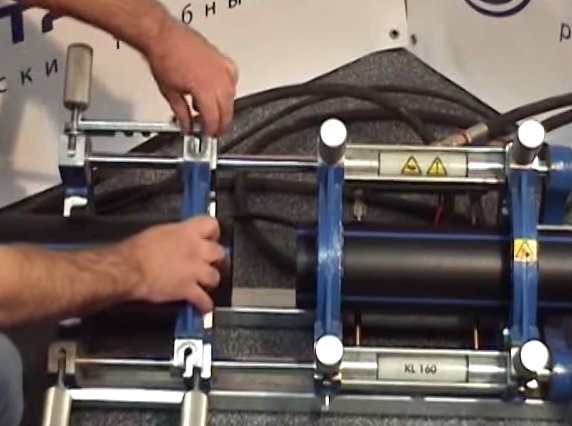
Parengiamajame etape tikrinamas polietileninių vamzdžių ovalumas, lyginamas jų sienelių storis, lyginamas suvirinamų detalių atitikimas SDR. Po to iš galų daužomos drožlės, nelygumai (galima naudoti elektrinę žoliapjovę, kuri pjauna vamzdžius 90° kampu), išvalomi nuo teršalų (dulkių, smėlio, drėgmės ir kt.).
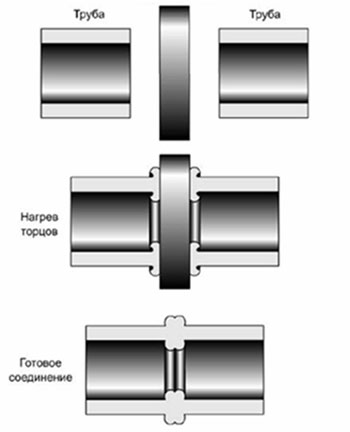
Po to pirminis blyksnis suformuojamas lydant vamzdžių galus ant suvirinimo aparato.
Šildytuvas veikia HDPE vamzdžių galus. Tokiu atveju šiluma pasklinda giliai į polietileną, prasideda jo lydymosi procesas.
Suvirinimo aparato kaitinamąją dalį palaikius vamzdžių galuose tam tikrą laiką, kuris parenkamas atsižvelgiant į gaminių dydį ir storį, ji atsargiai nuimama, o šildomi vamzdžiai sujungiami. Svarbu, kad suvirinimo aparato nuėmimo ir šildomų vamzdžių galų sujungimo laikas būtų minimalus.
Ant karšto polietileno po sujungimo susidaro galutinis blyksnis. Tinkamą slėgį užtikrina mašina su hidrodinamine pavara.
Polietilenui atvėsus, gaunama vienoda sandari siūlė – petys. Technologinio proceso / montavimo klaidų atveju siūlė pasirodo nehomogeniška arba išlenkta. Svarbu, kad vamzdžių sienelės nepasislinktų viena kitos atžvilgiu daugiau nei 10% jų sienelių storio.
Vaizdo įrašas – polietileninių vamzdžių suvirinimas sandūroje