HDPE vamzdžių suvirinimas: sujungimo tipai ir ypatybės
Polimerinės medžiagos pamažu užpildo visas prekių ir paslaugų rinkos nišas, taip pat skverbiasi ne tik į buitinę ir pramoninę sferas, nes suteikia įvairiems gaminiams unikalių techninių ir eksploatacinių savybių. Straipsnyje daugiausia dėmesio bus skiriama vamzdžiams iš mažo tankio polietileno (HDPE), taip pat technologijoms, kuriomis tokie gaminiai suvirinami.
Esami HDPE vamzdžių montavimo būdai
HDPE vamzdžiai šiandien yra labai populiarūs, nes juos labai lengva montuoti (vieno darbuotojo pagalba). Tačiau, norint gauti patikimą vamzdyną, reikia suprasti, kaip sujungti šiuos vamzdžius vienas su kitu.
Yra dviejų tipų jungtys:
- Nuimamas. Leidžia išardyti konstrukciją eksploatacijos metu. Tokią jungtį galite sukurti naudodami plieninius flanšus.
- Vienetinis. HDPE vamzdžių segmentų konstrukcija yra monolitinė. Jis įgyvendinamas suvirinant vamzdžius užpakaliniu būdu arba per jungtis.
Montuojant didelio skersmens vamzdyną, būtina naudoti termorezistines jungiamąsias detales. Tokiu atveju monolitinė jungtis bus tvirta ir visiškai negresia jo deformacija tinkamai naudojant.
HDPE vamzdžių sandūrinio suvirinimo ypatybės
Visų pirma, norint atlikti darbą, jums reikės HDPE vamzdžių sandūrinio suvirinimo mašinos. Puiki premija yra ta, kad jums nereikia pirkti papildomų priedų. Technologija tinka tik tokio paties skersmens HDPE vamzdžiams sujungti.
Aukščiausios kokybės HDPE vamzdžių suvirinimas pasiekiamas tik sujungus segmentus į vieną siūlę. Tokiu atveju sukibimo stiprumas bus optimalus ir dujotiekyje nebus daug didžiausios apkrovos taškų.
Šiai dienai suvirinimas yra universaliausias ir efektyviausias vamzdynų įrengimo būdas, o suvirinimo populiarumo nesumažina net tai, kad kaip medžiaga, iš kurios gaminami vamzdžiai, naudojamas polietilenas. Suvirintam vamzdynui išlaikomas medžiagos lankstumas per visą jo ilgį. Nesvarbu, kaip tiksliai bus klojama sistema, nes HDPE vamzdžių suvirinimo aparatas leidžia atlikti darbus bet kokiomis sąlygomis.

Suvirinimo procedūra yra tokia:
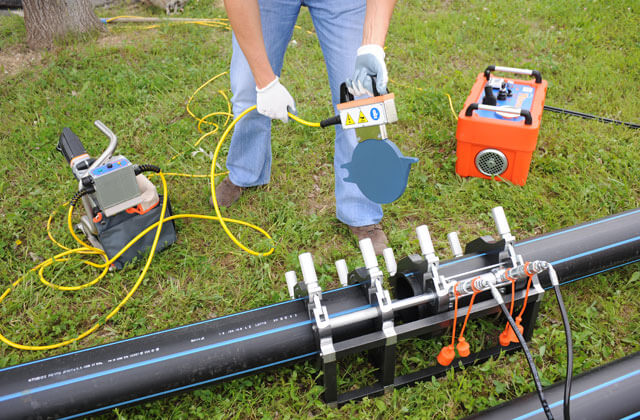
- Vamzdžių galai montuojami į centralizatorių (elementą, kuriame yra suvirinimo aparatas HDPE vamzdžiams suvirinti), o po to sulygiuoti vienas su kitu ir tvirtai pritvirtinti (taip pat skaitykite: " "). Tokiu atveju vamzdžių galai turi būti kruopščiai nuvalyti nuo įvairių nešvarumų, dulkių ir kt.
- Toliau reikia naudoti apipjaustymo įrenginį, kad apdirbtumėte suvirintus dujotiekio segmentus. Šio etapo metu reikia pasiekti net 0,5 mm skiedrų, o tada patikrinti vamzdžio galinių dalių sujungimą. Bet koks tarpas tarp HDPE vamzdžių turi būti pašalintas kartojant apipjaustymo procedūrą.
- Tada galams šildyti naudojama HDPE vamzdžių suvirinimo įranga. Būtinai naudokite kaitinimo elementą su nelimpančia danga. Kai galiukai pradeda tirpti, būtina juos atskirti ir nedelsiant nuimti šildytuvą.
- Šildomi segmentai sujungiami, o jų suspaudimo jėga didėja tolygiai, kol du vamzdžiai tvirtai pritvirtinami vienas kito atžvilgiu. Patartina ilgiau palaukti, kol sąnarys atvės. Tik šiuo atveju siūlė bus kuo patikimesnė.
Suvirinimo kokybę lemia tiek padarytos siūlės išvaizda, tiek tiesiniai vamzdyno matmenys sankryžoje (neturi būti nelygumų).
HDPE vamzdžių suvirinimas per movą
Jei savo rankomis atliekate HDPE vamzdžių rankovių suvirinimą, tuomet turite turėti lituoklio tipo suvirinimo įrenginį, taip pat jo priedų rinkinį. Purkštukų skersmenys parenkami pagal naudojamų jungiamųjų detalių matmenis. Be suvirinimo įrangos, būtina įsigyti jungiamųjų detalių: movų, kampų, trišakių ir kt.
Tiesą sakant, suvirinimo pora yra jungiamosios detalės ir vamzdžio galai. Metodas yra nepatogus, nes jei sujungimas yra neteisingas, dujotiekis bus nuožulnus, todėl jungiamųjų detalių skaičius turi viršyti numatytų jungčių skaičių.

Movos suvirinimo privalumas yra tas, kad jį galima atlikti labai nepatogiomis sąlygomis, kai vamzdžių ašinis poslinkis yra ribotas. HDPE vamzdis šildomas kontaktuojant su lituoklio metaliniu antgaliu.
Struktūriškai antgalį sudaro du elementai, susukti į vieną. Armatūra šildoma pirmąja dalimi, vadinama „įtvaru“, o antroji vadinama „rankove“ ir į ją įkišamas HDPE vamzdis.
Parengiamasis suvirinimo per jungiamąją detalę etapas
Turite pradėti sujungti du vamzdžius atlikę tam tikrus veiksmus su vamzdžiu ir jungtimi:
- Vamzdis pjaunamas specialiomis žirklėmis, atsižvelgiant į reikiamą dydį. Geriausia naudoti žirkles su reguliuojamu pjovimo kampu, nes sekcija turi būti stačiu kampu išorinei vamzdžio sienelei.
- Sritys, kuriose bus atliekami suvirinimai, turi būti nuvalytos nuo nešvarumų, dulkių ir įbrėžimų. Vamzdžio vidų geriausia uždaryti toje pusėje, kur suvirinimas neatliekamas naudojant kamštį.
- Jei suvirinimo aparatas naudojamas pakartotinai, nepamirškite jo išvalyti nuo ankstesnės procedūros likučių.
Atlikę aukščiau nurodytus veiksmus, galite pradėti šildyti lituoklį. Specialus indikatorius, kuris yra bet kuriame HDPE vamzdžių suvirinimo aparate, parodys, kad pasiekta norima temperatūros vertė. Darbai atliekami tiksliai laiku, kuris atitinka tam tikrą išorinį vamzdžio skersmenį.
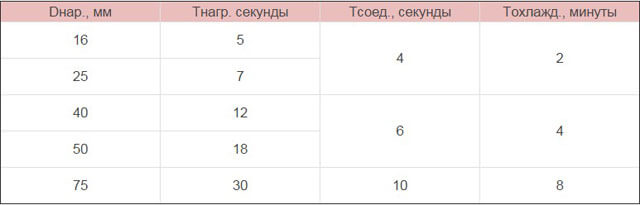
Toliau pateikiamas kiekvieno šildymo ir sujungimo etapo terminų sąrašas standartiniams HDPE vamzdžių skersmenims (išorinis skersmuo (milimetrais); elementų šildymo laikas (sekundėmis); šildomų elementų sujungimo laikas (sekundėmis); jungties aušinimo laikas (minutės) ):
- 16/5/4/2;
- 25/7/4/2;
- 40/12/6/4;
- 50/18/6/4;
- 75/30/10/8.
Bene svarbiausias žingsnis yra sujungtų elementų tvirtinimas prie antgalio, nes dėl per didelio slėgio masė gali išsikišti, kai tirpsta galai ir susidaro didelis žiedas vamzdžio ir jungiamosios detalės kraštuose.
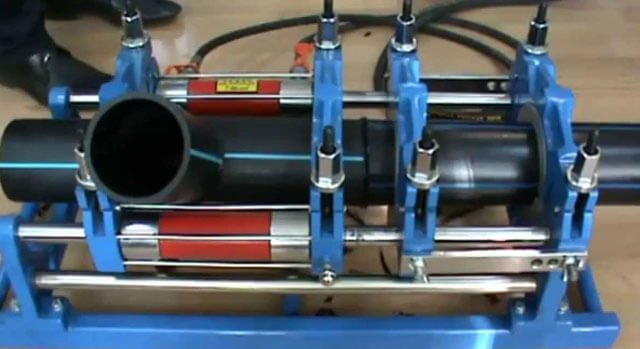
Atitinkamai, reikia įkišti vamzdį ir uždėti jungiamąją detalę iki galo, tačiau galutiniame proceso etape nenaudokite per didelės jėgos. To galima išvengti pritvirtinus jungiamąją detalę ir įkišus vamzdį išjungus lituoklį.
Tokiu atveju galite įdėti atitinkamą ženklą. Įkaitus, reikia nuimti elementus ir sujungti juos tol, kol susijungs atplaišos. Kol visiškai atvės, konstrukcija turi būti ramybės būsenoje ir nepaveikta mechaninio įtempimo.
Kas yra unikalus ir kaip atliekamas elektrofuzinis suvirinimas?
Elektrofuzinis suvirinimas yra moderni aukščiau aprašyto vamzdžių sujungimo būdo modifikacija. Šiai procedūrai įgyvendinti naudojamos specialios movos, kuriose iš pradžių dedami elektriniai šildymo elementai. Atsižvelgiant į tai, kad sunaudojamas toks išteklius kaip elektros energija, nereikia kalbėti apie proceso ekonomiškumą, lyginant su standartiniu sandūriniu suvirinimu.

Paprasčiausias elementas tokio tipo suvirinimui yra elektrofuzinė mova, tačiau yra ir balno posūkių bei elektrofuzijos tipo trišakių. Toliau kalbėsime apie tai, kaip savarankiškai atlikti montavimą naudojant elektrines jungtis ir elektrolitinio suvirinimo aparatą.
Tokio suvirinimo aparato konstrukcija reikalauja specialių spiralių, kurie yra šildymo elementai. Plonas sluoksnis nuo jungiamosios detalės galo, veikiamas temperatūros, išsilydo ir tai leidžia prisijungti prie plastikinių dujotiekio segmentų. Spiralė lieka siūlėje tarp elementų, suteikdama konstrukcijai didesnį tvirtumą (panašiai kaip armatūra). Natūralu, kad šis metodas yra pats brangiausias ir daugiausia naudojamas dujotiekiams montuoti.
Darbai atliekami elektrofuzinio suvirinimo proceso metu tam tikra seka:
- Naudojant specialų pjaustytuvą, dujotiekis supjaustomas į iš anksto pažymėtas dalis.
- Tada reikia išvalyti elektros movos vidų ir tarpusavyje suvirintus vamzdžių segmentus. Tada tos pačios vietos nuriebalinamos.
- Ant vamzdžių pažymėtos vietos, kad galėtumėte kontroliuoti movos įkišimo gylį.
- Atviri vamzdžių galai, kurie šiame etape nebus suvirinti, uždaromi kamščiais.
- Suvirinimo aparatas yra prijungtas prie movos dviem laidais, todėl jį galima pastatyti atokiau nuo darbo vietos.
- Paspaudžiamas pradžios mygtukas. Šildymo, sukibimo ir iki visiško aušinimo metu vamzdžių segmentai turi likti nejudantys vienas kito atžvilgiu.
- Mašina taip pat išsijungia savarankiškai, praėjus reikiamam laikui, nes iš pradžių buvo sukonfigūruota HDPE vamzdžių litavimui (taip pat skaitykite: " ").
- Vamzdyną galima pradėti eksploatuoti ne anksčiau kaip po 1 valandos po suvirinimo.

Suvirintos HDPE vamzdžių jungtys turi atitikti šiuos reikalavimus:
- suvirinimo siūlė turi būti dedama tame pačiame lygyje arba virš dujotiekio išorinio paviršiaus;
- dujotiekio segmentų poslinkis turi būti ne didesnis kaip 10 procentų naudojamo vamzdžio sienelės storio;
- siūlė, išsikišusi virš dujotiekio, kurios sienelės storis iki 5 milimetrų, turi būti ne didesnė kaip 2,5 milimetro, o nuo 6 milimetrų iki 2 centimetrų storio - iki 5 milimetrų.
Apatinė eilutė
Straipsnyje išsamiai aprašomi HDPE vamzdžių suvirinimo būdai, o darbuotojas gali pasirinkti tik optimaliausią konkrečiam vamzdynui. Jei darbas bus atliktas aiškiai pagal siūlomas instrukcijas, dujotiekis tarnaus ilgai, efektyviai ir patikimai. Taip pat visą montavimo procesą galima patikėti specialistams, kurie pasirūpins savo įranga ir padės įsigyti reikalingų medžiagų.